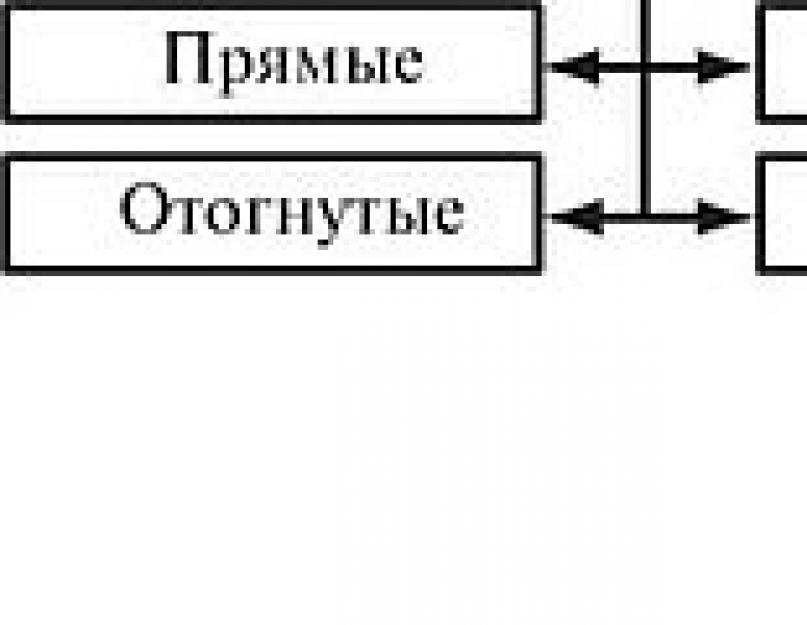
Şek. 7.3 kesici dişlerin sınıflandırılmasını sunar. Metal kesmek için en yaygın alet, bir çubuk 7 (veya tutucu) ve bir çalışma parçasından - bir kafadan oluşan bir döner kesicidir (Şekil 7.4). 6. Çubuk, kesiciyi makinenin takım tutucusuna sabitlemeye yarar. Kesicinin çalışma kısmında kesme elemanları vardır: kesme sırasında talaşların aktığı ön yüzey 5 ve iki arka yüzey - ana yüzey 8 ve yardımcı 1.
Tırmık ve ana kanat yüzeyleri ana kesme kenarını oluşturur 2, keserken ana işi yapmak.
Tırmık ve ikincil yan yüzeyler ikincil kesme kenarını oluşturur 4, ve her üç yüzey de üsttedir 3 kesici diş
Bir kesicinin kesme özellikleri büyük ölçüde bileme açılarına bağlıdır.

Pirinç. 7.3.

Pirinç. 7.4. Torna kesici: / - yardımcı arka yüzey; 2 - ana kesme kenarı; 3 - kesicinin ucu; 4 - yardımcı kesme kenarı; 5 - ön yüzey; 6 - çalışma kısmı; 7 - çubuk; 8 - ana arka yüzey
Kesicinin parametrelerini belirlemek için koordinat düzlemleri oluşturulur - kesme düzlemi (CP) ve ana düzlem (BP) (Şekil 7.5).

Pirinç. 7.5. Seçenekler torna kesici: / - işlenecek yüzey; II- işlenmiş yüzey; III- kesme yüzeyi; OP- ana düzlem;
halkla ilişkiler- kesme düzlemi
Kesme düzlemi ana kesme kenarından kesme yüzeyine teğet olarak geçer.
Ana düzlem boyuna ve enine beslemelere paralel uzanır.
Kesicinin parametreleri genellikle planda (kesicinin ve parçanın yukarıdan görünümü) ve kesen düzlemlerde dikkate alınır.
Ana kesme düzlemi ana kesici kenarın ana düzlem üzerine izdüşümüne dik olan düzlem denir.
Yardımcı kesme düzlemi yardımcı kesici kenarın ana düzlem üzerindeki çıkıntısına dik.
Kesicinin ana açıları ana kesme düzleminde bulunur. Ana boşluk açısı a, kesme düzlemi ile ana arka yüzey arasındaki açıdır.
Ana eğim açısı y, kesicinin ön yüzeyi ile kesme düzlemine dik olan düzlem arasındaki açıdır. Olumlu ve olumsuz olabilir.
Nokta açısı p, ön ve ana arka yüzeyler arasındaki açıdır.
Kesme açısı 5 - kesme düzlemi ile kesicinin ön yüzeyi arasındaki açı.
Y açısı pozitif olduğunda aşağıdaki bağımlılıklar mevcuttur:
a + p + y = 90;
- 5 + y = 90;
- 5 = 90 -y;
- 5 = a + p.
Yardımcı kesme kenarının ana düzlem üzerindeki izdüşümüne dik olan yardımcı kesme düzleminde, yardımcı arka A! Ve yardımcı ön sen, köşeler.
Ana plan açısı(p, ana kesici kenarın ana düzlem üzerindeki izdüşümü ile ilerleme yönü arasındaki açıdır.
Yardımcı plan açısı φ, yardımcı kesici kenarın ana düzlem üzerindeki izdüşümü ile ilerleme yönünün tersi yön arasındaki açıdır.
Kesici uç açısı(a) - ana ve yardımcı kesme kenarlarının ana düzlem üzerindeki çıkıntıları arasındaki açı.
Ana kesme kenarı açısıX- kesici kenar ile kesicinin ucundan ana düzleme paralel olarak çizilen çizgi arasındaki açı. Bu açı, ana kesme kenarından ana düzleme dik olarak geçen bir düzlemde ölçülür.
Yukarıda listelenen tüm açıların belirli bir anlamı vardır:
- a açısı, iş parçasının işlenmiş yüzeyi ile kesicinin ana arka yüzeyi arasındaki sürtünme derecesini belirler. Değeri 4-15° arasında değişir, çoğu durumda 8°'ye eşittir. a açısındaki bir artış, kesilen tabakanın deformasyonunda hafif bir azalmaya ve kesme kuvvetinde bir azalmaya yol açar;
- cp ana açısının artmasıyla kesilen tabakanın kalınlığı artar;
- y açısının talaş oluşumu ve akışı üzerinde belirleyici bir etkisi vardır. Arttıkça takım malzemeyi daha kolay keser, kesme kuvvetleri azalır, yüzey kalitesi artar ancak takım aşınması artar;
- e açısı kesicinin dayanıklılığını önemli ölçüde etkiler: değeri ne kadar büyük olursa (diğerleriyle) o kadar büyük olur eşit koşullar) kesici dayanıklılığı;
- köşe X talaşların bir yönde veya başka bir yönde çıkarılmasını belirler. Kaba işleme takımları için değeri O ile +10° arasında, ince talaş işleme takımları için ise 0 ile -3° arasında değişir.
Kesicinin kesme kısmı belli bir açıyla keskinleştirilmiş bir kama şeklindedir. Kesici açılarını belirlemek için başlangıç düzlemleri belirlenir: kesme düzlemi ve ana düzlem.
Kesme düzlemi kesme yüzeyine teğet olan ve ana kesme kenarından geçen düzlem denir (Şekil 6); Şek. Şekil 7 bu düzlemin izini göstermektedir.
Ana düzlem, uzunlamasına (iş parçasının eksenine paralel) ve enine (iş parçasının eksenine dik) harekete paralel olan düzlemdir. Prizmatik gövdeli torna kesicileri için kesicinin alt (destekleyici) yüzeyi bu düzlem olarak alınabilir (bkz. Şekil 5 ve 6).
Kesicinin ana açıları ölçülür ana kesme düzlemi yani ana kesme kenarının ana düzlem üzerine izdüşümüne dik bir düzlemde. Kesicinin ana açıları boşluk açısını, uç açısını, eğim açısını ve kesme açısını içerir (bkz. Şekil 7).

Ana boşluk açısı α söz konusu kesme kenarı noktasında kesicinin ana arka yüzeyine teğet ile kesme düzlemi* arasındaki açıdır. Kesicinin düz bir arka yüzeyi ile şunu söyleyebiliriz: α - kesicinin ana yan yüzeyi ile kesme düzlemi arasındaki açı. Boşluk açıları, takım kenarları ile kesme yüzeyi ve işlenmiş yüzey arasındaki sürtünmeyi azaltır.
* Statik (çalışmaz) durumda kesici açıları belirlerken ve ölçerken, genellikle kesme düzleminin dikey olarak konumlandırıldığı kabul edilir. Kesme işlemi sırasında konumu ve dolayısıyla bazı kesici açıların değeri, kesici kenarın (veya bireysel noktalarının) iş parçası eksenine (üst veya alt), ilerlemeye ve çapa göre konumundan etkilenir. iş parçasının.
Bileme açısı p, kesicinin ön ve ana arka yüzeyleri arasındaki açıdır.
Ana eğim açısı y, kesicinin* ön yüzeyi ile düzlem arasındaki açıdır, düzleme dik ana kesme kenarından kesme ve geçme. Ön yüzey kesme düzlemine dik düzlemden aşağıya doğru yönlendirildiğinde pozitif (+γ) olabilir (bkz. Şekil 7, II); sıfıra eşit, ön yüzey kesme düzlemine dik olduğunda (bkz. Şekil 7.11) ve negatif (-γ), ön yüzey kesme düzlemine dik düzlemden yukarıya doğru yönlendirildiğinde (bkz. Şekil 7.111). Pozitif eğim açısı kesme işlemini (talaş oluşumunu) kolaylaştırmak ve talaşların ön yüzey boyunca daha serbest akışını sağlamak için yapılır. Ancak pratikte +γ açısı her zaman en iyisi değildir; düşürülmesi gerekir (0'a ve bazen negatife dönüştürülür).
Kesme açısı δ kesicinin ön yüzeyi ile kesme düzlemi arasındaki açıdır.
Y açısı pozitif olduğunda, açılar arasında aşağıdaki bağımlılıklar mevcuttur: 
γ açısı negatif olduğunda δ> 90° olur.
Dikkate alınan ana açılara ek olarak kesici, açılarla da karakterize edilir: planda yardımcı arka ve ön ve ana kesme kenarının eğimi (Şekil 7 ve 8).

Yardımcı boşluk açısı a1, yardımcı boşluk yüzeyi ile ana düzleme dik olarak yardımcı kesme kenarından geçen düzlem arasındaki açıdır. Yardımcı boşluk açısı, yardımcı kesici kenarın ana düzlem üzerindeki çıkıntısına dik olan yardımcı kesme düzleminde ölçülür. Yardımcı eğim açısı γ 1 de aynı düzlemde dikkate alınır.
Ana plan açısı ϕ, ana kesici kenarın ana düzlem üzerindeki izdüşümü ile ilerleme yönü arasındaki açıdır. ϕ açısı, ana kesici kenarın kesilen tabakanın derinliğini etkileyebileceği şekilde yapılmıştır; kesicinin aşınma direncini etkiler.
Yardımcı plan açısı ϕ 1 yardımcı kesici kenarın ana düzlem üzerindeki izdüşümü ile ilerleme yönü arasındaki açıya denir; ikincil kesici kenarın çoğunda sürtünmeyi ortadan kaldırmak için yapılır.
*Düz olmayan bir talaş yüzeyi ile talaş açısı, söz konusu kesme kenarının noktasından geçen talaş yüzeyine teğet ile kesme düzlemine dik olan ve ana kesme kenarından geçen bir düzlem arasındadır.
ε planındaki tepe açısı, kesici kenarların ana düzlem üzerindeki çıkıntıları arasındaki açıdır; toplamda ϕ + ε + ϕ 1 = 180°.

Ana kesici kenarın eğim açısı λ, kesici kenar ile kesicinin ucundan ana düzleme paralel olarak çizilen çizgi arasındaki açıdır. e bu açı, ana kesme kenarından ana düzleme dik olarak geçen bir düzlemde ölçülür (bkz. Şekil 7 ve 8). Ana kesme kenarının eğim açısı dikkate alınır negatif, kesicinin ucu en yüksek nokta kesici kenar (Şekil 8, a); sıfıra eşit- ana kesici kenar ana düzleme paralel olduğunda (Şekil 8.6) ve kesicinin ucu kesici kenarın en alt noktası olduğunda pozitiftir (Şekil 8, c). λ açısı çipin yönünü değiştirmek için yapılmıştır; kesici başlığın ve kesici kenarın mukavemetini etkiler.
Ana sekant düzleminde dikkate alınan γ ve α açılarına ek olarak, bazen (örneğin, keskinleştirme sırasında), uzunlamasına (kesici eksene paralel) ve enine (kesici eksene dik) olarak kabul edilen açıların bilinmesi gerekir. ) uçaklar (Şekil 9). A - a boyuna düzleminde, ana kesme kenarı γ uzunlamasına ve α boyuna açılara ve enine düzlemde B - B - γ enine ve α enine açılarına sahip olacaktır.
α ve α açıları arasındaki ilişki, Şekil 2'de gösterilen diyagramdan belirlenir. 10. Gönderen dik üçgen D0E, N - N ana kesme düzleminde bulunur (bkz. Şekil 9): 
B - B bölümünde yer alan D0C dik üçgeninden: 
Bir denklemi diğerine bölerek şunu elde ederiz: ![]()
Ön açı φ, sabit ilerleme ve kesme derinliği değerlerinde kesimin genişliği ve kalınlığı arasındaki ilişkiyi belirler. Ana açı φ azaldıkça kesimin kalınlığı azalır ve genişliği artar. Bu, kenarın aktif uzunluğunun, yani iş parçasıyla temas eden uzunluğun artmasına yol açar. Birim kenar uzunluğu başına kesme kuvveti ve sıcaklık azalır ve aynı zamanda kesici aşınma da azalır. φ açısı azaldıkça, Ru kesme kuvvetinin radyal bileşeni keskin bir şekilde artar, bu da iş parçasının sapmasına ve hatta yetersiz sabitleme olması durumunda merkezden kopmasına neden olabilir. Aynı zamanda çalışma sırasında titreşimler ortaya çıkabilir.
Deneysel çalışma, sabit ilerlemede φ açısının azalmasıyla takım ömrünün keskin bir şekilde arttığını, sabit kesme kalınlığında ise takım ömrünün φ açısındaki değişiklikten bağımsız olarak neredeyse sabit kaldığını göstermektedir. Bu, kesicinin dayanıklılığının esas olarak kesimin kalınlığından etkilendiği anlamına gelir - yaklaşık olarak φ açısıyla aynıdır. Kesim kalınlığının artmasıyla dayanıklılık üzerindeki etkisinin derecesi artar. Bu nedenle, verimliliği artırmak için, sabit bir kesme kalınlığında, kesme kenarının mukavemetine göre izin verilen maksimum değerde ve s = a/ formülüne göre ilerlemede buna karşılık gelen (olası) bir artışla küçük açıların φ kullanılması önerilir. sin φ Böyle bir kesme modu seçimi yalnızca AIDS sisteminin sağlamlığı ve titreşime karşı direnci durumunda ve işleme için küçük bir pay ile mümkündür. Plan açılarının φ (derece cinsinden) kullanılması tavsiye edilir:
Zorlu koşullarda bitirme için... 10-20
Zorlu koşullar altında işleme sırasında l/d ise<6 ... 30-45
Hafif koşullarda çalışırken l/d=6-12 ... 60-75
Küçük çaplı uzun iş parçalarını işlerken l/d>12 ... 90
Pirinç. 7 - Asal açı φ
Bu nedenle, örneğin, büyük ve masif parçaları büyük sertlikteki büyük makinelerde işlerken, en yüksek dayanıklılık açısından 10-20° ön açısı olan kesicilerin kullanılması avantajlıdır. Aksine, merdaneler, burçlar, somun kılavuzları, matkaplar, raybalar vb. gibi sert olmayan parçaları işlerken, φ = 60-75° büyük açılarla çalışılması tavsiye edilir. Bu parçaların omuzları ve basamakları varsa φ = 90° kesicilerin kullanılması tavsiye edilir. Geçişli işlemenin yanı sıra enine tornalamaya da izin verirler ve böylece kesiciyi değiştirmeye gerek kalmaz. Kademeli silindirler gibi parçalar için bu işlem, kesicilerin yeniden düzenlenmesiyle ilgili zamandan büyük tasarruf sağlar. Takım tezgahı endüstrisinde bu tür parçalardan önemli sayıda bulunmaktadır; Bu nedenle takım tezgahı üreticileri sıklıkla φ - 90°'lik kesiciler kullanır.
Bir kesicinin ana açıları boşluk açısı, talaş açısı, uç açısı ve kesme açısıdır. Bu açılar ana kesme düzleminde ölçülür (Şekil 5).
Ana kesme düzlemi ana kesici kenara ve ana düzleme dik bir düzlem vardır.
Ana arka açı kesicinin ana yan yüzeyi ile kesme düzlemi arasındaki açıya denir.
Bu açı belirlenmiş Yunan mektubu a (alfa).
Nokta açısı kesicinin ön ve ana arka yüzeyleri arasındaki açıya denir.
Bu açı Yunanca β (beta) harfiyle gösterilir.
Ön açı kesicinin ön yüzeyi ile ana kesici kenar boyunca çizilen ve kesme düzlemine dik olan düzlem arasındaki açıdır.
Bu açı Yunanca γ (gamma) harfiyle gösterilir.
Kesme açısı kesicinin ön yüzeyi ile kesme düzlemi arasındaki açıya denir.
Bu açı Yunanca δ (delta) harfiyle gösterilir.
Pirinç. 5. Takım açılarını döndürme
Listelenenlere ek olarak aşağıdaki kesici açıları da ayırt edilir: yardımcı boşaltma açısı, ana ilerleme açısı, yardımcı ilerleme açısı, kesici tepe açısı ve ana kesme kenarı eğim açısı.
Yardımcı boşluk açısı ikincil kanat yüzeyi ile ana düzleme dik olarak ikincil kesme kenarından geçen düzlem arasındaki açıdır.
Bu açı, yardımcı kesme kenarına ve ana düzleme dik olan yardımcı kesme düzleminde ölçülür ve α 1 ile gösterilir.
Ana plan açısı ana kesme kenarı ile ilerleme yönü arasındaki açıya denir.
Bu açı Yunanca φ(phi) harfiyle gösterilir.
Yardımcı plan açısı ikincil kesme kenarı ile ilerleme yönü arasındaki açıya denir.
Bu açı φ 1 olarak gösterilir.
Tepe açısı ana ve yardımcı kesici kenarların kesişmesiyle oluşan açıdır.
Bu açı Yunanca ε (epsilon) harfiyle gösterilir.
Pratikte kabul edilen kesici açıların basitleştirilmiş bir görüntüsü Şekil 1'de gösterilmektedir. 6, a ve b (AA çizgisi - kesme düzlemi). Şek. Şekil 6, c planda kesicinin açılarını göstermektedir.

Pirinç. 6. Tornalama takımı açılarının basitleştirilmiş görüntüsü
Kesicinin ana kesme kenarı şunlar olabilir: farklı açılar kesicinin ucundan ana düzleme paralel çizilen bir çizgi ile eğin (Şek. 7).

Pirinç. 7. Ana kesme kenarının eğim açıları: pozitif (a), sıfır (b) ve negatif (c)
Eğim açısı ana kesme kenarından ana düzleme dik olarak geçen bir düzlemde ölçülür ve Yunanca λ (lambda) harfiyle gösterilir. Bu açı, kesicinin ucu kesici kenarın en alt noktası olduğunda pozitif kabul edilir (Şekil 7, a); mermiye eşit (Şekil 7, b) - ana kesici kenar ana düzleme paralel olduğunda ve negatif (Şekil 7, c) - kesicinin ucu kesici kenarın en yüksek noktası olduğunda.
Tüm tornalama kesici türleri arasında en yaygın olanı boydan boya kesicilerdir. Dış yüzeyleri döndürmek, uçları, çıkıntıları vb. düzeltmek için tasarlanmıştır.
Yürüyen bir kesicinin prizmatik gövdesi (Şekil 1), diğerleri gibi, bir kesme parçasından (kafa) ve bir tutucudan oluşur. Kesici kafada bir ön 1, ana arka 2 ve yardımcı arka 3 yüzey bulunur. Bu yüzeylerin kesişimleri ana 4 ve yardımcı 5 kesici kenarları oluşturur.
Pirinç. 1. Bir torna takımının yapısal elemanları:
1 – ön yüzey; 2 – ana arka yüzey;
3 – yardımcı arka yüzey; 4 – ana kesme kenarı;
5 – yardımcı kesici kenar
Kesici tarafından çıkarılan talaşlar ön yüzey boyunca akar. Ana yan yüzey, ana kesici kenar tarafından oluşturulan kesme yüzeyine bakar ve yardımcı yan yüzey, parçanın işlenmiş yüzeyine bakar.
Bileme sonrasında belirtilen yüzeyler ve kesici kenarlar, makinenin kinematiği dikkate alınarak seçilen iki koordinat düzlemine ve ilerleme yönüne göre belirli açılarda bulunur.
Koordinat düzlemleri olarak karşılıklı iki dik düzlem alınır (Şekil 2):
1) ana kesme kenarından geçen kesme düzlemi ve kesme yüzeyine teğet kesme hızı vektörü;
2) aynı kenardan geçen ana düzlem ve kesme hızı vektörünün normali.
Ana düzlemin başka bir tanımı daha vardır: bu, boyuna Spr ve radyal Sp beslemelerinin vektörlerinden geçen düzlemdir; özel bir durumda kesicinin tabanıyla çakışabilir, bu durumda kesicinin makinenin dışındaki açılarını statik konumunda ölçmek mümkündür.

Pirinç. 2. Sürekli tornalama takımının geometrik parametreleri
Kesme hızı vektörü için, kesicilerle ve diğer birçok aletle ilgili olarak, parçanın çevresel hızı vektörü, çevresel hız vektöründen birçok kez daha küçük olan uzunlamasına ilerleme vektörü dikkate alınmadan alınır ve ön ve arka açıların büyüklüğü üzerinde gözle görülür bir etkisi yoktur. Yalnızca belirli durumlarda, matkaplarla ilgili olarak, örneğin kesici kenarların matkap eksenine bitişik noktalarında bu etki önemli hale gelir.
Şek. Şekil 2, iş parçasının ve kesicinin plan görünümünü ve kesicilerin çalışma çizimlerinde belirtilmesi gereken geometrik parametreleri göstermektedir: γ, α, α1, φ, φ1. Aşağıda değerlerinin amacına yönelik tanımlar ve öneriler yer almaktadır.
Ana kesme kenarının ön ve arka açıları genellikle, bu kenarın ana düzlem üzerine izdüşümüne dik uzanan ana kesen düzlem N-N'de ölçülür. bu durumdaçizim düzlemiyle çakışır. N-N düzlemi, metalin kesme sırasında deforme olması nedeniyle seçilmiştir.
Eğim açısı γ ana düzlem ile ön yüzeye teğet olan düzlem arasındaki açıdır. Bu açının büyüklüğü kesme işlemi üzerinde belirleyici bir etkiye sahiptir, çünkü talaşlara geçiş sırasında metalin deformasyon derecesi, kesme kaması üzerindeki güç ve termal yükler, kamanın gücü ve ısının kalıptan uzaklaştırılması koşulları. kesme bölgesi buna bağlıdır. Talaş açısının optimal değeri γ, işlenen ve kesilen malzemelerin fiziksel ve mekanik özelliklerine, kesme modu faktörlerine (V, S, t) ve diğer işleme koşullarına bağlı olarak deneysel olarak belirlenir. Olası değerlerγ açıları 0...30° arasındadır. Özellikle kırılgan kesici malzemelerden yapılmış olan kesme kamasını güçlendirmek için, ilerlemeye bağlı olarak sıfır veya negatif eğim açısına (γf = 0...–5°) ve f genişliğine sahip bir pah ön yüzeyde keskinleştirilir.
Rölyef açısı α kesme düzlemi ile arka yüzeye teğet olan düzlem arasındaki açıdır. Bu aslında kesicinin yan tarafının kesme yüzeyine sürtünmesini önleyen boşluk açısıdır. Kesicinin aşınma oranını etkiler ve γ açısıyla birlikte kesme kamasının mukavemetini ve kesme bölgesinden ısının uzaklaştırılması koşullarını etkiler.
Kesme kaması ne kadar az yüke maruz kalırsa ve ne kadar güçlü olursa, a açısının değeri de o kadar büyük olur; bu nedenle değeri, işlenen ve kesme malzemelerinin özelliklerinin kombinasyonuna, ilerleme hızına ve diğer kesme koşullarına bağlıdır. Örneğin, yapısal çeliklerin kaba işlemesi sırasında yüksek hız çeliği kesicileri için α = 6...8°, ince talaş işleme operasyonları için α = 10...12°.
Ana kesme kenarının eğim açısı λ- kesicinin ucundan çizilen ana düzlem ile kesici kenar arasındaki açıdır. Kesme düzleminde ölçülür ve kesici A'nın ucunu özellikle darbe yükü altında talaşlardan korumaya ve ayrıca akan talaşların yönünü değiştirmeye yarar. λ açısı, kesicinin ucu ana kesici kenarın diğer noktalarına göre daha aşağıda olduğunda ve iş parçasıyla en son temas eden açı olduğunda pozitif kabul edilir. Bu durumda talaşlar işlenmiş yüzey yönünde (B noktasından A noktasına) hareket eder ve bu da pürüzlülüğünü önemli ölçüde artırabilir. Kaba işleme sırasında bu kabul edilebilir, çünkü bunu bu düzensizlikleri ortadan kaldıran bir bitirme işlemi takip eder. Ancak ince talaş işleme operasyonları sırasında, kesme kaması üzerindeki yükün küçük olduğu durumlarda, işlenmiş yüzeyden talaşların uzaklaştırılması görevi büyük önem kazanır. Bu amaçla reçete edilir negatif değerler açı (–λ). Bu durumda A kesicisinin ucu kesici kenarın en yüksek noktasıdır ve talaşlar A noktasından B noktasına doğru akar.
λ açısının varlığı kesicilerin keskinleştirilmesini zorlaştırır, bu nedenle pratik çıkarımlar bu açı küçüktür ve λ = +5…–5° arasındadır.
Düzlem açıları φ ve φ 1 (ana ve yardımcı)– bunlar, uzunlamasına besleme Spr'nin yönü ile buna göre ana ve yardımcı kesici kenarların ana düzlem üzerindeki çıkıntıları arasındaki açılardır.
Ana açı φ kesilen tabakanın kalınlığı ve genişliği arasındaki ilişkiyi belirler. φ açısı azaldıkça talaşlar incelir, ısı dağılımı koşulları iyileşir ve dolayısıyla takım ömrü artar, ancak aynı zamanda kesme kuvvetinin radyal bileşeni de artar.
Küçük çaplı uzun iş parçalarını döndürürken yukarıdakiler deformasyona ve titreşime neden olabilir ve bu durumda φ = 90° varsayılır.
– bitirme sırasında φ = 10...20°;
– şaftlarda kaba işleme yapılırken (l/d = 6...12) φ = 60...75°;
– daha sert iş parçalarının kaba işlemesinde φ = 30...45°.
Geçiş kesicilerin genellikle φ1 = 10...15° açısı vardır. γ1 açısı 0'a düştükçe h değeri de 0'a düşer, bu da ilerleme hızının ve dolayısıyla kesme işleminin verimliliğinin önemli ölçüde arttırılmasını mümkün kılar.
Yardımcı kesme kenarına dik olarak N1 - N1 bölümünde ölçülen yardımcı boşaltma açısı α1, yaklaşık olarak α'ya eşit alınır; α1, yardımcı yan yüzey ile iş parçasının işlenmiş yüzeyi arasında bir boşluk oluşturur.
Yardımcı eğim açısı γ1, ön yüzeyin keskinleştirilmesiyle belirlenir ve genellikle çizimde gösterilmez.
Kesicinin kesici kısmının mukavemetini arttırmak için, plandaki ucunun yuvarlama yarıçapı da sağlanmıştır: r = 0,1...3,0 mm. Aynı zamanda daha yüksek değer Sert iş parçalarının işlenmesinde yarıçap kullanılır, çünkü bu yarıçap arttıkça kesme kuvvetinin radyal bileşeni de artar.