Токарный станок и токарное дело*
Приспособление для выделки тел вращения из дерева и других твердых материалов, называемое "токарным станком" (un tour, turning lathe, Drehbank), известно с древнейших времен; только "гончарный круг", служащий для выделки круглых глиняных сосудов, древнее его. Точеные изделия находятся во множестве между египетскими древностями, а станки первобытного устройства еще и в наше время употребляются у разных народов. Станки эти двух типов: азиаты, привыкшие сидеть на корточках, устраивают и Т. станки, соответствующие этому обычаю, а европейцы приспособили их так, чтобы работать стоя. На табл. фиг. 1 представлены индусы , обтачивающие столбик: помощник приводит обрабатываемый предмет в попеременное вращательное движение помощью веревки, как веретено для добывания огня трением. Сам станок состоит из двух вбитых в землю колышков и привязанной к ним горизонтальной палки, служащей подручником, а обтачиваемый предмет вращается на остриях двух гвоздей. Подобное же приспособление употребляют и калмыки , но для вытачивания чашек у них существует и более сложный станок (табл. фиг. 2). Между укрепленными в земле кольями вращается деревянное подобие настоящего "шпинделя" с шейкою и выдающимся за нею утолщением, служащим "патроном" для прикрепления обрабатываемого куска. Чтобы обходиться без помощника при обработке небольших предметов, веревку натягивают на "смычок": тогда мастер одною рукою приводит работу во вращение, а другою должен держать инструмент. Такие смычковые станки распространены у персиян, арабов и др. В Европе предпочли сообщать вращательное движение ногою: на табл. фиг. 3 изображен такой станок в том виде, как его и теперь употребляют для выделки деревянных вещей в Италии , Швейцарии и др. местах. Вместо вбитых в землю кольев устроена целая станина с двумя горизонтальными параллельными брусьями, между которыми передвигаются и закрепляются клиньями обе "бабки" с остриями для обтачиваемого предмета. Вместо смычка к потолку прикрепляют упругий шест, а нижний конец веревки привязывают к "подножке". Переставная доска, параллельная оси станка, служит опорой для работника. На таких станках делают даже весьма чистую и тонкую работу; для шлифовки же дерева и для некоторых других случаев попеременное движение даже целесообразнее непрерывного. Смычок и попеременное вращение употребляются и часовщиками в их маленьких токарных станочках (см. Часы), но теперь его почти повсеместно заменяют вращением непрерывным, через посредство "махового колеса". Хотя есть указание, что маховое колесо (см.) употреблялось для приведения в движение Т. станка уже в XVI стол., но во всеобщее употребление оно начало входить лишь с XVIII ст. Маховое колесо стали помещать под станком, в движение его приводили при посредстве известного механизма, состоящего из качающейся подножки, "крючка", служащего шатуном, и выгнутого вала (табл. фиг. 4). Самый станок устраивался сначала наподобие предыдущего, и бесконечную веревку с окружности махового колеса накладывали прямо на обрабатываемый кусок. Но скоро стали делать особый "шпиндель" с двумя шейками, вращающимися в особых "бабках", в отверстиях, залитых оловом, чтобы уменьшить трение и истирание. Свободный конец шпинделя снабжали винтовой нарезкою, чтобы навинчивать на него разного рода "патроны" для закрепления обрабатываемого предмета. Иногда левую бабку снабжали неподвижным острием, на цилиндрическом стержне которого свободно вращался небольшой шкив для шнурка от маховика. В таком случае обрабатываемый предмет закреплялся "между центрами", как на фиг. 3, а особый штифт , выдающийся со стороны малого шкива, зацеплял за левый конец и сообщал работе вращение. Такой прием называется обтачиванием на "мёртвых центрах"; им пользуются и в современных станках, когда необходима возможно большая точность работы. На фиг. 4-й изображено устройство еще более сложное, так назыв. "патронный" винторезный станок . Шейки шпинделя сделаны значительно длиннее охватывающих их подшипников, так что он может при вращении двигаться и вдоль своей оси. На левом конце шпинделя нарезано несколько коротких винтов разного хода, а в бабке укреплены дощечки твердого дерева с соответственными гаечными нарезками. Когда дощечки эти опущены в соответственные прорезы бабки, а крайняя, не снабженная нарезками, поднята и вставлена в соответствующий кольцевой надрез шпинделя, он не имеет продольного движения и служит для обыкновенной точки. Когда же дощечка эта заменена другою, шпиндель может сделать несколько оборотов по винтовой линии, и помощью неподвижной "гребенки" на обрабатываемом предмете можно выточить соответственного хода винт, внешний или внутренний. В начале XIX ст., когда начали строить во множестве паровые машины, от Т. станка стали требовать точной и быстрой работы; вышеописанные типы пришлось заменить более совершенными и прочными. В этом отношении первыми деятелями были английский механик Маудсли (Maudsley, -) и немецкий механик Рейхенбах ( -). Рейхенбах, занимаясь конструкцией астрономических и геодезических инструментов, имел дело с небольшими предметами и поэтому лишь усовершенствовал конструкцию деревянного Т. станка типа фиг. 4, но первый прибавил к нему "суппорт" для режущего инструмента, позволяющий передвигать его винтами вдоль оси обтачиваемого предмета и по перпендикулярному к ней направлению. Маудсли стал делать Т. станки чугунные, с суппортом; Клеман, изобретатель строгательной машины, усовершенствовал конструкцию шпинделя, стал вводить строганые чугунные станины для станка и придал ему в общих чертах современный вид, который выработался, однако, лишь в шестидесятых годах XIX ст., трудами очень многих лиц. Современные Т. станки делаются чугунные: станина w (табл. черт. 5) отливается из одного куска и свинчивается с ногами s. Станина тщательно острогана на своей верхней поверхности, представляющей две плоские, параллельные линейки или плоскую линейку спереди и параллельную ей, заостренную, сзади, так что по ним можно передвигать параллельно самим себе и закреплять левую бабку D со шпинделем x , ручной суппорт Am , подручник Bn и правую бабку Сu . В станках, приводимых в движение ногою работника, под станиною укреплен вал с кривошипом h , обыкновенно вращающийся между двух заостренных винтов, укрепленных в ногах S ; на этом валу надет ступенчатый маховик l , передающий через посредство ремня I движение шкиву l 1 , надетому на шпиндель х. Подножка t через посредство крючка u , служащего шатуном, принимает качательное движение ноги токаря и превращает его известным образом в круговое. Шпиндель составляет главную часть Т. станка, его делают из хорошей стали, а шейки закаливают и потом тщательно шлифуют. На изображенном (ф. 5) станке средней величины шпиндель с двумя конусами, вращающимися в стальных закаленных кольцах, вставленных в чугунную бабку. Оба конуса имеют вершины влево, но разный угол наклона; с левого конца на шпиндель надевается цилиндрическая трубка и придерживается гайкой. Когда шпиндель с одним конусом, он делается толще винта, нарезанного на конце х , так что шпиндель можно вставить слева, когда в части k упорный винт D достаточно отвинчен. Для работы винт этот надо тщательно подвинтить, чтобы его плоский, закаленный и отполированный конец точно соприкасался со слегка выпуклым и тоже закаленным концом двухконусного шпинделя или аккуратно входил в коническое углубление на левом конце одноконусного (фиг. 5). Для смазки кольца просверлены сверху. Верхняя часть правой бабки просверлена по геометрической оси вращения шпинделя, так что в ней двигается, не вращаясь, при помощи винта у и гайки с маховичком z цилиндр со вставным "центром" у . Подручник для опоры ручных инструментов состоит из Т-образной вставки B , которую можно поднимать и поворачивать около вертикальной оси, и ее подставки i , снабженной горизонтальным прорезом, позволяющим выдвигать ее вперед и закреплять поворотом гайки n . Устройство суппорта А лучше видно на следующих чертежах (табл. черт. 8 и 9), представляющих его вертикальные разрезы вдоль оси вращения шпинделя и перпендикулярно к ней. Фундамент A , передвигающийся по станине Т. станка, представляет прочную раму, отстроганную в форме призмы , которую охватывает нижняя "каретка" В , снабженная подвижным клином v , тщательно устанавливаемым винтами, чтобы она двигалась винтом b и гайкою m без бокового шатания. На верхней поверхности этой каретки поворачивается продольная рамка - призма CD около шипа с и укрепляется под назначенным углом винтами Χ . Ее охватывает верхняя каретка E , приводимая в движение винтом l и гайкою n ; на ее верхней поверхности укрепляется резец 1, 2 при помощи болта YY , гайки его О , треугольника gg и опорного винта Р . Когда приходится обрабатывать лишь боковую поверхность длинных предметов, их снабжают небольшими воронкообразными углублениями на концах и устанавливают между "центрами" станка. Чтобы заставить предмет этот вращаться вместе со шпинделем, надевают на левый конец "хомутик" (табл. фиг. 13), прижимают его винтом и выдвигают сколько нужно крючок навинченного на шпиндель патрона, чтобы он захватывал хвост хомутика. Если нужно обработать также один из концов, высверлить в нем дырку или нарезать винт или гайку, то предмет этот завинчивают другим концом в винтовой патрон (табл., фиг. 6). Это подобие цилиндрическ. стакана, снабженного двумя рядами накрест расположенных винтов d и d 1 ; подвинчивая систематически эти винты, нетрудно "центрировать" предмет. Такой патрон употребляется преимущественно для вытачивания предметов из толстой латунной проволоки и из цилиндрических стальных и железных прутьев. Для дерева делают такого же вида патроны без винтов, но разного диаметра, из металла или твердого дерева; обрабатываемый кусок дерева просто заколачивают округленным концом в такой патрон. Удобнее, но держит менее крепко самоцентрирующий американский патрон (таблица, фиг. 7). Он снабжен тремя плашками 1, 2, 3, двигающимися в радиальных прорезах крышки патрона E , свинченной с кольцом Оm ; на самой же плоской поверхности этого патрона нарезана архимедова спираль , захватывающая зубцы на нижней стороне плашек. По свойству этой линии внутренние ребра плашек, пригнанные в одном положении, будут оставаться на одной и той же окружности концентрической с осью вращения и во всех других положениях, в которые их можно привести, вращая крышку относительно патрона со спиралью. Кроме описанных, для разных целей устроено было еще большое число разнообразных патронов. Современный Т. станок весьма удобен и для сверления: когда предмет укреплен в патроне, можно просверлить его вдоль оси вращения: наметив предварительно центр, т. е. выточив от руки углубление в этом месте, вставляют в него острие сверла, вращают шпиндель и нажимают на сверло винтом правой бабки, задерживая при этом вращение самого сверла. Или же вставляют сверло в соответственный патрон, а на предмет нажимают винтом правой бабки, надев на правое острие особый патрон в виде кружка, нормального к оси вращения. Т. станок служит и для нарезывания винтов. Для оправ оптических стекол и вообще для соединения частей, приготовляемых из трубок, изделий из кости и твердого дерева приходится нарезать короткие винты и гайки разного диаметра и разной длины хода. Левая бабка такого патронного станка изображена на таблице, фиг. 10. Шпиндель ее с двумя цилиндрическими шейками, на заднем, левом конце его оставлен цилиндрический придаток, на который надеваются цилиндрические патроны с различною резьбою и закрепляются гайкою. Соответствующие гаечные нарезки сделаны на бронзовой звездообразной части, поворачивающейся на нижней части салазок, скользящих вниз и вверх по задней поверхности бабки при посредстве эксцентрика с рычагом. Когда надо нарезать винт, придвигают к патрону соответственную нарезку звезды, когда же надо просто точить, звезду опускают, а конец шпинделя опирают на винт в особой вилке, изображенный на фиг. 10 в приподнятом виде. На наружном винте шпинделя изображен надетым патрон со штифтом, служащий для захватывания хомутика, когда точат "на центрах"; сбоку, сзади шкива видна полоса, служащая для пользования круговыми делениями, нанесенными на передней его поверхности. Деления эти отмечены небольшими дырочками, в которые входит острие, укрепленное сбоку означенной полоски; они служат для нанесения делений на окружность обрабатываемого предмета (конечно, при снятом ремне). Для изготовления длинных и толстых винтов, особенно с прямоугольною нарезкою, служат "винторезные" Т. станки с маточным винтом, служащие также "самоточкою" для обтачивания цилиндров, плоскостей и конусов. Такой станок изображен на таблице фиг. 11. Он состоит из тех же частей, но несколько иной конструкции, станина его снабжена вырезом, так назыв. "гапом", чтобы можно было обтачивать колеса радиуса большего, чем высота его центров. Вдоль ее передней стороны идет длинный "маточный винт", сцепляемый со шпинделем системою переменных зубчатых колес, запас которых изображен под станком (слева лежит "универсальный" патрон с четырьмя переставными винтами, а справа шкив для передачи движения шпинделю от привода). Посредством разъединяемой гайки винт этот может двигать нижнюю каретку суппорта вдоль самой станины, по этой каретке скользит другая, поперечная, винт которой тоже может вращаться от шпинделя: в таком случае гайку его разъединяют и сообщают его с улиткою, сидящею на оси зубчатого колеса, передающего вращение поперечному винту каретки через посредство другого, видимого на фигуре. Чтобы не истирать напрасно винт, для установок передвигают каретку через посредство зубчатой полосы, шестерни и рукоятки, видных на фигуре. На поперечной каретке укрепляется ручной суппорт для удобной установки резца. Правее каретки виден "люнет": неподвижная подставка, в которую вкладывают деревяшки с вырезом для поддержания длинных предметов, чтобы они не гнулись при обтачивании. Левая бабка "с перебором": когда следует вращать шпиндель быстрее, ремень накидывают на шкив, а шкив скрепляют со шпинделем. Когда же необходимо вращение медленное, расцепляют шкив от шпинделя и придвигают к шестерне на его левом конце зубчатое колесо, укрепленное на особой оси, вращающейся в подшипниках, приготовленных на задней стороне бабки. Шестерня на правом конце этой оси сцепляется при этом с колесом на правом конце шпинделя и сообщает ему вращение в несколько раз более медленное. Чтобы нарезать винт данного хода, надо знать ход маточного винта. Положим, что он равен 1 см. Если винт будет вращаться с тою же скоростью, как и шпиндель, нарезываться станет его копия; чтобы получить винт в n раз меньшего хода, надо надеть такие колеса, чтобы он поворотился на один оборот при n оборотах шпинделя. Нетрудно вычислить, со сколькими зубцами надо взять для этого колеса, но на практике надо пользоваться имеющимся набором колес; так как набор этот ограничен, то иногда приходится довольствоваться приближением. Обыкновенно при станке прилагается таблица возможных и употребительных комбинаций. Если диаметры колес на шпинделе и на винте недостаточны для непосредственного сцепления, вводят вспомогательное колесо, сцепляющееся с ними обоими и не изменяющее поэтому передаваемого отношения числа оборотов. Введя еще второе такое колесо, переменим направление вращения винта и вместо правого винта станем нарезывать левый, или наоборот. Когда надо просто обточить цилиндр самоточкою, выбирают колеса как для винта с малым ходом. Иногда для упрощения конструкции в таких не винторезных самоточках вместо маточного винта устраивают зубчатую полосу с шестерней, получающей движение от шпинделя.
ТОКАРНОЕ ДЕЛО.
Мягкое дерево требует быстрого вращения, около 10 оборотов в секунду для нетолстых предметов; инструментами служат главным образом полукруглая и плоская стамески ("рера" и "мензель"). Обе отличаются от столярных большею длиною, отсутствием "гайки" на хвосте, вставляемом в рукоятку, и тем, что полукруглая оттачивается не прямо, как столярная, а углы ее стачивают больше середины; плоская затачивается с обеих сторон так, что лезвие наклонно к длине и один угол острый, а другой тупой. При работе инструмент опирают на "подручник" и прикладывают к обрабатываемой поверхности так, чтобы нижняя фаска лезвия была почти касательна к ней. Если слегка приподнимать рукоятку так, чтобы между этой фаской и касательной образовался угол в несколько градусов, стружки сначала становятся толще, а затем инструмент начинает скоблить: вместо стружек получаются крошки , а поверхность остается негладкою. Для получения гладкой поверхности приходится всегда резать "по слоям" дерева, а не против них, как и при строгании ножом; после обточки шлифуют "шкуркою" (см. Наждак) и потом крепко вытирают стружками того же дерева, отчего получается легкий блеск на поверхности. Режущий угол для мягкого дерева - между 20 и 30°; для твердых сортов он может быть и 45°, а инструменты можно намеренно заставлять скоблить, а не резать: работа при этом идет тише, но легче выделывать сложные формы и узоры. Для точки латуни , железа, а также кости от руки пользуются немногими простыми инструментами: "штихель" состоит из стального прута квадратного сечения, заостренного одною диагональною плоскостью, вследствие чего получаются один острый трехгранный угол и два режущих лезвия. Если поставить штихель на подручник так, чтобы короткая диагональ его фаски была почти вертикальна, и заставить его острие резать несколько ниже линии центров, то он действует очень сильно, особенно на железе и стали, но оставляет рубчатую поверхность, которую можно сглаживать его лезвием. Для латуни удобнее прямой инструмент с округленным или заостренным двумя фасками концом. Режущий угол для железа около 60°, а для латуни тупее, от 70° до 80° и даже до 90° для окончательного сглаживания. Скорость вращения для латуни может быть лишь немного менее, чем для дерева, но для железа она должна быть раза в 3 или 4 меньше, иначе инструмент тупится и работа идет плохо. Для тяжелой работы по металлу, когда еще не было станков с суппортами, употребляли "крючки": режущий конец инструмента отгибался под прямым углом, длинную ручку можно было опирать на плечи, а "пяту" на подручник. Таким образом все сопротивление передавалось подручнику, а работнику становилось легко удерживать и направлять инструмент. Токарный крючок был специальным инструментом английских "мильрайтов" (см.) первой половины XIX ст., теперь он вышел из употребления. Форма инструментов для обработки металла при помощи суппорта выработана тщательно. Прежде всего заметим, что всякий инструмент в самоточке будет оставлять на боковой поверхности обтачиваемого предмета винтовую бороздку, а на плоскости, нормальной к оси вращения, бороздку в форме архимедовой спирали. Если острие округлое или треугольное, то бороздка будет выходить сравнительно глубокая, но выдающиеся части каждого оборота будут срезываться при образовании следующего, когда ход винтовой линии значительно меньше ширины снимаемой стружки. Еще отложе будут выходить бороздки, если острие заточено так, что состоит из двух почти взаимно перпендикулярных лезвий, из которых одно почти касательно к образуемой поверхности, а другое, почти нормальное, идет вперед и производит большую часть работы. Такие "боковые резцы" необходимы для вытачивания шеек и выступов с входящими углами. Но при такой форме острый угол пересечения обоих лезвий легко притупляется на стали и железе, поэтому для обточки гладких поверхностей предпочитают резец с одним прямолинейным лезвием, наклоненным градусов на 30 к оси вращения, которое заставляют резать не углом, а серединой. Подвигаясь лишь вдоль радиуса обтачиваемого предмета, такой резец образовал бы линейчатый гиперболоид вращения (см.), касательный к цилиндру в своей шейке, поэтому-то при продольном движении такой резец и оставляет очень гладкую поверхность. Латунь и чугун точат насухо, но железо и сталь дают гладкую поверхность лишь при смачивании их маслом, смесью растительного масла и скипидара или раствором мыла с примесью масла. При снимании наружной коры отливок, содержащей окалину и песчинки, предпочитают простой резец с округлым концом. Для больших Т. станков находят выгодным не выковывать весь резец из стали, а употреблять небольшие куски стальных прутков , прокатанных по разным соответственным надобности профилям сечения, закаленные и вставляемые в особые "державки", завинчиваемые в свою очередь в суппорт. При этом не только получается экономия в материале, но соблюдается точно форма лезвия, потому что режущие брусочки оттачивают лишь на их поперечной поверхности. Обыкновенно поверхность обрабатывают еще шлифным напилком во время вращения на станке, хотя правильность формы при этом нарушается; если же поверхность не будет подвергаться стиранию, то ее можно шлифовать наждаком и полировать обыкновенными приемами. Успех работ зависит от правильной установки инструмента. Желательно заставлять острие резки работать в горизонтальной плоскости, проходящей чрез ось вращения, иначе "угол уклона" DAQ (фиг. I сверху) будет изменяться по мере стачивания предмета, а если обрабатывается его поверхность, перпендикулярная к оси, то около центра лезвие перестанет работать и пройдет или ниже, или выше его.
Это положение вместе с тем и самое выгодное для условий работы: сопротивление тонкой стружки направлено по касательной и может быть выражено силою AQ , а реакция острия - силою АР , прямо противоположною первой. Эти силы при равномерном движении взаимно уничтожаются, не вызывая составляющих, стремящихся надвинуть обрабатываемый предмет на резец или отодвинуть его. Если резец прикасается выше центральной плоскости (ф. I сред. черт.), появится равнодействующая АВ , стремящаяся отдалить его от обрабатываемого предмета; если же он работает ниже, то эта сила будет направлена в обратную сторону, резец будет иметь стремление "заедать", врезываться глубже, если стружка станет толще оттого ли, что встретится неровность, или вследствие неосторожного подвигания винта суппорта. Чтобы соединить оба преимущества, верхнюю поверхность резца AB обыкновенно делают наклонною (фиг. I нижн. черт.) и устанавливают его на линии центров. При снимании толстой стружки на ее отгибание идет больше работы, чем на разъединение частиц металла, в таком случае направление силы Q будет приближаться к АЕ , линии, делящей пополам режущий угол BAD , как для клина. Это обстоятельство заставляет непременно поднимать острие резца или делать его поверхность наклонною, насколько это возможно при необходимости придавать углу уклона DAQ от 3° до 4°, а режущему углу BAD от 51° до 60° для железа, от 51° до 70° для чугуна и от 66° до 80° для бронзы и латуни. Опыт показал, что наибольшее количество стружек получается при наименьшей затрате работы двигателя при скоростях на окружности в стм в секунду: 5,5 для железа, 4,0 для чугуна и 6,5 для бронзы. Стружки при этом имели 0,3 мм толщины и ширину от 10 до 40 мм. Но на деле движущая сила стоит гораздо дешевле времени мастера, поэтому выгодно ускорить работу, затрачивая больше силы и снимая более толстую стружку при большей скорости. Поэтому на практике сильно отступают от этих скоростей. По Дежонку (Dejonc), скорости эти:
Брать еще большие скорости нельзя потому, что резец нагревается, а инструмент и обтачиваемый предмет начинают дрожать и поверхность получается неровная. Поэтому для ускорения работы больших Т. станков, напр. при обточке вагонных колес, недавно применены были с успехом "шарошки" (или "фрезеры", см.) вместо резца (станок Рота в Флорисдорфе, близ Вены). Это вращающиеся режущие колески со многими остриями; работа поэтому распределяется на большую поверхность и при затрате достаточной рабочей силы идет во много раз быстрее. Другое средство для ускорения работы тяжелых Т. станков придумано в Америке : это резцы из особого сорта стали, не теряющей своей твердости и при нагревании до темно-красного каления; поэтому сталь можно обтачивать для "обдирки" при скорости на окружности в 10 стм, мягкое литое железо при 96 стм, серый чугун при 50 стм, а латунь при 100 стм в 1 секунду. Вероятно, что это один из сортов так называемой натурально-твердой стали: сорта эти содержат обыкновенно, кроме углерода, еще вольфрам , титан , молибден и др. элементы. Будучи нагреты выше определенной для каждого сорта температуры, они становятся по охлаждении твердыми, даже если это охлаждение совершалось медленно. Если же их нагреть вторично до другой определенной, но менее высокой температуры, то по охлаждении они оказываются значительно мягче. Нагревание же, не достигающее этой второй "критической температуры", остается без значительного влияния на твердость. Применение таких резцов требует Т. станков более прочной конструкции, так как не все существующие допустят снимание толстых стружек при большой скорости без вредных дрожаний. Очень важную роль в современной массовой фабрикации металлических изделий играют так наз. "револьверные Т. станки". При изготовлении оружия, швейных машин, велосипедов, дамских часов, электрических принадлежностей и т. п. требуются десятки тысяч одинаковых винтов и других мелких точеных частей, которые должны быть настолько близки к тождественности, чтобы заменять одна другую без всякой пригонки. Для изготовления таких предметов из проволоки до 3 стм диам., преимущественно латунной, шпиндель станка (таблица, фиг. 12) делают просверленным насквозь, чтобы пропускать длинную проволоку и уменьшить число обрезков (опорный винт, изображенный на фигуре, вставляется лишь тогда, когда обрабатывают короткие, литые или кованые предметы, закрепляемые в изображенном под станком патроне, в который можно вставлять и губы в виде коробок для заливания мягким металлом предметов неправильной формы). Выставив из патрона сколько нужно проволоки, пускают шпиндель в движение и придвигают к нему первый инструмент револьверного суппорта, пока не будет достигнут особый упорный винт. Тогда отодвигают суппорт назад, при этом особая собачка поворачивает верхнюю часть суппорта, как барабан револьвера, на шестую часть оборота, так что на место первого инструмента становится второй и т. д. Для нарезывания винта или для отрезывания готовой работы служит рычаг, вращающийся в бабке шпинделя. На левом его конце укреплена часть гайки: когда она приведена в прикосновение с винтовым патроном, надетым на левый конец шпинделя, острие на правом конце рычага нарезывает винт, а опорный винт, скользя по платформе, ограничивает глубину нарезки. Устройство Т. станков чрезвычайно разнообразно, часто такой станок приспособлен лишь для одной определенной работы, другие же действуют совершенно автоматически. К Т. станкам надо причислить и "копировальный станок", употребляемый преимущественно для изготовления деревянных ружейных лож, сапожных колодок и др. округлых предметов. Обрабатываемый предмет С (табл. фиг. 4 может поворачиваться около горизонтальной оси, параллельной оси модели А , с которой ось предмета сцеплена зубчатыми колесами, так что вращается с равною скоростью и в одну и ту же сторону. Обрабатывающая шарошками В вращается около оси, параллельной двум первым, но укрепленной на салазках, скользящих перпендикулярно к ним. При медленном вращении модели и предмета шарошки срезывают его, пока упорный винт, связанный с салазками, не станет опираться о поверхность модели и не задержит дальнейшего движения. Тогда тот же процесс начинается в другом сечении модели. Принцип копировального Т. станка применяется в очень разнообразных видах.
Литература обильна, но книг, содержащих применимые сведения, мало. Основная книга: Holtzapffel, "Turning and mechanical manipulation" (т. IV, ). Первый том вышел в г., но существует новое продолженное издание, вышедшее в девяностых годах. Тиме, "Основы машиностроения" (); Найденко, "Руководство для токарей" (Екатеринослав , ; многое пригодно для учеников; в объяснения автор не вдается); такого же характера, но содержит очень много ценных сведений: Е. Dejonc, "La Mechanique pratique" (П., ); Joshua Rose, "The practical Machinist".
О бучение токарному делу - это раздел сайта, который содержит информацию не только для профессиональных токарей, но и для учеников токарному делу. Токарное дело является очень перспективным, так как настоящего токаря в наше время попробуй найди.
П рофессия токаря высоко оплачиваемая, поэтому, если вы не лентяй, и хотите зарабатывать хорошие деньги за свой труд, начинайте изучать основы токарного дела на нашем сайте.
Токарный станок предназначен для обработки резанием тела вращением, в том числе вращающихся торцевых плоскостей и винтовых поверхностей. Кроме этого на токарных станках могут выполняться работы не связанные с обработкой резанием.
Перечень всех возможностей токарного станка очень большой и рассмотрение функций токарного станка займет немало времени. И изучить все функции токарного станка за одно занятие практически не реально, но постепенно мы с вами будем знакомиться со всеми тонкостями токарного дела . Обучение токарному делу мы начнем, используя следующий перечень уроков по токарному делу.
Уроки токарного дела :
Урок №1. Устройство токарного станка
Урок №2. Работа на токарном станке или управление токарным станком
Содержание:
1. Т окарные резцы
Т окарные резцы - это специальные режущие инструменты, которые используются для токарной обработки деталей.
Т окарные резцы применяются, как основной инструмент для токарных, строгальных, и других работ на станках.
Д ля качественной и точной обработки детали и достижения требуемых форм и размеров изделия используют токарный резец, с помощью которого последовательно срезаются слои материала.
В процессе срезания слоя материала резец врезается в него, снимая с его поверхности стружку.
О страя кромка резца является его основным рабочим элементом.
С о временем работы резец подвергается износу, о чем говорит выкрашивание режущей части (кромки). Для использования токарного резца в дальнейшем требуется его переточка.
1.1 Устройство токарного резца
1.2 Подача токарного резца
1.3 Срез металла токарным резцом
1.4 Поверхность резания
1.5 Конструкция резца
1.6 Углы токарного резца
1.7 Износ и стойкость резца
1.8 Резцы для токарных станков
1.9 Материалы токарных резцов
1.10 Конструкции токарных резцов
1.11 Изготовление твердосплавных резцов
1.12 Изготовление резцов с пластинками
1.13 Изготовление быстрорежущих и углеродистых резцов
2. Т окарный станок
Т окарный станок - это станок для обработки деталей способом резания и точения.
О сновные работы, выполняемые на токарных станках: точение, расточка и обточка разных типов поверхностей, нарезка резьбы, обработка торцов детали, сверление, зенкерования и нарезание отверстий.
З аготовка устанавливается в центра, и вращается при помощи шпинделя, далее механизм подачи перемещает режущий инструмент резец вместе с суппортом ходового вала.
Д ля совершения дополнительных видов операций на станке, таких как шлифование, сверление, фрезерование отверстий на станки устанавливается дополнительное оборудование.
Т окарно-винторезный станок предназначен для осуществления токарной работы с цветными и черными металлами.

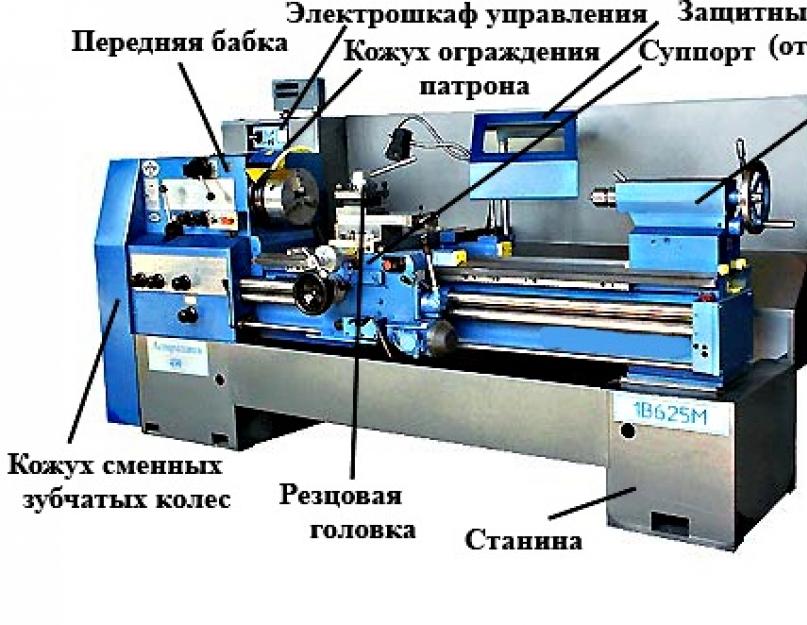
Т окарно-винторезный станок состоит из:
- С танина – основная часть станка, которая является остовом для монтирования всех механизмов станка.
- П ередняя бабка – еще ее называют шпиндельной, из-за размещения в ней шпинделя, коробки скоростей и других элементов.
- К оробка подач обеспечивает движение от шпинделя к суппорту.
- С уппорт – предназначен для закрепления режущего инструмента и его подачи.
- Ф артух – необходим для преобразования вращения валика в движение суппорта.
- Ц ентр – установка для поддержания обрабатываемой детали или инструмента.
2.1 Токарно-винторезный станок модели 1А62
2.2 Фрикционная муфта токарного станка модели IA62
2.3 Устройство задней бабки
2.4 Устройство токарно-винторезного станка
2.5 Уход за токарным станком
2.6 Регулировка токарного станка
2.7 Безопасность работы на токарном станке
2.8 Приспособления для закрепления деталей, обрабатываемых в центрах
2.9 Точность токарного станка
З десь вы узнаете как определить и настроить точность токарного станка , освоите понятия такие как жесткость при токарной обработке, обработка на оправках, работы с оправкой.
П равила работы с шпиндельными оправками . В разделе токарное дело рассмотрены токарно-винторезные станки , такие как токарно-винторезный станок 1А62 . Более подробно рассказано о токарных резцах , их видах, материалы токарных резцов их конструкция. Износ и стойкость резца тоже оказывают не малое влияние на токарную обработку.
Если раньше профессия токаря была популярной, то сейчас молодежь зачастую отдает предпочтение офисной работе, при этом количество "офисного планктона" уже просто зашкаливает. Токарь - это по-настоящему востребованная профессия на сегодняшний день. Отрасли машиностроения, оборонной промышленности, авиа- и кораблестроения с каждым днем расширяют свои горизонты, поэтому рабочие руки профессионала всегда будут нужны. Анализируя среднюю заработную плату токаря, можно сказать, что эта работа оплачивается достойно. За месяц работодатели готовы выделить от 30 до 60 тысяч рублей. Конечно, размер зарплаты зависит от умений и разряда рабочего.
Разряды токарей - это своего рода уровень квалификации работника, который отражается на зарплате. Чем больше опыт работника, чем больше знаний и умений он освоил, тем выше разряд, но обо всем по порядку.
Что входит в работу?
Основная задача - это обрабатывать детали и изделия в процессе вращения. За счет резания профессионал сможет обработать разные материалы. На токарном оборудовании работник должен уметь не только просверливать детали, но и проводить их калибровку или зенковку. Выполнять поставленные задачи помогают различные чертежи будущих деталей, которые он должен уметь правильно читать. В процессе выполнения работ токарь должен следовать всем требованиям безопасности, так как детали после точения могут нагреваться до семисот градусов Цельсия.
Почему важно поднимать разряд?
Разряды токарей - это прямое отображение их знаний и умений. На сегодняшний день профессиональные токари, которые имеют разряд выше третьего, очень ценятся различными отраслями промышленности. Но зарплаты, например, 3-го разряда в машиностроительной и оборонной сферах будут существенно отличаться по размеру. Оборонная промышленность считается одной из самых высокооплачиваемых, но как можно повысить разряд?

Профессия "токарь" - это техническая работа, которая основана на изучении свойств металлов, их обработки резанием и чтении чертежей. Первый разряд токарь получает в учебном заведении, но на этом этапе он осваивает только теорию. Чтобы получить второй разряд, ему необходимо пройти дополнительное трехмесячное обучение и практику работы на станке. Через один год токарь второго разряда вправе повышать его до третьего, при этом он должен уметь производить детали с большей сложностью. Поднимать разряд до четвертого можно также через год. Если все экзамены сданы, то только через два года обучения можно приступать к получению 5 разряда. Детали на этом этапе соответствуют высокой сложности. При наличии желания повысить разряд до шестого, понадобится еще три года.

Проводить все это обучение можно на курсах повышения квалификации, которые может обеспечивать работодатель. Чем выше разряды токарей, тем выше их заработная плата. Минимум, который необходимо освоить, - это среднее специальное образование. Токарь - это не простая профессия, это работа, требующая хорошего глазомера, отменной мелкой моторики рук, хороших математических знаний.
Личностные качества
Прежде всего, стоит понимать, что токарь - это очень выносливый человек, так как ему приходится долгое время находиться на ногах. Даже при высоких температурах в цеху ему нельзя снимать защитную одежду. Кроме того, освоить навыки токаря сможет далеко не каждый человек. Профессиональный токарь должен обладать следующими качествами:
- ответственностью;
- терпением;
- организованностью;
- техническим мышлением;
- устойчивым вниманием к деталям;
- высокой концентрацией;
- хорошим воображением.
Если человек имеет такие качества, то освоить токарные азы ему будет очень просто. Также настоящий профессионал данной профессии должен обладать хорошей памятью, острым зрением и точным глазомером.
Место работы токаря
Главной задачей токаря во время работы является соответствие всем требованиям техники безопасности. Работы, выполняемые на токарных станках, имеют высокую травмоопасность, поэтому охрана труда для этой профессии - достаточно важный нюанс.

Рабочее место токаря представляет собой непосредственно станок, а также вспомогательное подъемно-транспортное оборудование, например различные тележки или электрические тали. Для комфортной работы необходимо иметь:
- различные стеллажи для организации рабочего места;
- соответствующие инструменты;
- технологические приспособления для изготовления деталей;
- приемный столик;
- инструментальный шкаф;
- различные приборы узкой специализации и т. д.
Какие категории токарей бывают?
Многие думают, что токарь - это универсальная профессия, но это далеко не так. Есть рабочие, которые имеют и узкую специализацию. Безусловно, самую высокую заработную плату получают те, кто считается универсальным работником, умеющим производить детали с различной обработкой и из разных материалов. Зачастую это настоящий профессионал, который широко освоил профессию "токарь". Обучение такие специалисты проходят в различных сферах.

Сейчас существует одна классификация, по которой можно определить узконаправленность работника, а именно:
- токарь-расточник (занимается на расточных станках);
- токарь-фрезеровщик (обработка плоских и сложных поверхностей, круглых и резьбовых отверстий);
- токарь-карусельщик (обрабатывает детали в процессе вращения под различными углами);
- универсал (изготавливает единичные сложные в обработке детали).
Токарь-универсал - это одна из самых высокооплачиваемых категорий, так как этот специалист должен уметь не только производить детали по чертежам, но и ремонтировать станки.
Делаем выводы
Профессия "токарь" основана на металлообработке, поэтому специалист данной сферы должен знать различные физические и химические особенности материалов. Кроме того, это универсальный специалист, который всегда сможет найти работу на монтажных предприятиях, строительстве, ремонтных заводах, в автомобилестроении, оборонной сфере.
Токарное дело появилось на заре промышленной революции и с тех пор прошло длинный путь эволюции. В наше время профессия токаря успела утратить привлекательность для молодых людей. Но с другой стороны с появлением большого количества станков с программным управлением, токарное дело обретает новое звучание и переходит в разряд инженерного искусства. Детали токарной обработки применяются в машиностроении, электроэнергетике, строительстве и других областях промышленности и техники.
Основные принципы токарной обработки
Для начинающих токарное дело кажется темным лесом, полным непонятных терминов. Хотя на самом деле суть процесса токарного точения довольно проста. Главный инструмент токаря - это станок в котором зажатая деталь вращается на высокой скорости, а режущий элемент производит обрабатывающие процессы по дереву, металлу или пластику.
Обрабатываться могут самые различные материалы. Наиболее востребованным материалом в токарном деле безусловно является сталь.
Но исторически все начиналось с обработки дерева, 12 еще действующих токарных станков Петра Первого до сих пор сохранились в коллекции Эрмитажа. Русский царь увлекался ремеслами, но токарная обработка деревянных и металлических деталей была его любимым занятием.
Современные станки, конечно, гораздо сложнее первых деревянных образцов. Но базовый принцип сохраняется, несмотря на появление электрического двигателя вместо ручного привода и многократное увеличение в размерах.
Токарный станок состоит из нескольких базовых элементов:
- станина, на которую крепятся все остальные элементы;
- передняя бабка с двигателем и шпинделем для фиксации детали;
- суппорт движущийся по направляющим в станине, с расположенным на нем резцом;
- задняя бабка с фиксатором габаритных деталей.
Деталь зажимается, привод сообщает ей вращение и, регулируя положения режущего или фрезеровочного инструмента, производится обработка материала.

Стандартные токарные операции, которые применяются и в металлообработке, и в обработке дерева это:
- точение сфер, конусных и цилиндрических заготовок;
- торцевание;
- нарезка канавок, внутри и снаружи деталей;
- отрезание;
- центровка;
- сверловка;
- нарезка резьбы, снаружи и изнутри;
- зенкерование.
Каждая операция требует специальный инструмент, который подбирают в соответствии с материалом, требуемой точностью обработки и конструктивных особенностей станка.
Виды оборудования для токарной обработки
В советское время существовала разветвленная сеть профессиональных училищ, в которых молодые люди после школы могли освоить профессию токаря совершенно бесплатно. Обучающая программа включала теоретическую часть практическую работу на учебном станке в стенах училища и производственную практику. Одним из самых важных элементов теоретической подготовки наряду с изучением свойств металла было обучение владению инструментом. Без понимания того для чего нужен каждый вид резца, как он устанавливается в станке и под каким углом происходит обработка профессиональный токарь никак обойтись не сможет. Сейчас каталоги токарных резцов и фрез - это многотомные справочники и пособия для токаря огромного формата. Разнообразие оснастки, разработанной для любых тонкостей операций металлообработке сравнимо с классификацией видов в биологии. Основные инструменты, без которых точно не обойдется ни одно производство и можно проводить большинство операций - это резцы:
- проходные, служат для обтачивания;
- расточные, позволяют точить глухие отверстия;
- отрезные, для нарезки;
- резьбовые нужны для нарезания резьбы на заготовках;
- фасонные;
- прорезные;
- галтельные.

Обучение работе на токарном станке включает подготовку к работе со всеми видами этих резцов. И для каждого инструмента необходима точная спецификация фиксации инструмента. Угла заточки, угла под которым резец подходит к детали, скорости подачи. При этом все параметры будут меняться со сменой материала. Даже у стали в зависимости от наличия различных присадок процесс обработки настраивается отдельно.
Станки, которые можно сейчас встретить у производителей очень сильно различаются по ряду параметров:
- по габаритам: от настольных станков в домашнюю мастерскую, до промышленных машин в десятки тонн для обработки деталей гидроэлектростанций;
- по способу управления: ручные, с ЧПУ, полностью автоматические комплексы;
- по обрабатываемым материалам: для дерева, металла, твердых пластиков.
Первые опыты начинающего токаря начинаются с изучения токарного станка, общих принципов работы и самых простых операций по нарезке деталей. Дальше с ростом навыков, работы со станком и теоретической подготовки можно переходить к новым работам, например, по нарезке резьбы или проточке.

Но прогресс в умениях дело далеко не быстрое, придется привыкнуть к мысли о долгом кропотливом обучении. В профессиональных училищах срок подготовки занимает 3 года плюс производственная практика, которая совершенно по-другому преподносит теоретические знания.
Разряды токарей
С ростом профессиональной подготовки токарь может подтверждать свои умения сдает экзаменов для перехода в следующий разряд, чем выше разряд, тем больших теоретических знаний необходимо специалисту и, тем более, тонкое владение инструментов он должен демонстрировать
- токарь 2-го разряда владеет навыками работы на универсальных станках, с деталями 12-14 квалитета;
- токарь 3-го разряда подтвердил навыки по наладке универсальных станков, работы с плазмотроном, заточке резцов, готов обрабатывать детали 7-10 квалитета;
- токарь 4-го разряда выполняет плазменно-механическую обработку, управляет санками с тремя и более суппортами, нарезает двухзаходные резьбы;
- токарь 5-го разряда обрабатывает сложные детали до 6-7 квалитета точности, обрабатывать высоколегированные стали и накатывать многозаходные резьбы;
- токарь 6 разряда высшая ступень профессионального мастерства, специалист работает с 5 квалитетом и может выполнять настройку тонкого инструмента, с несколькими сопряженными поверхностями.

Сдача экзаменов для перехода от разряда к разряду разделена периодом не менее года.
Последний шестой разряд свидетельствует о весьма высокой подготовке в теоретической части, практических навыках обработки деталей и настройке станков. Заработная плата такого специалиста может превышать оплату профессионального инженера.
И иногда от специалиста с уникальными токарными навыками может полностью зависеть производственный процесс на предприятии. Сдача экзаменов по специальности токарное дело открыта во многих профессиональных обучающих центрах, обычно для экзамена потребуется дополнительно пройти обучающий курс и оплатить переподготовку и сам экзамен.
Как стать профессионалом в металлообработке
Обучение токарному делу, как, например, в профессии врача, длится целую жизнь, кроме существенного объема теоретической информации, книг и практических навыков которые предстоит освоит стоит есть постоянно обновляющийся парк техники, требующий изучения, токарные станки развиваются. Также увеличивается номенклатура обрабатываемых материалов, появляются новые композитные и полимерные материалы с неизученными свойствами.
Предисловие к шестому изданиюСкачать учебное пособие по токарному делу
Введение
Раздел первый. Краткие сведения о токарном деле
Глава I. Основные понятия об устройстве токарно-винторезного станка
§ 1. Назначение токарных станков
§ 2. Типы токарных станков
§ 3. Основные узлы токарно-винторезного станка
§ 4. Станина
§ 5. Передняя бабка
§ 6. Механизмы подачи
§ 7. Суппорт
§ 8. Фартук
§ 9. Задняя бабка
§ 10. Правила ухода за токарным станком
Глава II. Основы процесса резания металлов
§ 1. Элементы резания при обработке на токарных станках
§ 2. Процесс образования стружки
§ 3. Смазочно-охлаждающие жидкости
§ 4. Материалы, применяемые для изготовления резцов и других режущих инструментов
§ 5. Токарные резцы
§ 6. Заточка резцов
Глава III. Краткие сведения о технике безопасности
§ 1. Значение техники безопасности
§ 2. Техника безопасности в механических цехах
§ 3. Правила пожарной безопасности
Глава IV. Обтачивание наружных цилиндрических поверхностей
§ 1. Резцы для продольного обтачивания
§ 2. Установка и закрепление резца
§ 3. Установка и закрепление деталей в центрах
§ 4. Установка и закрепление деталей в патронах
§ 5. Навинчивание и свинчивание кулачковых патронов
§ 6. Приемы обтачивания гладких цилиндрических поверхностей
§ 7. Приемы обтачивания цилиндрических поверхностей с уступами
§ 8. Элементы режима резания при обтачивании
§ 9. Уход за резцом
§ 10. Измерение деталей при обтачивании цилиндрических поверхностей
§ 11. Брак при обтачивании цилиндрических поверхностей и меры его предупреждения
§ 12. Техника безопасности при обтачивании цилиндрических поверхностей
Глава V. Обработка торцовых поверхностей и уступов
§ 1. Резцы, применяемые при обработке торцовых поверхностей и уступов, и их установка
§ 2. Приемы подрезания торцовых поверхностей и уступов
§ 3. Приемы измерения торцовых поверхностей и уступов
§ 4. Техника безопасности при подрезании торцовых поверхностей и уступов
§ 5. Брак при подрезании торцовых поверхностей и уступов и меры его предупреждения
Глава VI. Вытачивание наружных канавок и отрезание
§ 1. Резцы для вытачивания канавок и отрезания, их установка
§ 2. Приемы вытачивания канавок и отрезания
§ 3. Измерение канавок
§ 4. Брак при вытачивании канавок и отрезании и меры его предупреждения
Глава VII. Сверление и рассверливание цилиндрических отверстий
§ 1. Сверла
§ 2. Затачивание спиральных сверл
§ 3. Закрепление сверл
§ 4. Приемы сверления
§ 5 Элементы режима резания при сверлении
§ 6. Рассверливание
§ 7. Особенности конструкций некоторых типов сверл
§ 8. Замена ручной подачи механической
§ 9. Брак при сверлении и меры его предупреждения
Глава VIII. Центрование
§ 1. Назначение и формы центровых отверстий
§ 2. Разметка центровых отверстий
§ 3. Приемы центрования
§ 4. Брак при центровании и меры его предупреждения
Глава IX. Зенкерование, развертывание и растачивание цилиндрических отверстий. Вытачивание внутренних канавок
§ 1. Зенкерование цилиндрических отверстий
§ 2. Развертывание цилиндрических отверстий
§ 3. Растачивание цилиндрических отверстий
§ 4. Приемы растачивания сквозных и глухих цилиндрических отверстий
§ 5. Брак при обработке цилиндрических отверстий и меры его предупреждения
§ 6. Приемы подрезания внутренних торцовых поверхностей и вытачивания внутренних канавок
§ 7. Измерение цилиндрических отверстий, внутренних канавок и выточек
Глава X. Токарная обработка несложных деталей
§ 1. Токарная обработка штыря
§ 2. Токарная обработка гладких и ступенчатых валов
Глава XI. Основные принципы построения технологических процессов обработки деталей на токарных станках
§ 1. Понятие о технологическом и производственном процессах
§ 2. Элементы технологического процесса
§ 3. Типы производств в машиностроении
§ 4. Принципы разработки технологического процесса механической обработки
§ 5. Понятие об установочных базах и их выбор
Раздел второй. Обработка конических поверхностей. Обтачивание фасонных поверхностей. Отделка поверхностей. Нарезание треугольной резьбы
Глава XII. Обработка конических поверхностей
§ 1. Понятие о конусе и его элементах
§ 2. Способы получения конических поверхностей
§ 3. Обтачивание конических поверхностей поперечным смещением корпуса задней бабки
§ 4. Обтачивание конических поверхностей поворотом верхней части суппорта
§ 5. Обработка конических поверхностей с применением конусной линейки
§ 6. Обработка конических поверхностей широким резцом
§ 7. Растачивание и развертывание конических отверстий
§ 8. Измерение конических поверхностей
§ 9. Брак при обработке конических поверхностей и меры его предупреждения
Глава XIII. Обтачивание фасонных поверхностей
§ 1. Фасонные резцы, их установка и работа ими
§ 2. Обтачивание фасонных поверхностей проходными резцами
§ 3. Обработка фасонных поверхностей по копиру
§ 4. Брак при обтачивании фасонных поверхностей и меры его предупреждения
Глава XIV. Отделка поверхностей
§ 1. Шероховатость обработанной поверхности
§ 2. Тонкое точение
§ 3. Доводка или притирка
§ 4. Обкатывание поверхности роликом
§ 5. Накатывание
Глава XV. Нарезание резьбы
§ 1. Общее сведения о резьбах
§ 2. Типы резьб и их назначение
§ 3. Измерение и контроль резьбы
§ 4. Нарезание треугольной резьбы плашками
§ 5. Нарезание треугольной резьбы метчиками
§ 6. Нарезание резьбы резцами
§ 7. Резьбовые гребенки
§ 8. Настройка токарно-винторезного станка для нарезания резьбы
§ 9. Примеры подсчета сменных зубчатых колес
§ 10. Приемы нарезания резьбы резцами
§ 11. Высокопроизводительные методы нарезания резьбы
§ 12. Брак при нарезании резьбы резцами и меры его предупреждения
Раздел третий. Токарные станки. Механизация и автоматизация процессов обработки деталей на токарных станках
Глава XVI. Устройство токарных станков
§ 1. Краткий исторический обзор развития токарного станка
§ 2. Основные типы станков токарной группы
§ 3. Условное обозначение токарных станков
§ 4. Основные характеристики токарно-винторезных станков отечественного производства
§ 5. Приводы токарных станков
§ 6. Кинематическая схема станка
§ 7. Механизмы коробок скоростей и подач
§ 8. Суппорт токарно-винторезного станка
§ 9. Фартук
§ 10. Токарно-винторезный станок модели 1К62
§ 11. Станки токарной группы
Глава XVII. Проверка токарно-винторезного станка на точность
§ 1. Инструмент для проверки станков на точность
§ 2. Основные методы проверки токарного Станка
Глава XVIII. Механизация и автоматизация процессов обработки деталей на токарных станках
§ 1. Устройства, механизирующие процесс обработки на токарных станках
§ 2. Устройства, автоматизирующие процесс обработки на токарных станках
§ 3. Станки с программным управлением
§ 4. Автоматические линии
Раздел четвертый. Основы учения о резании металлов
Глава XIX. Общие сведения о резании
§ 1. Краткий исторический обзор
§ 2. Материалы, применяемые для изготовления режущих инструментов
§ 3. Углы резца
§ 4. Установка резца
Глава XX. Основные процессы резания
§ 1. Процесс образования стружки
§ 2. Основные сведения о силах, действующих на резец
§ 3. Теплота резания
§ 4. Стойкость резца
§ 5. Охлаждение инструмента
§ 6. Влияние различных факторов на выбор скорости резания
Раздел пятый. Высокопроизводительное резание металлов. Выбор наивыгоднейших режимов резания
Глава XXI. Высокопроизводительное резание металлов
§ 1. Сущность скоростного резания металлов
§ 2. Геометрия резцов для скоростного резания
§ 3. Современные конструкции высокопроизводительных резцов
§ 4. Требования, предъявляемые к станкам для скоростного точения
§ 5. Приспособления, применяемые при скоростном резании
§ 6. Приспособления для отвода стружки
§ 7. Неполадки при скоростном точении
§ 8. Основные правила работы резцами, оснащенными пластинками из твердых сплавов
Глава XXII. Выбор наивыгоднейших режимов резания
§ 1. Понятие о производительности труда
§ 2. Понятие о мощности при точении
§ 3. Крутящий момент
§ 4. Паспорт токарного станка
§ 5. Выбор наивыгоднейших режимов резания
Раздел шестой. Сложные токарные работы
Глава XXIII. Нарезание прямоугольной и трапецеидальной резьб
§ 1. Общие сведения о резьбах для передачи движения
§ 2. Нарезание прямоугольной и трапецеидальной резьб
§ 3. Способы нарезания многозаходных резьб
§ 4. Деление многозаходных резьб на заходы
§ 5. Высокопроизводительные методы нарезания многозаходных резьб
§ 6. Основные сведения о нарезании резьбы вращающимися резцами
Глава XXIV. Токарная обработка деталей со сложной установкой
§ 1. Обработка деталей в люнетах
§ 2. Обработка деталей на планшайбе
§ 3. Обработка деталей на угольниках
§ 4. Обработка деталей на оправках
§ 5. Обработка эксцентриковых деталей
Раздел седьмой. Организация рабочего места и труда токаря. Технологический процесс обработки деталей на токарных станках
Глава XXV. Организация рабочего места и труда токаря
§ 1. Организация рабочего места токаря
§ 2. Планировка рабочего места токаря
§ 3. Порядок и чистота на рабочем месте
§ 4. Организация труда на рабочем месте
§ 5. Многостаночная работа
Глава XXVI. Рациональные методы токарной обработки
§ 1. Технологические приемы, применяемые токарями-новаторами
§ 2. Сокращение основного (машинного) времени
§ 3. Сокращение вспомогательного времени
§ 4. Комплексный метод сокращения штучного времени
Глава XXVII. Технологический процесс обработки деталей на станках
§ 1. Общие сведения о разработке технологического процесса обработки деталей
§ 2. Порядок составления технологического процесса обработки деталей
§ 3. Метод групповой обработки деталей
§ 4. Карты технологического процесса обработки деталей на станках
§ 5. Технологическая дисциплина
Глава XXVIII. Технологические процессы обработки деталей на токарных станках
§ 1. Технологический процесс токарной обработки втулок
§ 2. Технологический процесс токарной обработки дисков
§ 3. Технологический процесс токарной обработки стаканов
Глава XXIX. Примеры составления технологических процессов обработки деталей на токарных станках
§ 1. Обработка ступенчатого валика
§ 2. Обработка нажимной гайки
Приложение I. Паспорт токарно-винторезного станка модели 1К12
Приложение II. Классификатор переходов
Приложение III. Операционная карта механической обработки
Приложение IV. Технологическая карта механической обработки ступенчатого валика
Приложение V. Технологическая карта механической обработки нажимной гайки