strung și strunjire*
Un dispozitiv pentru realizarea corpurilor de rotație din lemn și alte materiale dure, numit „strung” (un tour, turning lathe, Drehbank), este cunoscut încă din cele mai vechi timpuri; numai „roata olarului”, folosită pentru a face vase rotunde de lut, este mai veche decât ea. Produsele turnate se găsesc din abundență printre antichitățile egiptene, iar mașinile cu un design primitiv sunt încă folosite în timpul nostru de diferite popoare. Aceste mașini sunt de două feluri: asiaticii, obișnuiți cu ghemuit, au montat și mașini T. care corespund acestui obicei, iar europenii le-au adaptat astfel încât să poată lucra stând în picioare. Pe masă smochin. 1 prezintă hinduși care rotesc o coloană: un asistent aduce obiectul procesat într-o mișcare de rotație alternativă folosind o frânghie, ca un fus pentru a face foc prin frecare. Mașina în sine constă din două cuie înfipte în pământ și un băț orizontal legat de ele, care servește drept unealtă, iar obiectul întors se rotește pe vârfurile a două cuie. Kalmyks folosesc, de asemenea, un dispozitiv similar, dar au și o mașină mai complexă pentru întoarcerea ceștilor (Tabelul 2). Între țărușii fixați în pământ se învârte o asemănare de lemn cu un adevărat „fus” cu un gât și o îngroșare proeminentă în spatele acestuia, care servește drept „cartuș” pentru atașarea piesei care se prelucrează. Pentru a face fără un asistent atunci când procesați obiecte mici, frânghia este trasă peste un „arcu”: apoi maestrul stabilește lucrarea în rotație cu o mână și trebuie să țină unealta cu cealaltă. Astfel de mașini înclinate sunt comune la perși, arabi etc. În Europa, ei preferau să indice mișcarea de rotație cu piciorul: pe masă. smochin. 3 prezintă o astfel de mașină în forma în care este folosită acum pentru fabricarea lucrurilor din lemn în Italia, Elveția și alte locuri. În loc de țăruși înfipți în pământ, există un întreg cadru cu două bare paralele orizontale, între care sunt deplasate și fixate cu pene ambele „capete” cu puncte pentru obiectul întors. În loc de arc, un stâlp elastic este atașat de tavan, iar capătul inferior al frânghiei este legat de „treaptă”. O placă reglabilă paralelă cu axa mașinii servește drept suport pentru muncitor. Astfel de mașini fac chiar și lucrări foarte curate și delicate; pentru măcinarea lemnului și în alte cazuri, mișcarea alternativă este chiar mai convenabilă decât mișcarea continuă. Arcul și rotația alternativă sunt folosite și de ceasornicarii în micile lor strunguri (vezi Ceasuri), dar acum este aproape universal înlocuită de rotație continuă, prin „volan”. Deși există un indiciu că volantul (vezi) a fost folosit pentru a pune mașina în mișcare deja în secolul al XVI-lea, acesta a început să intre în uz general abia din secolul al XVIII-lea. Volanul a început să fie plasat sub mașină; acesta a fost pus în mișcare folosind un mecanism binecunoscut constând dintr-o treaptă de balansare, un „cârlig” care a servit drept bielă și un arbore curbat (Tabelul 4). Mașina în sine a fost instalată mai întâi ca cea anterioară, iar o frânghie fără sfârșit din circumferința volantului a fost așezată direct pe piesa care se prelucrează. Dar curând au început să facă un „fus” special cu două gâturi care se rotesc în „capete” speciale, în găuri umplute cu tablă pentru a reduce frecarea și abraziunea. Capătul liber al axului a fost echipat cu un filet pentru a înșuruba diferite tipuri de „mandrine” pe acesta pentru a fixa piesa de prelucrat. Uneori, capul din stânga era echipat cu un punct fix, pe tija cilindrice al cărui scripete mic pentru șiretul de la volant se rotea liber. În acest caz, obiectul procesat a fost fixat „între centre”, ca în Fig. 3 și un știft special care iese din partea scripetelui mic agățat de capătul din stânga și a dat rotație lucrării. Această tehnică se numește șlefuire pe „centre moarte”; se foloseşte şi la maşinile moderne când se cere cea mai mare precizie posibilă de lucru. În fig. 4 arată un dispozitiv și mai complex, așa-numitul. mașină de tăiat cu șuruburi „cartuș”. Gâturile axului sunt realizate semnificativ mai lungi decât rulmenții care le înconjoară, astfel încât la rotire se poate deplasa și de-a lungul axei sale. Mai multe șuruburi scurte cu viteze diferite sunt tăiate la capătul din stânga axului, iar scânduri de lemn tare cu filete de piuliță corespunzătoare sunt fixate în cap. Când aceste scânduri sunt coborâte în fantele corespunzătoare ale capului, iar cea mai exterioară, neprevăzută cu tăieturi, este ridicată și introdusă în tăietura inelară corespunzătoare a arborelui, nu are mișcare longitudinală și servește ca un punct obișnuit. Când această placă este înlocuită cu alta, axul poate face mai multe spire de-a lungul liniei elicoidale, iar cu ajutorul unui „pieptene” staționar pe obiectul care se prelucrează, un șurub, extern sau intern, poate fi rotit corespunzător. La începutul secolului al XIX-lea, când au început să fie construite mașini cu abur în număr mare, a început să se ceară de la mașină lucru precis și rapid; tipurile descrise mai sus trebuiau înlocuite cu altele mai avansate și mai durabile. În acest sens, primele figuri au fost mecanicul englez Maudsley (-) și mecanicul german Reichenbach (-). Reichenbach, în timp ce proiecta instrumente astronomice și geodezice, s-a ocupat de obiecte mici și, prin urmare, a îmbunătățit doar designul T din lemn. tipul de mașină Fig. 4, dar primul i-a adăugat un „suport” pentru unealta de tăiere, care permite deplasarea acestuia cu șuruburi de-a lungul axei obiectului rotit și într-o direcție perpendiculară pe acesta. Maudsley a început să facă T. mașini din fontă cu suport; Clement, inventatorul mașinii de rindeluit, a îmbunătățit designul axului, a început să introducă cadre din fontă rindeluite pentru mașină și i-a dat un aspect în general modern, care, totuși, a fost dezvoltat abia în anii șaizeci ai secolului al XIX-lea, prin eforturile multor oameni. Maşinile moderne T. sunt din fontă: pat w(desenul de masă 5) este turnat dintr-o singură bucată și înșurubat la picioare s. Patul este rindeluit cu atenție pe suprafața sa superioară, reprezentând două rigle plate, paralele sau o riglă plată în față și una paralelă, ascuțită în spate, astfel încât capul din stânga să poată fi deplasat de-a lungul acestora paralel cu ele și asigurat. D cu fus x, etrier manual A.m, meşter Bn si drept bunica Cu. La mașinile puse în mișcare de piciorul muncitorului, sub cadru este montat un arbore cu o manivela h, rotindu-se de obicei între două șuruburi ascuțite fixate în picioare S; pe acest arbore este montat un volant în trepte l transmis printr-o centură eu miscarea scripetelui l 1, puneți axul X. Pas t printr-un cârlig u, servind drept bielă, preia mișcarea de balansare a piciorului strunjitorului și o transformă într-un mod cunoscut într-una circulară. Axul alcătuiește partea principală a mașinii; este fabricat din oțel bun, iar jurnalele sunt călite și apoi măcinate cu grijă. Mașina prezentată (f. 5) are un ax de dimensiuni medii cu două conuri care se rotesc în inele de oțel călit introduse într-un cap de fontă. Ambele conuri au vârfurile la stânga, dar au unghiuri de înclinare diferite; De la capătul din stânga, un tub cilindric este pus pe ax și ținut în loc cu o piuliță. Când axul este unic conic, acesta este făcut mai gros decât un șurub filetat la capăt X, astfel încât axul să poată fi introdus din stânga când se află în piesă k surub de presare D destul de deșurubat. Pentru a funcționa, acest șurub trebuie strâns cu atenție, astfel încât capătul său plat, întărit și lustruit să fie în contact precis cu capătul ușor convex și, de asemenea, întărit al arborelui cu dublu con sau să se potrivească perfect în locașul conic de la capătul stâng al unui singur con. -fus conic (Fig. 5). Inelele sunt găurite de sus pentru lubrifiere. Partea superioară a capului drept este găurită de-a lungul axei geometrice de rotație a axului, astfel încât să se deplaseze fără să se rotească folosind un șurub lași piulițe cu roată de mână z cilindru cu inserție „centru” la. Restul pentru sprijinirea sculelor de mână constă dintr-o inserție în formă de T B, care poate fi ridicat și rotit în jurul unei axe verticale, și suportul său i echipat cu o fantă orizontală care permite tragerea acestuia înainte și asigurarea prin rotirea piuliței n. Dispozitiv de etrier O Poate fi văzut mai bine în desenele următoare (tabelele 8 și 9), reprezentând secțiunile sale verticale de-a lungul axei de rotație a axului și perpendicular pe acesta. Fundaţie O, deplasându-se de-a lungul patului mașinii T., reprezintă un cadru puternic, rindeluit în formă de prismă, care este acoperit de „căruciorul” inferior. ÎN echipat cu o pană mobilă v, instalat cu grijă cu șuruburi astfel încât să se miște cu șurubul bși o nucă m fără clătinare laterală. Pe suprafața superioară a acestui cărucior, se rotește un cadru longitudinal - o prismă CD lângă ghimpe Cuși fixat la un unghi desemnat cu șuruburi Χ . Este acoperit de carul superior E condus de un șurub lși o nucă n; Pe suprafața sa superioară, tăietorul 1, 2 este fixat cu un șurub YY nebun DESPRE, triunghi gg si surub de sustinere R. Când este necesară prelucrarea numai a suprafeței laterale a obiectelor lungi, acestea sunt echipate cu mici adâncituri în formă de pâlnie la capete și plasate între „centrele” mașinii. Pentru a face acest obiect să se rotească cu axul, puneți un „guler” la capătul din stânga (Tabelul 13), apăsați-l cu un șurub și extindeți cârligul mandrinei înșurubat pe ax cât este necesar, astfel încât să prindă coada clema. Dacă, de asemenea, trebuie să procesați unul dintre capete, să găuriți o gaură în el sau să tăiați un șurub sau o piuliță, atunci acest obiect este înșurubat cu celălalt capăt într-un mandrina cu șurub (Tabel, Fig. 6). Această asemănare este cilindrică. sticlă echipată cu două rânduri de șuruburi transversale dŞi d 1; Prin strângerea sistematică a acestor șuruburi, nu este dificil să „centrați” obiectul. Această mandrina este utilizată în principal pentru strunjirea obiectelor din sârmă groasă de alamă și tije cilindrice din oțel și fier. Pentru lemn se realizeaza mandrine de acelasi tip fara suruburi, dar de diametre diferite, din metal sau lemn de esenta tare; Bucata de lemn care este prelucrată este pur și simplu ciocănită cu capătul său rotunjit într-o astfel de mandră. Cartușul american cu autocentrare este mai convenabil, dar se ține mai puțin strâns (tabel, Fig. 7). Este echipat cu trei matrițe 1, 2, 3, care se deplasează în fantele radiale ale capacului cartușului E, înșurubat cu un inel Om ; Pe suprafața foarte plană a acestui cartus este tăiată o spirală arhimediană, captând dinții de pe partea inferioară a matrițelor. Conform proprietății acestei linii, nervurile interne ale matrițelor, montate într-o singură poziție, vor rămâne pe același cerc concentric cu axa de rotație și în toate celelalte poziții în care pot fi aduse prin rotirea capacului față de cartuş cu spirală. Pe lângă cele descrise, un număr mare de cartușe diferite au fost proiectate pentru scopuri diferite. O mașină unealtă modernă este, de asemenea, foarte convenabilă pentru găurire: atunci când un obiect este fixat într-o mandră, îl puteți găuri de-a lungul axei de rotație: după ce ați marcat anterior centrul, adică după ce ați sculptat manual o adâncitură în acest loc, introduceți vârful burghiului în el, rotiți axul și apăsați burghiul cu șurubul din dreapta, în timp ce întârzieți rotația burghiului în sine. Sau introduc burghiul în mandrina corespunzătoare și presează obiectul cu șurubul din dreapta, punând o mandră specială pe vârful drept sub forma unui cerc normal cu axa de rotație. Mașina este folosită și pentru tăierea șuruburilor. Pentru ramele din sticlă optică și în general pentru piesele de legătură din tuburi, produse din os și lemn de esență tare, este necesar să tăiați șuruburi și piulițe scurte de diferite diametre și lungimi de cursă diferite. Capul din stânga al unei astfel de mașini cu cartuş este prezentat în tabel, Fig. 10. Axul său are două gâturi cilindrice în spate, la capătul stâng se află un apendice cilindric pe care se pun cartușe cilindrice cu filete diferite și se fixează cu o piuliță. Filetele de piuliță corespunzătoare sunt realizate pe o piesă de bronz în formă de stea care se rotește pe partea inferioară a glisierei, alunecând în sus și în jos pe spatele capului prin intermediul unui excentric cu pârghie. Când este necesar să tăiați un șurub, tăierea corespunzătoare a stelei este deplasată către mandrina atunci când este necesară pur și simplu ascuțirea, steaua este coborâtă, iar capătul axului este sprijinit pe șurub într-o furcă specială, prezentată în fig. 10 într-o poziție ridicată. Pe șurubul exterior al arborelui există o mandră cu un știft, care este folosit pentru a prinde clema la ascuțirea „pe centre”; Pe lateral, în spatele scripetelui, este vizibilă o bandă, care servește la utilizarea diviziunilor circulare marcate pe suprafața sa frontală. Aceste diviziuni sunt marcate de mici găuri în care intră un punct, atașat de latura benzii indicate; servesc la marcarea circumferinței obiectului prelucrat (cu cureaua scoasă, desigur). Pentru fabricarea șuruburilor lungi și groase, în special cu filet dreptunghiular, se folosesc „șuruburi” T. mașini cu șurub principal, care servesc și ca „mașină de auto-ascuțire” pentru strunjirea cilindrilor, avioanelor și conurilor. O astfel de mașină este prezentată în tabelul din Fig. 11. Este format din aceleași părți, dar dintr-un design ușor diferit, cadrul său este echipat cu așa-numitul decupaj. „decalaj” astfel încât să puteți șlefui roți cu o rază mai mare decât înălțimea centrelor sale. De-a lungul părții frontale există un „șurub mamă” lung, cuplat cu axul printr-un sistem de viteze variabile, a cărui alimentare este afișată sub mașină (în stânga este o mandră „universală” cu patru șuruburi reglabile, iar pe dreapta este un scripete pentru transmiterea mişcării către ax de la antrenare). Prin intermediul unei piulițe detașabile, acest șurub poate deplasa căruciorul inferior al suportului de-a lungul cadrului propriu-zis un alt șurub, transversal, alunecă de-a lungul acestui cărucior, al cărui șurub se poate roti și de la ax: în acest caz, piulița sa este; despărţit şi comunicat cu un melc aşezat pe axa angrenajului care transmite rotaţia şurubului transversal al căruciorului printr-un altul vizibil în figură. Pentru a nu uza șurubul în mod inutil, pentru instalații căruciorul este deplasat prin banda dințate, angrenajul și mânerul vizibile în figură. Un suport manual este montat pe căruciorul transversal pentru instalarea comodă a tăietorului. În dreapta căruciorului se vede „luneta”: un suport fix în care sunt așezate bucăți de lemn cu decupaj pentru a susține obiecte lungi, astfel încât acestea să nu se îndoaie la întoarcere. Capul din stânga este „exagerat”: atunci când axul ar trebui să fie rotit mai repede, cureaua este pusă peste scripete, iar scripetele este fixat de ax. Atunci când este necesară o rotație lentă, scripetele este decuplată de ax și o roată dințată montată pe o axă specială care se rotește în rulmenți pregătiți pe partea din spate a capului este deplasată către angrenajul din capătul său stâng. Roata dințată de la capătul drept al acestei axe se cuplează cu roata de la capătul drept al axului și o face să se rotească de câteva ori mai încet. Pentru a tăia un șurub cu o anumită cursă, trebuie să cunoașteți cursa șurubului uterin. Să presupunem că este egal cu 1 cm Dacă șurubul se rotește cu aceeași viteză cu axul, copia lui va începe să fie tăiată; pentru a introduce șurubul n de ori mai puțină cursă, trebuie să puneți roți astfel încât să facă o revoluție la n rotații ale axului. Nu este dificil să calculezi câți dinți trebuie să folosești în acest scop, dar în practică trebuie să folosești setul de roți existent; Deoarece acest set este limitat, uneori trebuie să vă mulțumiți cu o aproximare. De obicei, mașina vine cu un tabel de combinații posibile și comune. Dacă diametrele roților de pe ax și pe șurub sunt insuficiente pentru cuplarea directă, se introduce o roată auxiliară care se cuplează cu ambele și deci nu modifică raportul de viteză transmis. Prin introducerea unei a doua astfel de roți, vom schimba sensul de rotație al șurubului și în locul șurubului din dreapta vom începe să o tăiem pe cea din stânga, sau invers. Când trebuie doar să ascuți cilindrul prin auto-slefuire, alegeți roți ca pentru un șurub cu viteză mică. Uneori, pentru a simplifica designul, în astfel de mașini de autoascuțire fără șuruburi, în loc de un șurub mamă, este instalată o bandă de angrenare cu un angrenaj, care primește mișcare de la ax.
COTITURĂ.
Lemnul moale necesită rotație rapidă, aproximativ 10 rotații pe secundă pentru obiectele subțiri; Uneltele folosite sunt în principal dalte semicirculare și plate („rera” și „menzel”). Ambele se deosebesc de cele de tâmplărie prin lungimea lor mai mare, absența unei „piulițe” pe coada introdusă în mâner și prin faptul că cea semicirculară nu este ascuțită drept, ca una de tâmplărie, dar colțurile îi sunt șlefuite mai mult. decât mijlocul; plat este ascuțit pe ambele părți, astfel încât lama să fie înclinată pe lungime și un unghi este ascuțit, iar celălalt este obtuz. În timpul lucrului, unealta este sprijinită pe un „repaus” și aplicată pe suprafața de prelucrat, astfel încât teșirea inferioară a lamei să fie aproape tangentă la aceasta. Dacă ridicați ușor mânerul, astfel încât să se formeze un unghi de câteva grade între această teșire și tangentă, așchiile devin mai groase, iar apoi unealta începe să se zgârie: în loc de așchii, se obțin firimituri, iar suprafața rămâne netedă. Pentru a obține o suprafață netedă, trebuie întotdeauna să tăiați „de-a lungul straturilor” de lemn, și nu împotriva lor, ca atunci când rindeați cu un cuțit; dupa intoarcere se slefuiesc cu hartie abraziva (vezi Emery) si apoi se sterg ferm cu talas din acelasi lemn, ceea ce are ca rezultat o usoara stralucire la suprafata. Unghiul de taiere pentru lemn moale este intre 20 si 30°; pentru gradele dure poate fi 45°, iar uneltele pot fi forțate în mod deliberat să răzuie mai degrabă decât să taie: lucrul este mai silențios, dar este mai ușor să faci forme și modele complexe. Pentru a îndrepta alamă, fier și os, se folosesc manual câteva instrumente simple: un „stihel” constă dintr-o tijă de oțel cu secțiune transversală pătrată, ascuțită de un plan diagonal, rezultând un unghi triunghiular ascuțit și două lame de tăiere. Dacă așezați pietrișul pe suportul sculei astfel încât diagonala scurtă a teșirii acestuia să fie aproape verticală și forțați vârful acestuia să taie puțin sub linia centrală, atunci acesta acționează foarte puternic, în special pe fier și oțel, dar lasă o suprafață cu nervuri. care poate fi netezit cu lama. Pentru alamă, o unealtă dreaptă cu un capăt rotunjit sau cu două teșiri este mai convenabilă. Unghiul de taiere pentru fier este de aproximativ 60°, iar pentru alama este mai tocit, de la 70° la 80° si chiar pana la 90° pentru netezirea finala. Viteza de rotație pentru alamă poate fi doar puțin mai mică decât pentru lemn, dar pentru fier ar trebui să fie de 3 sau 4 ori mai mică, altfel unealta devine plictisitoare și munca merge prost. Pentru lucrările cu metale grele, când nu existau încă mașini cu suporturi, se foloseau „cârlige”: capătul tăietor al unealtei era îndoit în unghi drept, mânerul lung putea fi sprijinit pe umeri și „călcâiul” pe repaus pentru scule. În acest fel, toată rezistența a fost transferată pe suportul sculei și a devenit ușor pentru muncitor să țină și să ghideze unealta. Cârligul de strung a fost o unealtă specială a „milwrights” englezi (q.v.) din prima jumătate a secolului al XIX-lea; Forma uneltelor pentru prelucrarea metalului cu ajutorul unui etrier este atent proiectată. În primul rând, observăm că orice unealtă cu auto-ascuțire va lăsa pe suprafața laterală a obiectului rotit un șanț elicoidal și un șanț în formă de spirală arhimediană pe planul normal cu axa de rotație. Dacă vârful este rotund sau triunghiular, atunci șanțul va fi relativ adânc, dar părțile proeminente ale fiecărei ture vor fi tăiate atunci când se formează următoarea, când cursa helixului este semnificativ mai mică decât lățimea așchiile fiind îndepărtate. Canelurile vor apărea și mai întârziate dacă vârful este ascuțit în așa fel încât să fie format din două lame aproape reciproc perpendiculare, dintre care una este aproape tangentă la suprafața care se formează, iar cealaltă, aproape normală, merge înainte și face cele mai multe. a lucrării. Astfel de „tăietoare laterale” sunt necesare pentru întoarcerea gâturilor și proeminențelor cu unghiuri încastrate. Dar cu această formă, unghiul acut de intersecție al ambelor lame este ușor de tocit pe oțel și fier, așa că pentru strunjirea suprafețelor netede, ei preferă o freză cu o lamă dreaptă, înclinată la 30 de grade față de axa de rotație, care este forțată să taie nu într-un unghi, ci la mijloc. Deplasându-se numai pe raza obiectului care se măcina, un astfel de tăietor ar forma un hiperboloid de revoluție riglat (vezi), tangent la cilindrul din gâtul său, motiv pentru care, cu mișcare longitudinală, un astfel de tăietor lasă o suprafață foarte netedă. Alama și fonta sunt ascuțite uscate, dar fierul și oțelul dau o suprafață netedă numai atunci când sunt umezite cu ulei, un amestec de ulei vegetal și terebentină sau o soluție de săpun amestecată cu ulei. Când se îndepărtează crusta exterioară a pieselor turnate care conțin soltar și granule de nisip, este de preferat un tăietor simplu cu capătul rotunjit. Pentru mașinile T. mari, ei consideră avantajos să nu forjeze întregul tăietor din oțel, ci să folosească bucăți mici de tije de oțel, laminate la diferite profile de secțiune transversală în funcție de necesități, călite și introduse în „suporturi” speciale, care la rândul lor sunt înșurubate în suport. În acest caz, nu numai că există o economie de material, dar se menține forma exactă a lamei, deoarece blocurile de tăiere sunt ascuțite doar pe suprafața lor transversală. De obicei, suprafața este tratată și cu o pilă de șlefuit în timp ce se rotește pe mașină, deși corectitudinea formei este încălcată; dacă suprafața nu este supusă la abraziune, atunci poate fi șlefuită și lustruită folosind tehnici obișnuite. Succesul lucrării depinde de instalarea corectă a instrumentului. Este recomandabil să forțați vârful de tăiere să lucreze într-un plan orizontal care trece prin axa de rotație, în caz contrar „unghiul de pantă” DAQ(Fig. I de mai sus) se va schimba pe măsură ce obiectul este măcinat, iar dacă suprafața lui este prelucrată, perpendicular pe axă, atunci aproape de centru lama va înceta să funcționeze și va trece fie dedesubt, fie deasupra acesteia.
Această poziție este în același timp cea mai avantajoasă pentru condițiile de lucru: rezistența așchiilor subțiri este direcționată tangențial și poate fi exprimată prin forță. AQ, iar reacția vârfului este prin forță AR, exact opusul primei. Aceste forțe, cu mișcare uniformă, se anulează reciproc, fără a provoca componente care tind să împingă obiectul prelucrat pe cuțit sau să-l îndepărteze. Dacă tăietorul atinge deasupra planului central (forma I a liniei de mijloc), va apărea o rezultantă AB, cautarea sa o distanteze de obiectul procesat; daca functioneaza mai jos, atunci aceasta forta va fi indreptata in sens opus, freza va avea tendinta de a se „lipi”, de a taia mai adanc, daca aschiile devin mai groase fie pentru ca se intalneste o denivelare, fie din cauza miscarii neglijente a etrierului şurub. Pentru a combina ambele avantaje, suprafața superioară a tăietorului AB De obicei, îl fac oblic (fig. I linia inferioară) și îl instalează pe linia de centre. La îndepărtarea așchiilor groase, este nevoie de mai multă muncă pentru a le îndoi decât pentru a separa particulele de metal, caz în care direcția forței Q se va apropia AE, o linie care împarte unghiul de tăiere la jumătate RĂU, ca pentru o pană. Această împrejurare face necesară ridicarea vârfului frezei sau înclinarea suprafeței acestuia, pe cât posibil, dacă este necesar, da un unghi de înclinare DAQ de la 3° la 4° și unghiul de tăiere RĂU de la 51° la 60° pentru fier, de la 51° la 70° pentru fontă și de la 66° la 80° pentru bronz și alamă. Experiența a arătat că cel mai mare număr de așchii se obține cu cea mai mică cantitate de lucru a motorului la viteze circumferențiale în cm pe secundă: 5,5 pentru fier, 4,0 pentru fontă și 6,5 pentru bronz. Așchiile aveau o grosime de 0,3 mm și o lățime de 10 până la 40 mm. Dar, în realitate, forța motrice costă mult mai puțin decât timpul meșteșugarului, așa că este profitabil să grăbești munca folosind mai multă forță și îndepărtând așchii mai groși la o viteză mai mare. Prin urmare, în practică se abate foarte mult de la aceste viteze. Potrivit lui Dejonc, aceste viteze sunt:
Este imposibil să luați viteze și mai mari, deoarece tăietorul se încălzește, iar unealta și obiectul care este măcinat încep să tremure și suprafața se dovedește a fi neuniformă. Prin urmare, pentru a accelera funcționarea mașinilor T. mari, de exemplu. la întoarcerea roților de cărucior, „freze” (sau „freze”, vezi) au fost folosite recent cu succes în locul unei freze (mașina lui Roth din Florisdorf, lângă Viena). Acestea sunt roți de tăiere rotative cu multe puncte; munca este deci distribuită pe o suprafață mare și, cu cheltuirea unei forțe suficiente de muncă, se desfășoară de multe ori mai repede. Un alt mijloc de accelerare a lucrării mașinilor-unelte grele a fost inventat în America: acestea sunt freze realizate dintr-un tip special de oțel care nu își pierde duritatea nici măcar atunci când este încălzit la o căldură roșu închis; prin urmare, oțelul poate fi răsucit pentru „ascuțire” cu o viteză pe un cerc de 10 cm, fontă moale la 96 cm, fontă gri la 50 cm și alama la 100 cm pe secundă. Este probabil ca aceasta să fie una dintre soiurile de așa-numit oțel natural dur: aceste soiuri conțin de obicei, pe lângă carbon, wolfram, titan, molibden și alte elemente. Fiind încălzite peste temperatura determinată pentru fiecare soi, devin solide la răcire, chiar dacă această răcire are loc lent. Dacă sunt încălzite a doua oară la o altă temperatură certă, dar mai puțin ridicată, atunci la răcire se dovedesc a fi mult mai moi. Încălzirea care nu atinge această a doua „temperatură critică” rămâne fără un efect semnificativ asupra durității. Utilizarea unor astfel de freze necesită mașini-unelte cu un design mai durabil, deoarece nu toate cele existente vor permite îndepărtarea așchiilor groase la viteză mare, fără vibrații dăunătoare. Un rol foarte important în fabricarea modernă în masă a produselor metalice îl joacă așa-numitele. „maşini T. rotative”. La fabricarea de arme, mașini de cusut, biciclete, ceasuri de damă, accesorii electrice etc., sunt necesare zeci de mii de șuruburi identice și alte piese mici strunjite, care trebuie să fie atât de aproape de a fi identice încât să se poată înlocui unele pe altele fără orice ajustare. Pentru a realiza astfel de articole din sârmă cu diametrul de până la 3 cm, în mare parte din alamă, axul mașinii (tabel, Fig. 12) este găurit pentru a permite trecerea firelor lungi și pentru a reduce numărul de resturi (șurubul de sprijin prezentat în figura se introduce numai la prelucrarea obiectelor scurte, turnate sau forjate, fixate în mandrina prezentată sub mașină, în care pot fi introduse și buze sub formă de cutii pentru turnarea metalului moale în obiecte de formă neregulată). După ce ați îndepărtat cât de mult sârmă este necesar din mandrina, puneți axul în mișcare și mutați prima unealtă a suportului turelei spre acesta până când se ajunge la un șurub de oprire special. Apoi etrierul este mutat înapoi, în timp ce un clichet special rotește partea superioară a etrierului, ca tamburul unui revolver, cu o șase de rotație, astfel încât în locul primei unealte să existe o a doua, etc. Pentru a tăia un șurub sau pentru a tăia lucrarea finită, utilizați o pârghie care se rotește în axul capului. La capătul său din stânga este fixată o parte a piuliței: atunci când este adusă în contact cu o mandrina cu șurub plasată pe capătul stâng al axului, punctul din capătul drept al pârghiei taie șurubul, iar șurubul de sprijin, culisant de-a lungul platformei, limitează adâncimea de tăiere. Designul mașinilor-unelte este extrem de variat, adesea o astfel de mașină este adaptată doar pentru o anumită lucrare, în timp ce altele funcționează complet automat. „Mașina de copiat”, folosită în primul rând pentru fabricarea pistoalelor din lemn, formelor de pantofi și a altor obiecte rotunde, ar trebui, de asemenea, inclusă în lista mașinilor-unelte. Articol în curs de procesare CU(tabelul fig. 4 poate fi rotit în jurul unei axe orizontale paralele cu axa modelului O, cu care axa unui obiect este legată prin roți dințate, astfel încât acesta se rotește cu aceeași viteză și în aceeași direcție. Prelucrare cu freze ÎN se rotește în jurul unei axe paralele cu primele două, dar montate pe un tobogan alunecând perpendicular pe acestea. Când modelul și obiectul sunt rotite încet, frezele îl taie până când șurubul de împingere conectat la glisier se sprijină pe suprafața modelului și întârzie mișcarea ulterioară. Apoi, același proces începe într-o altă secțiune a modelului. Principiul unei mașini de copiat este utilizat într-o mare varietate de forme.
Literatură este abundent, dar cărțile care conțin informații aplicabile sunt puține. Cartea principală: Holtzapffel, „Întoarcere și manipulare mecanică” (vol. IV,). Primul volum a fost publicat în oraș, dar există o nouă ediție continuă, apărută în anii nouăzeci. Thieme, „Fundamentals of Mechanical Engineering” (); Naidenko, „Manual pentru strungari” (Ekaterinoslav,; multe sunt potrivite pentru studenți; autorul nu intră în explicații); de aceeași natură, dar conține o mulțime de informații valoroase: E. Dejonc, „La Mechanique pratique” (P.,); Joshua Rose, „Mașinistul practic”.
DESPREînvățarea strunjirii - aceasta este o secțiune a site-ului care conține informații nu numai pentru strungarii profesioniști, ci și pentru studenții strunjitori. Strunjirea este foarte promițătoare, pentru că în vremea noastră, încercați să găsiți un strungar adevărat.
Pprofesie de strungarfoarte plătit, așa că dacă nu sunteți leneși și doriți să câștigați bani buni pentru munca dvs., începeți să învățați elementele de bază ale pornirii site-ului nostru.
Strungul este proiectat pentru prelucrare prin tăierea unui corp prin rotație, inclusiv planuri de capăt rotative și suprafețe elicoidale. În plus, lucrările care nu au legătură cu tăierea pot fi efectuate pe strunguri.
Lista cu toate capacitati de strung foarte mare și considerație functii de strung va dura mult timp. ŞI Învață toate funcțiile unui strungîntr-o lecție este practic imposibil, dar treptat vom cunoaște pe toată lumea complexitățile de întoarcere. Antrenamentul de întoarcere vom începe să folosim următoarea listă lecții despre strunjire.
Lecții de întoarcere :
Lecția #1. Dispozitiv de strung
Lecția #2. Lucrul la strung sau operarea unui strung
Conţinut:
1. Ttăietoare de ocar
Ttăietoare de ocar- Acestea sunt scule speciale de tăiere care sunt folosite pentru strunjirea pieselor.
TFrezele Okar sunt folosite ca instrument principal pentru strunjire, rindeluire și alte lucrări la mașini-unelte.
DPentru o prelucrare de înaltă calitate și precisă a piesei și pentru a obține formele și dimensiunile necesare ale produsului, se folosește o freză de strunjire, cu care straturile de material sunt tăiate secvenţial.
ÎNÎn procesul de tăiere a unui strat de material, tăietorul taie în el, îndepărtând așchii de pe suprafața sa.
DESPREMuchia ascuțită a tăietorului este principalul său element de lucru.
CUÎn timp, freza este supusă uzurii, evidențiată prin ciobirea părții tăietoare (muchie). Pentru a utiliza o freză de strunjire în viitor, aceasta trebuie să fie reascuțită.
1.1 Dispozitivul unei freze de strunjire
1.2 Avansarea sculei de strunjire
1.3 Tăierea metalului cu o unealtă de strunjire
1.4 Suprafata de taiere
1.5 Design cutter
1.6 Rotirea unghiurilor sculei
1.7 Uzura și durabilitatea tăietorului
1.8 Freze pentru strunguri
1.9 Materiale pentru scule de strunjire
1.10 Proiectări de scule de strunjire
1.11 Fabricarea frezelor din carbură
1.12 Fabricarea frezelor cu lame
1.13 Fabricarea de freze de mare viteză și carbon
2. Tmașină okar
Tmașină okar -Aceasta este o mașină pentru prelucrarea pieselor prin tăiere și strunjire.
DESPREPrincipalele lucrări efectuate la strunguri: strunjirea, alezarea și strunjirea diferitelor tipuri de suprafețe, filetare, prelucrarea capetelor pieselor, găurirea, frezarea și tăierea găurilor.
Zpiesa de prelucrat este instalată în centru și se rotește cu ajutorul unui ax, apoi mecanismul de avans deplasează unealta de tăiere, freza, împreună cu suportul arborelui de rulare.
DPentru a efectua tipuri suplimentare de operații pe mașină, cum ar fi șlefuirea, găurirea, frezarea găurilor, echipamentele suplimentare sunt instalate pe mașini.
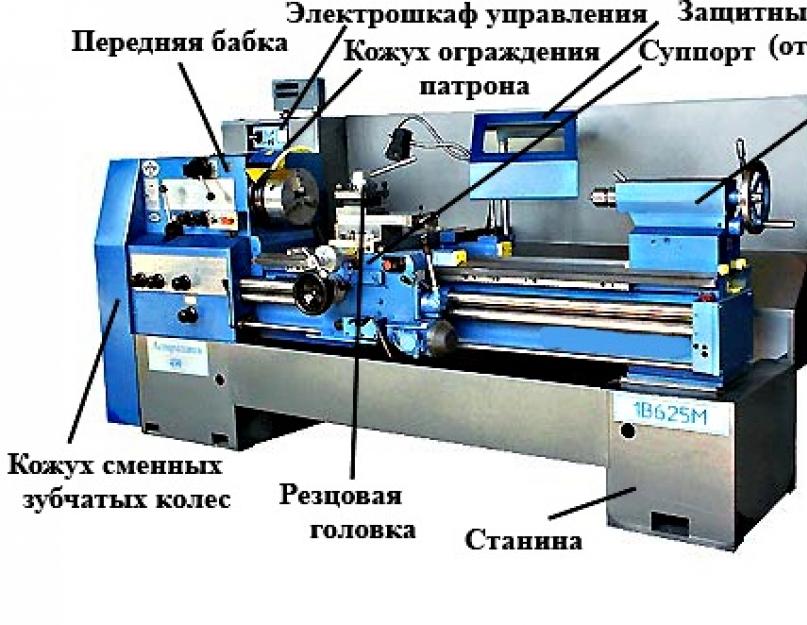
TMașina de tăiat ferestre-șuruburi este proiectată pentru lucrări de strung cu metale neferoase și feroase.

TMașina de tăiat ferestrele-șuruburi este compusă din:
- CUtaninul este partea principală a mașinii, care este cadrul pentru montarea tuturor mecanismelor mașinii.
- Pcap – se mai numește și capul cu ax, datorită amplasării axului, cutiei de viteze și a altor elemente în acesta.
- LACutia de alimentare asigură deplasarea de la ax la suport.
- CUSuport – conceput pentru a securiza unealta de tăiere și a o alimenta.
- Fartuh - necesar pentru a converti rotația rolei în mișcarea etrierului.
- Ccentru - o instalație pentru susținerea unei piese de prelucrat sau unealtă.
2.1 Strung de tăiere cu șuruburi model 1A62
2.2 Ambreiaj de frecare al strungului model IA62
2.3 Proiectarea contrapunctului
2.4 Proiectarea unui strung de șuruburi
2.5 Îngrijirea strungului
2.6 Reglarea strungului
2.7 Siguranța strungului
2.8 Dispozitive pentru asigurarea pieselor prelucrate în centre
2.9 Precizia strungului
Zaici vei afla cum să determinați și să reglați precizia unui strung, stăpânește concepte precum rigiditatea în timpul strunjirii, prelucrarea pe dornuri, lucrul cu dorn.
Pravila lucru Cu dornuri de fus. În secțiunea de întoarcere avem în vedere strunguri de tăiere cu șuruburi, ca strung de debitat 1A62. Mai multe detalii despre scule de strunjire, tipurile lor, materiale de scule de strunjire designul lor. Uzura și durabilitatea tăietorului au, de asemenea, un impact semnificativ asupra strunjirii.
Dacă anterior profesia de strungar era populară, acum tinerii preferă adesea munca de birou, în timp ce cantitatea de „plancton de birou” este pur și simplu în afara dimensiunii. Turner este o profesie cu adevărat solicitată astăzi. Ramurile ingineriei mecanice, industria de apărare, avioane și construcții navale își extind orizonturile în fiecare zi, așa că va fi întotdeauna nevoie de mâini profesioniste. Analizând salariul mediu al unui strungar, putem spune că această muncă este plătită decent. Angajatorii sunt gata să aloce de la 30 la 60 de mii de ruble pe lună. Desigur, salariul depinde de aptitudinile și categoria lucrătorului.
Gradurile de strungari sunt un fel de nivel de calificare al angajatului, care se reflectă în salariu. Cu cât un angajat are mai multă experiență, cu atât mai multe cunoștințe și abilități pe care le-a stăpânit, cu atât rangul este mai înalt, dar pe primul loc.
Ce presupune jobul?
Sarcina principală este procesarea pieselor și produselor în timpul rotației. Prin tăiere, un profesionist va putea prelucra diferite materiale. Folosind echipamente de strunjire, un muncitor trebuie să fie capabil nu numai să găurize piesele, ci și să le calibreze sau să le scufunde. Diverse desene ale părților viitoare, pe care trebuie să le poată citi corect, îl ajută să-și îndeplinească sarcinile. În timpul procesului de lucru, strunjitorul trebuie să respecte toate cerințele de siguranță, deoarece piesele după strunjire se pot încălzi până la șapte sute de grade Celsius.
De ce este important să ridicăm nivelul?
Rândurile de strungari sunt o reflectare directă a cunoștințelor și abilităților lor. Astăzi, strungarii profesioniști care au un rang mai mare decât al treilea sunt foarte apreciați de diverse industrii. Dar salariile, de exemplu, din categoria a 3-a din sectoarele de inginerie și apărare vor diferi semnificativ ca mărime. Industria de apărare este considerată una dintre cele mai bine plătite, dar cum vă puteți crește rangul?

Profesia de „strungar” este o lucrare tehnică care se bazează pe studiul proprietăților metalelor, tăierea lor și citirea desenelor. Un strungar primește primul său rang la o instituție de învățământ, dar în acest stadiu stăpânește doar teoria. Pentru a primi al doilea rang, el trebuie să urmeze încă trei luni de pregătire și să exerseze lucrul la mașină. După un an, un strungar din categoria a doua are dreptul de a fi promovat la a treia, iar acesta trebuie să poată produce piese cu o complexitate mai mare. De asemenea, puteți ridica clasamentul pe locul patru după un an. Dacă toate examenele sunt promovate, atunci abia după doi ani de studiu puteți începe să obțineți categoria a 5-a. Detaliile din această etapă corespund unei complexități ridicate. Dacă există dorința de a crește rangul la locul șase, va dura încă trei ani.

Toată această pregătire poate fi asigurată prin cursuri de pregătire avansată care pot fi asigurate de către angajator. Cu cât rangurile de strungari sunt mai înalte, cu atât salariile lor sunt mai mari. Minimul care trebuie stăpânit este studiile medii de specialitate. Un strungar nu este o profesie ușoară, este o meserie care necesită un ochi bun, abilități motorii excelente și bune cunoștințe matematice.
Calități personale
În primul rând, merită să înțelegeți că un strungar este o persoană foarte rezistentă, deoarece trebuie să stea pe picioare mult timp. Chiar si la temperaturi ridicate in atelier nu trebuie sa-si scoata imbracamintea de protectie. În plus, nu toată lumea poate stăpâni abilitățile unui strungar. Un strungar profesionist trebuie să aibă următoarele calități:
- responsabilitate;
- răbdare;
- organizare;
- gândire tehnică;
- atenție susținută la detalii;
- concentrație ridicată;
- buna imaginatie.
Dacă o persoană are astfel de calități, atunci îi va fi foarte ușor să stăpânească elementele de bază ale întoarcerii. De asemenea, un adevărat profesionist în această meserie trebuie să aibă o memorie bună, o vedere ascuțită și un ochi precis.
Locul de muncă al lui Turner
Sarcina principală a unui strungar în timpul lucrului este să respecte toate cerințele de siguranță. Lucrările efectuate la strung prezintă un risc ridicat de accidentare, așa că protecția muncii pentru această profesie este o nuanță destul de importantă.

Locul de muncă al strungarului este format din mașina în sine, precum și echipamente auxiliare de ridicare și transport, cum ar fi diverse cărucioare sau palanuri electrice. Pentru o muncă confortabilă trebuie să aveți:
- diverse rafturi pentru organizarea locului de muncă;
- instrumente adecvate;
- dispozitive tehnologice pentru fabricarea pieselor;
- masa de receptie;
- dulap de scule;
- diverse dispozitive de specializare îngustă etc.
Ce categorii de strunjitori există?
Mulți oameni cred că strunjirea este o profesie universală, dar acest lucru este departe de a fi cazul. Sunt muncitori care au o specializare restrânsă. De departe, cele mai mari salarii sunt primite de cei care sunt considerati un muncitor generalist care poate produce piese cu diferite prelucrari si din materiale diferite. Adesea, acesta este un adevărat profesionist care a stăpânit pe scară largă profesia de strungar. Astfel de specialiști sunt pregătiți în diverse domenii.

Acum există o clasificare prin care se poate determina focalizarea îngustă a unui angajat, și anume:
- strunjitor-foresitor (lucrări la mașini de alezat);
- operator strunjitor-frezat (prelucrare suprafete plane si complexe, gauri rotunde si filetate);
- strunjitor rotativ (prelucrează piesele în timpul rotației în diferite unghiuri);
- generalist (produce piese unice greu de prelucrat).
Un strunjitor universal este una dintre cele mai bine plătite categorii, deoarece acest specialist trebuie să fie capabil nu numai să producă piese conform desenelor, ci și să repare mașini.
Tragerea concluziilor
Profesia de „strungar” se bazează pe prelucrarea metalelor, așa că un specialist în acest domeniu trebuie să cunoască diferitele caracteristici fizice și chimice ale materialelor. În plus, este un specialist universal care poate găsi întotdeauna de lucru în fabrici de asamblare, construcții, uzine de reparații, industria auto și sectorul apărării.
Strunjirea a apărut în zorii revoluției industriale și a parcurs un drum lung de atunci. În zilele noastre, meseria de strungar și-a pierdut atractivitatea pentru tineri. Dar, pe de altă parte, odată cu apariția unui număr mare de mașini controlate de computer, strunjirea capătă un nou sens și trece în categoria artei inginerești. Piesele de strunjire sunt utilizate în inginerie mecanică, energie electrică, construcții și alte domenii ale industriei și tehnologiei.
Principii de bază ale strunjirii
Pentru începători, întoarcerea pare o pădure întunecată, plină de termeni de neînțeles. Deși de fapt esența procesului de strunjire este destul de simplă. Instrumentul principal al unui strung este o mașină în care piesa prinsă se rotește cu viteză mare, iar elementul de tăiere realizează procese de prelucrare pe lemn, metal sau plastic.
Pot fi prelucrate o mare varietate de materiale. Cel mai popular material în strunjire este, fără îndoială, oțelul.
Dar din punct de vedere istoric, totul a început cu prelucrarea lemnului 12 strunguri încă în funcțiune ale lui Petru cel Mare sunt încă păstrate în colecția Ermitaj. Țarului rus îi plăceau meșteșugurile, dar strunjirea pieselor din lemn și metal era distracția lui preferată.
Mașinile moderne, desigur, sunt mult mai complexe decât primele modele din lemn. Dar principiul de bază rămâne același, în ciuda apariției unui motor electric în locul unei acționări manuale și a unei creșteri multiple a dimensiunii.
Un strung este format din mai multe elemente de bază:
- cadrul pe care sunt atașate toate celelalte elemente;
- cap cu motor si ax pentru fixarea piesei;
- un etrier care se deplasează de-a lungul ghidajelor din cadru, cu un tăietor situat pe acesta;
- contrapunctură cu piese dimensionale de blocare.
Piesa este prinsă, acționarea îi conferă rotație și, prin ajustarea poziției sculei de tăiere sau de frezat, materialul este prelucrat.

Operațiunile standard de strunjire care sunt utilizate atât în prelucrarea metalelor, cât și în prelucrarea lemnului sunt:
- strunjirea sferelor, a pieselor conice și cilindrice;
- tunderea;
- tăierea canelurilor din interior și din exterior;
- tăiere;
- aliniere;
- foraj;
- tăiere filet, extern și intern;
- scufundare.
Fiecare operațiune necesită o unealtă specială, care este selectată în conformitate cu materialul, precizia de procesare necesară și caracteristicile de proiectare ale mașinii.
Tipuri de echipamente de strunjire
În vremea sovietică, exista o rețea extinsă de școli profesionale în care tinerii după școală puteau învăța meseria de strungar complet gratuit. Programul de instruire a inclus o parte teoretică, lucru practică la o mașină de antrenament între zidurile școlii și practică industrială. Unul dintre cele mai importante elemente ale pregătirii teoretice, alături de studiul proprietăților metalului, a fost învățarea utilizării unui instrument. Un strungăritor profesionist nu va putea să nu înțeleagă de ce este nevoie de fiecare tip de tăietor, cum este instalat în mașină și în ce unghi are loc prelucrarea. Acum cataloagele de scule de strunjire și freze sunt cărți de referință în mai multe volume și manuale pentru strunjitori într-un format imens. Varietatea echipamentelor concepute pentru orice subtilități ale operațiunilor de prelucrare a metalelor este comparabilă cu clasificarea speciilor în biologie. Principalele instrumente de care nicio producție nu se poate descurca și majoritatea operațiunilor pot fi efectuate sunt frezele:
- trecere, folosită pentru măcinare;
- plictisitor, vă permite să ascuți găurile oarbe;
- taiere, pentru feliere;
- cele filetate sunt necesare pentru tăierea firelor pe piesele de prelucrat;
- în formă;
- crestat;
- fileuri.

Pregătirea pentru strung include pregătirea pentru lucrul cu toate tipurile de aceste freze. Și fiecare unealtă necesită specificații precise pentru suportul sculei. Unghiul de ascuțire, unghiul la care freza se apropie de piesă, viteza de avans. În acest caz, toți parametrii se vor schimba cu o schimbare a materialului. Chiar și cu oțel, în funcție de prezența diverșilor aditivi, procesul de prelucrare este ajustat separat.
Mașinile care pot fi găsite acum printre producători variază foarte mult în mai mulți parametri:
- după dimensiune: de la mașini de birou pentru un atelier la domiciliu, la mașini industriale de zeci de tone pentru prelucrarea pieselor hidrocentralelor;
- prin metoda de control: sisteme manuale, CNC, complet automate;
- conform materialelor prelucrate: pentru lemn, metal, materiale plastice dure.
Primele experiențe ale unui strungar începător încep cu studierea unui strung, a principiilor generale de funcționare și a celor mai simple operații de tăiere a pieselor. În plus, odată cu creșterea abilităților, lucrul cu mașina și pregătirea teoretică, puteți trece la noi lucrări, de exemplu, tăierea filetului sau canelarea.

Dar progresul în abilități este departe de a fi rapid, va trebui să te obișnuiești cu ideea unui antrenament lung și minuțios. În școlile profesionale, perioada de pregătire durează 3 ani plus practică industrială, care prezintă cunoștințele teoretice într-un mod complet diferit.
Turner ocupă rangul
Odată cu creșterea pregătirii profesionale, un strungar își poate confirma abilitățile prin promovarea examenelor pentru a trece la rangul următor, cu cât este mai înalt gradul, cu atât un specialist are nevoie de cunoștințe teoretice și, în plus, cu cât trebuie să demonstreze mai multe cunoștințe ale instrumentelor;
- un strungar de categoria a 2-a are abilitățile de a lucra pe mașini universale, cu piese de calitate 12-14;
- un strungăritor de categoria a 3-a și-a confirmat abilitățile în configurarea mașinilor universale, lucrul cu o lanternă cu plasmă, ascuțind freze și este gata să prelucreze piese de calitate 7-10;
- un strunjitor din categoria a 4-a efectuează prelucrări mecanice cu plasmă, controlează sănii cu trei sau mai multe suporturi, decupează fire cu pornire dublă;
- un strunjitor de clasa a 5-a prelucrează piese complexe de până la 6-7 grade de precizie, prelucrează oțeluri înalt aliate și rulează fire multi-start;
- Turnerul de clasa a VI-a este cel mai inalt nivel de indemanare profesionala, un specialist lucreaza cu clasa a V-a si poate regla o unealta subtire cu mai multe suprafete de împerechere.

Trecerea examenelor de trecere de la un rang la altul este separată de o perioadă de cel puțin un an.
Ultima a șasea categorie indică un nivel foarte ridicat de pregătire în partea teoretică, abilități practice în prelucrarea pieselor și montarea mașinilor. Salariul unui astfel de specialist poate depăși salariul unui inginer profesionist.
Și, uneori, procesul de producție la o întreprindere poate depinde complet de un specialist cu abilități unice de strunjire. Susținerea examenelor în specialitatea strunjire este deschisă în multe centre de formare profesională, de obicei, pentru examen va trebui să urmați suplimentar un curs de formare și să plătiți pentru recalificare și examenul în sine;
Cum să devii un profesionist în prelucrarea metalelor
Formarea în strunjire, ca, de exemplu, în profesia de medic, durează o viață întreagă, pe lângă o cantitate semnificativă de informații teoretice, cărți și abilități practice care trebuie stăpânite, există o flotă de echipamente actualizată constant, care necesită studiu, strungurile se dezvoltă. Gama de materiale prelucrate este, de asemenea, în creștere și apar noi materiale compozite și polimerice cu proprietăți nestudiate.
Prefață la cea de-a șasea edițieDescărcați tutorialul de strunjire
Introducere
Secțiunea unu. Scurte informații despre strunjire
Capitolul I. Concepte de bază despre proiectarea unui strung de șurub
§ 1. Scopul strungurilor
§ 2. Tipuri de strunguri
§ 3. Componentele principale ale unui strung de surub
§ 4. Pat
§ 5. Capul
§ 6. Mecanisme de alimentare
§ 7. Sprijin
§ 8. Şorţ
§ 9. Contropost
§ 10. Reguli pentru îngrijirea unui strung
Capitolul II. Bazele procesului de tăiere a metalelor
§ 1. Elemente de tăiere la prelucrarea pe strunguri
§ 2. Procesul de formare a aşchiilor
§ 3. Fluide de tăiere
§ 4. Materiale folosite la fabricarea frezelor și a altor scule așchietoare
§ 5. Scule de strunjire
§ 6. Ascuţirea frezelor
Capitolul III. Brief de siguranță
§ 1. Importanţa măsurilor de siguranţă
§ 2. Măsuri de siguranță în atelierele de mașini
§ 3. Reguli de securitate la incendiu
Capitolul IV. Strunjirea suprafețelor cilindrice exterioare
§ 1. Freze pentru strunjire longitudinală
§ 2. Instalarea si fixarea frezei
§ 3. Montarea și fixarea pieselor în centre
§ 4. Montarea şi fixarea pieselor în cartuşe
§ 5. Înșurubarea și înșurubarea mandrinelor cu falci
§ 6. Tehnici de strunjire a suprafeţelor cilindrice netede
§ 7. Tehnici de strunjire a suprafeţelor cilindrice cu margini
§ 8. Elemente ale modului de tăiere la strunjire
§ 9. Îngrijirea tăietorului
§ 10. Măsurarea pieselor la strunjirea suprafeţelor cilindrice
§ 11. Defecte la strunjirea suprafetelor cilindrice si masuri de prevenire a acesteia
§ 12. Măsuri de siguranță la întoarcerea suprafețelor cilindrice
Capitolul V. Prelucrarea suprafețelor terminale și a cornichelor
§ 1. Freze utilizate la prelucrarea suprafeţelor terminale şi a pervazurilor şi montarea acestora
§ 2. Tehnici de tăiere a suprafeţelor de capăt şi a cornisajelor
§ 3. Tehnici de măsurare a suprafeţelor de capăt şi a cornichelor
§ 4. Măsuri de siguranță la tăierea suprafețelor de capăt și marginilor
§ 5. Defecte la tăierea suprafeţelor de capăt şi a marginilor şi măsuri de prevenire
Capitolul VI. Canelare și tăiere exterioară
§ 1. Freze pentru strunjirea canelurilor si debitare, montarea lor
§ 2. Tehnici de strunjire a canelurilor şi tăiere
§ 3. Caneluri de măsurare
§ 4. Defecte de canelare si aschiere si masuri de prevenire a acesteia
Capitolul VII. Găurirea și alezarea găurilor cilindrice
§ 1. Burghie
§ 2. Ascutirea burghiilor elicoidal
§ 3. Burghie de fixare
§ 4. Tehnici de foraj
§ 5 Elemente ale modului de tăiere la găurire
§ 6. Foraj
§ 7. Caracteristici de proiectare ale unor tipuri de burghie
§ 8. Înlocuirea avansului manual cu cel mecanic
§ 9. Defecte in timpul forajului si masuri de prevenire a acesteia
Capitolul VIII. Centrarea
§ 1. Scopul și forma găurilor centrale
§ 2. Marcarea orificiilor centrale
§ 3. Tehnici de centrare
§ 4. Defecte în timpul alinierii și măsuri pentru prevenirea acesteia
Capitolul IX. Scufundarea, alezarea și alezarea găurilor cilindrice. Rotirea canelurilor interne
§ 1. Frecarea orificiilor cilindrice
§ 2. Dezvoltarea orificiilor cilindrice
§ 3. Alezarea găurilor cilindrice
§ 4. Tehnici de găurire prin şi oarbe cilindrice
§ 5. Defecte la prelucrarea orificiilor cilindrice si masuri de prevenire a acesteia
§ 6. Tehnici de tăiere a suprafeţelor de capăt interioare şi de strunjire a canelurilor interne
§ 7. Măsurarea găurilor cilindrice, canelurilor interioare și adâncituri
Capitolul X. Strunjirea pieselor simple
§ 1. Întoarcerea bolţului
§ 2. Strunjirea arborilor netezi şi în trepte
Capitolul XI. Principii de bază ale construirii proceselor tehnologice pentru prelucrarea pieselor pe strung
§ 1. Conceptul proceselor tehnologice şi de producţie
§ 2. Elemente ale procesului tehnologic
§ 3. Tipuri de producţie în inginerie mecanică
§ 4. Principii de dezvoltare a procesului tehnologic de prelucrare mecanică
§ 5. Conceptul de baze de instalare și alegerea acestora
Secțiunea a doua. Prelucrarea suprafețelor conice. Slefuirea suprafetelor modelate. Finisarea suprafetei. Tăiere cu filet triunghiular
Capitolul XII. Prelucrarea suprafetelor conice
§ 1. Conceptul de con şi elementele sale
§ 2. Metode de obţinere a suprafeţelor conice
§ 3. Slefuirea suprafetelor conice prin deplasarea transversala a corpului contrapuntului
§ 4. Slefuirea suprafetelor conice prin rotirea portii superioare a etrierului
§ 5. Prelucrarea suprafetelor conice cu ajutorul unei rigle conice
§ 6. Prelucrarea suprafetelor conice cu freza lata
§ 7. Alezarea si alezarea gaurilor conice
§ 8. Măsurarea suprafeţelor conice
§ 9. Defecte la prelucrarea suprafetelor conice si masuri de prevenire a acesteia
Capitolul XIII. Întoarcerea suprafețelor în formă
§ 1. Freze modelate, instalarea și funcționarea acestora
§ 2. Slefuirea suprafetelor modelate cu freze trecatoare
§ 3. Prelucrarea suprafeţelor modelate cu ajutorul unui copiator
§ 4. Defecte la intoarcerea suprafetelor modelate si masuri de prevenire
Capitolul XIV. Finisarea suprafetei
§ 1. Rugozitatea suprafeţei prelucrate
§ 2. Strunjire fină
§ 3. Finisare sau lepare
§ 4. Rulare suprafata cu o rola
§ 5. Rulare
Capitolul XV. Filetat
§ 1. Informații generale despre fire
§ 2. Tipuri de fire si scopul lor
§ 3. Măsurarea şi controlul firului
§ 4. Tăierea firelor triunghiulare cu matrițe
§ 5. Tăierea firelor triunghiulare cu robinete
§ 6. Filetarea cu freze
§ 7. Matrice filetate
§ 8. Montarea unui strung de surub pentru tăierea filetului
§ 9. Exemple de numărare a angrenajelor înlocuibile
§ 10. Tehnici de tăiere a firelor cu freze
§ 11. Metode de tăiere cu filet performante
§ 12. Defecte la tăierea firelor cu tăietoare şi măsuri de prevenire
Secțiunea a treia. Strunguri. Mecanizarea si automatizarea proceselor de prelucrare a pieselor pe strung
Capitolul XVI. Constructii de strunguri
§ 1. Scurtă prezentare istorică a dezvoltării strungului
§ 2. Principalele tipuri de mașini de strunjire
§ 3. Simbol al strungurilor
§ 4. Principalele caracteristici ale strungurilor de debitare cu surub produse pe plan intern
§ 5. Acționări ale strungurilor
§ 6. Schema cinematică a maşinii
§ 7. Mecanisme ale cutiilor de viteze și ale alimentărilor
§ 8. Suport al unui strung de debitat
§ 9. Şorţ
§ 10. Strung de surub model 1K62
§ 11. Strunguri
Capitolul XVII. Verificarea preciziei unui strung de tăiere cu șuruburi
§ 1. Instrument pentru verificarea preciziei mașinilor-unelte
§ 2. Metode de bază pentru verificarea unui strung
Capitolul XVIII. Mecanizarea si automatizarea proceselor de prelucrare a pieselor pe strung
§ 1. Dispozitive care mecanizează procesul de prelucrare pe strunguri
§ 2. Dispozitive care automatizează procesul de prelucrare pe strunguri
§ 3. Maşini controlate de calculator
§ 4. Linii automate
Secțiunea a patra. Fundamentele studiului tăierii metalelor
Capitolul XIX. Informații generale despre tăiere
§ 1. Scurtă prezentare istorică
§ 2. Materiale folosite la fabricarea sculelor aşchietoare
§ 3. Unghiuri de tăiere
§ 4. Instalarea frezei
Capitolul XX. Procese de tăiere de bază
§ 1. Procesul de formare a aşchiilor
§ 2. Informaţii de bază despre forţele care acţionează asupra frezei
§ 3. Căldura de tăiere
§ 4. Durabilitatea frezei
§ 5. Răcirea sculei
§ 6. Influenţa diverşilor factori asupra alegerii vitezei de tăiere
Secțiunea cinci. Tăierea metalelor de înaltă performanță. Alegerea celor mai avantajoase condiții de tăiere
Capitolul XXI. Tăierea metalelor de înaltă performanță
§ 1. Esența tăierii de mare viteză a metalelor
§ 2. Geometria frezelor pentru tăiere de mare viteză
§ 3. Modele moderne de tăietori de înaltă performanță
§ 4. Cerințe pentru mașinile de strunjire de mare viteză
§ 5. Dispozitive utilizate pentru tăierea de mare viteză
§ 6. Dispozitive pentru îndepărtarea așchiilor
§ 7. Probleme cu virajul de mare viteză
§ 8. Reguli de bază pentru lucrul cu freze echipate cu plăci din aliaj dur
Capitolul XXII. Alegerea celor mai avantajoase condiții de tăiere
§ 1. Conceptul de productivitate a muncii
§ 2. Conceptul de putere în timpul întoarcerii
§ 3. Cuplu
§ 4. Pasaportul strungului
§ 5. Selectarea celor mai avantajoase condiţii de tăiere
Secțiunea șase. Lucrări complexe de strunjire
Capitolul XXIII. Tăierea firelor dreptunghiulare și trapezoidale
§ 1. Informaţii generale despre fire pentru transmiterea mişcării
§ 2. Tăierea firelor dreptunghiulare și trapezoidale
§ 3. Metode de tăiere a firelor cu start multiplu
§ 4. Împărțirea firelor de execuție multi-start în începuturi
§ 5. Metode performante de taiere a filetelor multi-start
§ 6. Informaţii de bază despre tăierea filetului cu freze rotative
Capitolul XXIV. Strunjirea pieselor cu instalare complexă
§ 1. Prelucrarea pieselor în repaus stabil
§ 2. Prelucrarea pieselor pe placa frontală
§ 3. Prelucrarea pieselor pe pătrate
§ 4. Prelucrarea pieselor pe dornuri
§ 5. Prelucrarea pieselor excentrice
Secțiunea a șaptea. Organizarea locului de muncă și munca unui strungar. Proces tehnologic de prelucrare a pieselor pe strunguri
Capitolul XXV. Organizarea locului de muncă și munca unui strungar
§ 1. Organizarea locului de munca strungarului
§ 2. Amenajarea locului de muncă al strungarului
§ 3. Ordinea si curatenia la locul de munca
§ 4. Organizarea muncii la locul de muncă
§ 5. Lucru cu mai multe mașini
Capitolul XXVI. Metode raționale de strunjire
§ 1. Tehnici tehnologice folosite de strungarii inovatori
§ 2. Reducerea timpului principal (a maşinii).
§ 3. Reducerea timpului auxiliar
§ 4. Metodă complexă de reducere a timpului piesei
Capitolul XXVII. Proces tehnologic de prelucrare a pieselor pe mașini
§ 1. Informaţii generale despre desfăşurarea procesului tehnologic de prelucrare a pieselor
§ 2. Procedura de întocmire a procesului tehnologic de prelucrare a pieselor
§ 3. Metoda de prelucrare în grup a pieselor
§ 4. Hărţi ale procesului tehnologic de prelucrare a pieselor pe maşini-unelte
§ 5. Disciplina tehnologica
Capitolul XXVIII. Procese tehnologice de prelucrare a pieselor pe strung
§ 1. Procesul tehnologic de strunjire a bucselor
§ 2. Procesul tehnologic de strunjire a discurilor
§ 3. Procesul tehnologic de întoarcere a cupelor
Capitolul XXIX. Exemple de întocmire a proceselor tehnologice de prelucrare a pieselor pe strung
§ 1. Prelucrarea unei role trepte
§ 2. Prelucrarea piuliţei de presiune
Anexa I. Fișă tehnică pentru strung de șuruburi model 1K12
Anexa II. Clasificator de tranziție
Anexa III. Card operație de prelucrare
Anexa IV. Hartă tehnologică pentru prelucrarea rolei trepte
Anexa V. Harta tehnologică pentru prelucrarea piuliţei de presiune