Torna ve torna*
Ahşaptan ve diğer sert malzemelerden dönen cisimler yapmak için "torna" (un tur, torna tezgahı, Drehbank) adı verilen bir cihaz eski çağlardan beri bilinmektedir; yalnızca yuvarlak kil kapların yapımında kullanılan “çömlekçi çarkı” ondan daha eskidir. Tornalanmış ürünler Mısır antikaları arasında bolca bulunur ve ilkel tasarımlı makineler günümüzde hala farklı halklar tarafından kullanılmaktadır. Bu makineler iki tiptir: Çömelmeye alışkın olan Asyalılar da bu geleneğe uygun T. makinelerini kurmuşlar, Avrupalılar ise ayakta çalışabilecek şekilde uyarlamışlardır. Masanın üstünde incir. Şekil 1, Hinduların bir sütunu döndürdüğünü gösteriyor: Bir asistan, işlenen nesneyi, sürtünmeyle ateş yakmak için kullanılan bir mil gibi bir ip kullanarak alternatif bir dönme hareketine getiriyor. Makinenin kendisi, yere çakılan iki mandal ve bunlara bağlı, alet görevi gören yatay bir çubuktan oluşur ve döndürülen nesne, iki çivinin uçları üzerinde döner. Kalmykler de benzer bir cihaz kullanıyor ancak bardakları döndürmek için daha karmaşık bir makineye de sahipler (Tablo 2). Zemine sabitlenmiş kazıklar arasında, gerçek bir "milin" ahşap görünümü, bir boyun ve arkasında çıkıntı yapan bir kalınlaşma ile döner ve bu, işlenen parçanın tutturulması için bir "kartuş" görevi görür. Küçük nesneleri işlerken asistan olmadan yapmak için, halat bir "yay" üzerinden çekilir: daha sonra usta bir eliyle işi rotasyona getirir ve diğer eliyle aleti tutmalıdır. Bu tür kavisli makineler Persler, Araplar vb. arasında yaygındır. Avrupa'da dönme hareketini ayakla, yani masanın üzerinde belirtmeyi tercih ettiler. incir. Şekil 3'te böyle bir makine, İtalya'da, İsviçre'de ve diğer yerlerde şu anda ahşap eşya yapımında kullanılan formda gösterilmektedir. Yere çakılan kazıklar yerine, iki yatay paralel çubuklu bütün bir çerçeve vardır; bunların arasında, döndürülen nesnenin noktaları olan her iki "başlık" da hareket ettirilir ve takozlarla sabitlenir. Tavana yay yerine elastik bir direk takılır ve ipin alt ucu "basamağa" bağlanır. Makinenin eksenine paralel ayarlanabilir bir tahta, işçiye destek görevi görür. Hatta bu tür makineler çok temiz ve hassas işler bile yapar; ahşap öğütme ve diğer bazı durumlarda alternatif hareket, sürekli hareketten daha uygundur. Yay ve dönüşümlü dönüş, saat ustaları tarafından küçük torna tezgahlarında da kullanılır (bkz. Saatler), ancak artık neredeyse evrensel olarak bunun yerini "volan" aracılığıyla sürekli dönüş alıyor. Volanın (bkz.) 16. yüzyılda makineyi harekete geçirmek için kullanıldığına dair bir gösterge olmasına rağmen, genel kullanıma ancak 18. yüzyıldan itibaren gelmeye başladı. Volan makinenin altına yerleştirilmeye başlandı, sallanan bir basamaktan, biyel kolu görevi gören bir “kancadan” ve kavisli bir milden oluşan iyi bilinen bir mekanizma kullanılarak harekete geçirildi (Tablo 4). Makinenin kendisi ilk önce bir önceki gibi kuruldu ve volanın çevresinden sonsuz bir ip doğrudan işlenen parçanın üzerine döşendi. Ancak çok geçmeden, sürtünmeyi ve aşınmayı azaltmak için kalayla doldurulmuş deliklerde, özel "mesnetli başlıklarda" dönen iki boyunlu özel bir "mil" yapmaya başladılar. Milin serbest ucu, iş parçasını sabitlemek için üzerine çeşitli türde "aynaların" vidalanması için bir vida dişi ile donatıldı. Bazen sol mesnet, silindirik çubuk üzerinde volandan gelen dantel için küçük bir kasnağın serbestçe döndüğü sabit bir nokta ile donatılırdı. Bu durumda, işlenmekte olan nesne, Şekil 2'deki gibi "merkezlerin arasına" sabitlenmiştir. Şekil 3'te ve küçük makaranın yanından çıkıntı yapan özel bir pim sol uca asılarak işe dönüş kazandırılmıştır. Bu tekniğe "ölü noktalar" üzerinde taşlama denir; aynı zamanda mümkün olan en yüksek iş hassasiyetinin gerekli olduğu modern makinelerde de kullanılır. İncirde. 4'üncü, sözde daha da karmaşık bir cihazı gösteriyor. "kartuş" vida kesme makinası. Mil boyunları, onları çevreleyen yataklardan önemli ölçüde daha uzun yapılmıştır, böylece dönerken kendi ekseni boyunca da hareket edebilir. Milin sol ucunda farklı hızlarda birkaç kısa vida kesilir ve mesnete karşılık gelen somun dişlerine sahip sert ahşap plakalar sabitlenir. Bu levhalar, mesnetin karşılık gelen yuvalarına indirildiğinde ve kesiklerle donatılmamış en dıştaki, kaldırılıp milin ilgili halka şeklindeki kesimine yerleştirildiğinde, uzunlamasına bir hareketi yoktur ve sıradan bir nokta görevi görür. Bu tahta bir başkasıyla değiştirildiğinde, iş mili sarmal çizgi boyunca birkaç dönüş yapabilir ve işlenen nesne üzerindeki sabit bir "tarak" yardımıyla, harici veya dahili bir vida buna göre döndürülebilir. 19. yüzyılın başlarında buhar motorlarının çok sayıda üretilmeye başlanmasıyla, makineden doğru ve hızlı çalışma talep edilmeye başlandı; yukarıda açıklanan türlerin daha gelişmiş ve dayanıklı olanlarla değiştirilmesi gerekiyordu. Bu konuda ilk isimler İngiliz tamirci Maudsley (Maudsley, -) ve Alman tamirci Reichenbach (-) oldu. Reichenbach, astronomik ve jeodezik aletler tasarlarken küçük nesnelerle ilgilendi ve bu nedenle yalnızca ahşap T'nin tasarımını geliştirdi. makine tipi Şek. 4, ancak ilki ona kesici alet için bir "destek" ekleyerek döndürülen nesnenin ekseni boyunca ve ona dik bir yönde vidalarla hareket etmesine izin verdi. Maudsley, T. kumpaslı dökme demir makineler yapmaya başladı; Planya makinesinin mucidi Clement, iş milinin tasarımını geliştirdi, makine için rendelenmiş dökme demir yataklar sunmaya başladı ve ona genel olarak modern bir görünüm kazandırdı, ancak bu ancak 19. yüzyılın altmışlı yıllarında geliştirildi. birçok insanın çabalarıyla. Modern T. makineleri dökme demirden yapılmıştır: yatak w(tablo çizimi 5) tek parçadan dökülerek ayaklara vidalanır. S. Yatak, üst yüzeyinde dikkatlice planlanmıştır; önde iki düz, paralel cetvel veya düz bir cetvel ve arkada paralel, sivri uçlu bir cetvel temsil eder, böylece sol mesnet kendilerine paralel olarak hareket ettirilebilir ve sabitlenebilir. D mil ile X, manuel kumpas Am, tamirci Bn ve doğru büyükanne Cu. İşçinin ayağıyla tahrik edilen makinelerde, çerçevenin altına kranklı bir mil monte edilir. H genellikle bacaklara sabitlenmiş iki sivri uçlu vida arasında döner S; bu mile kademeli bir volan monte edilmiştir ben bir kemer aracılığıyla iletilen BEN kasnak hareketi ben 1, mili takın X. Adım T bir kanca aracılığıyla sen Biyel görevi gören, döndürücünün bacağının sallanma hareketini alıp onu bilinen bir şekilde dairesel bir hareket haline getirir. Mil, takım tezgahının ana parçasını oluşturur; iyi çelikten yapılmıştır ve muylular sertleştirilir ve daha sonra dikkatlice taşlanır. Gösterilen makine (f. 5), dökme demir bir mesnete yerleştirilmiş sertleştirilmiş çelik halkalar içinde dönen iki konili orta büyüklükte bir mile sahiptir. Her iki koninin de tepe noktaları soldadır ancak farklı eğim açılarına sahiptir; Mile sol uçtan silindirik bir boru takılır ve bir somunla yerinde tutulur. Mil tek konik olduğunda, uçta dişli bir vidadan daha kalın yapılır X böylece iş mili parçadayken sol taraftan takılabilir k itme vidası D yeterince vidaları açıldı. Çalıştırmak için, bu vidanın düz, sertleştirilmiş ve cilalanmış ucu çift konili milin hafif dışbükey ve aynı zamanda sertleştirilmiş ucuyla tam temas halinde olacak veya tekli milin sol ucundaki konik girintiye düzgün bir şekilde oturacak şekilde dikkatlice sıkılmalıdır. -koni mili (Şekil 5). Yağlama için halkalar üstten delinir. Sağ mesnetin üst kısmı, iş milinin geometrik dönme ekseni boyunca delinir, böylece bir vida kullanılarak dönmeden hareket eder en ve el çarklı somunlar z"merkez" ek parçalı silindir en. El aletlerini desteklemek için kullanılan geri kalan kısım T şeklinde bir parçadan oluşur B Dikey bir eksen etrafında kaldırılabilen ve döndürülebilen stand ve standı Ben ileri çekilmesine ve somunun döndürülmesiyle sabitlenmesine olanak tanıyan yatay bir yuva ile donatılmıştır N. Kaliper cihazı Aİş milinin dönme ekseni boyunca ve ona dik olan dikey kesitlerini temsil eden aşağıdaki çizimlerde (tablo 8 ve 9) daha iyi görülebilir. Temel A T. makine yatağı boyunca hareket eden, alt "taşıma" ile kaplanan, prizma şeklinde planlanmış güçlü bir çerçeveyi temsil eder İÇİNDE hareketli bir kama ile donatılmıştır v, vidayla birlikte hareket edecek şekilde vidalarla dikkatlice monte edilmiştir B ve bir fındık M yanal sallanma yok. Bu taşıyıcının üst yüzeyinde uzunlamasına bir çerçeve - bir prizma - döner CD dikenin yakınında İle ve vidalarla belirlenmiş bir açıda sabitlendi Χ . Üst taşıyıcı ile kaplıdır e bir vida tarafından tahrik edilir ben ve bir fındık N; Üst yüzeyinde kesici 1, 2 bir cıvata ile sabitlenmiştir YYçıldırt HAKKINDA, üçgen İyi oyun ve destek vidası R. Uzun nesnelerin yalnızca yan yüzeyinin işlenmesi gerektiğinde, uçlarında huni şeklinde küçük girintiler bulunur ve makinenin "merkezleri" arasına yerleştirilir. Bu nesnenin mil ile dönmesini sağlamak için, sol uca bir "bilezik" yerleştirin (Tablo 13), bir vidayla bastırın ve mile vidalanan aynanın kancasını, nesnenin kuyruğunu yakalayacak kadar gerektiği kadar uzatın. kelepçe. Ayrıca uçlardan birini işlemeniz, içine bir delik açmanız veya bir vida veya somun kesmeniz gerekiyorsa, bu nesne diğer ucuyla bir vida aynasına vidalanır (Tablo, Şekil 6). Bu benzerlik silindiriktir. iki sıra çapraz vidayla donatılmış cam D Ve D 1; Bu vidaları sistematik olarak sıkarak nesneyi "ortalamak" zor değildir. Bu ayna öncelikle kalın pirinç tellerden ve silindirik çelik ve demir çubuklardan nesnelerin döndürülmesi için kullanılır. Ahşap için aynı tipteki mandrenler vidasız, ancak farklı çaplarda, metal veya sert ahşaptan yapılır; İşlenmekte olan ağaç parçası, yuvarlak ucuyla böyle bir aynaya basitçe dövülür. Kendiliğinden merkezlenen Amerikan kartuşu daha kullanışlıdır ancak daha az sıkı tutulur (tablo, Şekil 7). Kartuş kapağının radyal yuvalarında hareket eden üç kalıp (1, 2, 3) ile donatılmıştır. e, bir halkayla vidalanmış ah ; Bu kartuşun çok düz yüzeyinde, kalıpların alt tarafındaki dişleri yakalayan bir Arşimet spirali kesilir. Bu çizginin özelliğine göre, bir pozisyonda takılan kalıpların iç dişleri, dönme ekseni ile eş merkezli aynı daire üzerinde ve kapağın dönme eksenine göre döndürülmesiyle getirilebilecekleri tüm diğer pozisyonlarda kalacaktır. spiralli kartuş. Açıklananlara ek olarak, farklı amaçlar için çok sayıda farklı kartuş tasarlandı. Modern bir takım tezgahı delme için de çok uygundur: bir nesne aynaya sabitlendiğinde, onu dönme ekseni boyunca delebilirsiniz: daha önce merkezi işaretledikten, yani bu yere elle bir oyuk açtıktan sonra, yerleştirin matkabın ucunu içine sokun, iş milini döndürün ve matkabın dönüşünü geciktirirken matkabı sağ mesnet vidasıyla bastırın. Veya matkabı ilgili mandren içine sokarlar ve nesneyi sağ mesnet vidasıyla bastırarak sağ uca dönme eksenine dik bir daire şeklinde özel bir mandren koyarlar. Makine aynı zamanda vida kesmek için de kullanılır. Optik cam çerçeveler için ve genel olarak tüplerden, kemik ürünlerinden ve sert ahşaptan yapılmış bağlantı parçaları için, farklı çaplarda ve farklı strok uzunluklarında kısa vidaların ve somunların kesilmesi gerekir. Böyle bir kartuş makinesinin sol mesnetli kısmı Şekil 2'deki tabloda gösterilmektedir. 10. Milinin iki silindirik boynu vardır, arka sol uçta, üzerine farklı dişlere sahip silindirik kartuşların takıldığı ve bir somunla sabitlendiği silindirik bir eklenti vardır. Karşılık gelen somun dişleri, sürgünün alt kısmında dönen, manivelalı bir eksantrik vasıtasıyla başlığın arka tarafında yukarı ve aşağı kayan bronz yıldız şeklindeki bir parça üzerinde yapılır. Bir vidanın kesilmesi gerektiğinde, yıldızın karşılık gelen kesimi aynaya doğru hareket ettirilir; basitçe bilemek gerektiğinde yıldız indirilir ve milin ucu özel bir çatalla vida üzerinde desteklenir, Şekil 2'de gösterilmiştir. 10 yükseltilmiş konumda. Dış mil vidasında, "merkezlerde" bileme sırasında kelepçeyi kavramak için kullanılan pimli bir mandren bulunur; Yan tarafta, kasnağın arkasında, ön yüzeyinde işaretlenmiş dairesel bölmelerin kullanılmasına yarayan bir şerit görülmektedir. Bu bölümler, belirtilen şeridin yan tarafına iliştirilen bir noktanın girdiği küçük deliklerle işaretlenmiştir; işlenen nesnenin çevresini işaretlemeye yararlar (elbette kemer çıkarılmış halde). Özellikle dikdörtgen dişli uzun ve kalın vidaların üretimi için “vida kesme” T kullanılır. silindirleri, düzlemleri ve konileri döndürmek için aynı zamanda “kendi kendini bilenen makine” olarak da görev yapan ana vidalı makineler. Böyle bir makine Şekil 2'deki tabloda gösterilmektedir. 11. Aynı parçalardan oluşur, ancak biraz farklı bir tasarıma sahiptir, çerçevesi sözde bir kesme ile donatılmıştır. "boşluk", böylece yarıçapı merkezlerinin yüksekliğinden daha büyük olan tekerlekleri taşlayabilirsiniz. Ön tarafı boyunca, beslemesi makinenin altında gösterilen değişken dişlilerden oluşan bir sistem aracılığıyla mile bağlanan uzun bir "ana vida" vardır (solda dört ayarlanabilir vidalı bir "evrensel" mandren vardır ve üzerinde sağdaki, tahrikten mile hareketi iletmek için bir makaradır). Sökülebilir bir somun aracılığıyla, bu vida desteğin alt taşıyıcısını çerçevenin kendisi boyunca hareket ettirebilir; başka bir enine vida bu taşıyıcı boyunca kayar, vidası da milden dönebilir: bu durumda somunu Şekilde görülen bir başkası aracılığıyla dönüşü taşıyıcının enine vidasına ileten dişlinin ekseni üzerinde oturan bir salyangoz ile ayrılarak iletişim halindedir. Vidanın gereksiz yere yıpranmaması için montajlarda taşıyıcı şekilde görülen dişli şeridi, dişli ve tutamak içinden geçirilir. Kesicinin rahat kurulumu için enine taşıyıcıya manuel bir destek monte edilmiştir. Arabanın sağında "lunette"yi görebilirsiniz: uzun nesneleri döndürürken bükülmemeleri için desteklemek üzere içine kesikli ahşap parçalarının yerleştirildiği sabit bir stand. Sol mesnet "aşırı"dır: iş milinin daha hızlı döndürülmesi gerektiğinde, kayış kasnağın üzerine yerleştirilir ve kasnak iş miline sabitlenir. Yavaş dönüş gerektiğinde kasnak milden ayrılır ve mesnetin arka tarafında hazırlanan yataklarda dönen özel bir eksene monte edilmiş bir dişli, sol ucundaki dişliye hareket ettirilir. Bu eksenin sağ ucundaki dişli, iş milinin sağ ucundaki tekerleğe geçerek birkaç kat daha yavaş dönmesine neden olur. Belirli bir vuruştaki bir vidayı kesmek için rahim vidasının vuruşunu bilmeniz gerekir. 1 cm'ye eşit olduğunu varsayalım, vida mil ile aynı hızda dönerse kopyası kesilmeye başlayacaktır; vidayı içeri sokmak için N kat daha az vuruş, bir devirde dönmesi için tekerlekleri takmanız gerekir N iş mili devrimleri. Bu amaçla kaç diş kullanmanız gerektiğini hesaplamak zor değil ancak pratikte mevcut tekerlek setini kullanmanız gerekiyor; Bu set sınırlı olduğundan bazen yaklaşık bir tahminle yetinmek zorunda kalabilirsiniz. Genellikle makine olası ve ortak kombinasyonlardan oluşan bir tabloyla birlikte gelir. Mil ve vida üzerindeki tekerleklerin çapları doğrudan kavrama için yetersizse, her ikisine de bağlanan ve dolayısıyla aktarılan hız oranını değiştirmeyen bir yardımcı tekerlek eklenir. Böyle ikinci bir tekerleği daha taktıktan sonra, vidanın dönme yönünü değiştireceğiz ve sağ vida yerine soldaki vidayı kesmeye başlayacağız veya tam tersi. Silindiri kendi kendine taşlayarak keskinleştirmeniz gerektiğinde, düşük hızlı vida gibi tekerlekleri seçin. Bazen tasarımı basitleştirmek için, bu tür vida kesmeyen, kendi kendini bilenen makinelerde, ana vida yerine, milden hareket alan dişliye sahip bir dişli şeridi takılır.
DÖNÜŞ.
Yumuşak ahşap, ince nesneler için saniyede yaklaşık 10 devirlik hızlı dönüş gerektirir; Kullanılan aletler çoğunlukla yarım daire biçimli ve düz keskilerdir (“rera” ve “menzel”). Her ikisi de marangozluktan daha büyük uzunlukları, sapa takılan kuyrukta bir "somun" bulunmaması ve yarım daire şeklindeki olanın marangozluk gibi düz bir şekilde keskinleştirilmemesi, ancak köşelerinin daha fazla taşlanmasıyla farklılık gösterir. ortasından; Bıçağın uzunlamasına eğimli olması ve bir açısının keskin, diğer açısının geniş olması için düz her iki tarafı da keskinleştirilmiştir. Çalışırken, alet bir "dinlenme" üzerinde desteklenir ve işlenen yüzeye, bıçağın alt pahı neredeyse ona teğet olacak şekilde uygulanır. Kolu, bu pah ile teğet arasında birkaç derecelik bir açı oluşacak şekilde hafifçe kaldırırsanız, önce talaşlar kalınlaşır ve ardından alet kazımaya başlar: talaşlar yerine kırıntılar elde edilir ve yüzey pürüzsüz kalır. Pürüzsüz bir yüzey elde etmek için, bıçakla planya yaparken olduğu gibi her zaman ahşabın "katmanları boyunca" kesmeniz gerekir, onlara karşı değil; Döndürdükten sonra zımpara kağıdıyla zımparalarlar (bkz. Zımpara) ve ardından aynı ahşabın talaşlarıyla iyice silerler, bu da yüzeyde hafif bir parlaklık oluşmasına neden olur. Yumuşak ahşap için kesme açısı 20 ile 30° arasındadır; sert kaliteler için bu 45° olabilir ve aletler kasıtlı olarak kesmek yerine kazımaya zorlanabilir: iş daha sessizdir, ancak karmaşık şekiller ve desenler yapmak daha kolaydır. Pirinç, demir ve kemiği elle işaretlemek için birkaç basit alet kullanılır: "stihel", kare kesitli bir çelik çubuktan oluşur, bu çubuk tek bir diyagonal düzlemle keskinleştirilir, sonuçta keskin bir üçgen açı ve iki kesici bıçak oluşur. Eğer çakılı alet dayanağının üzerine, pahının kısa köşegeni neredeyse dikey olacak şekilde yerleştirirseniz ve ucunu merkez çizgisinin biraz altında kesmeye zorlarsanız, bu durumda özellikle demir ve çelik üzerinde çok güçlü bir etki yapar ancak nervürlü bir yüzey bırakır. bıçağıyla düzeltilebilir. Pirinç için yuvarlak veya iki yivli ucu olan düz bir alet daha uygundur. Demir için kesme açısı yaklaşık 60°'dir ve pirinç için kesme açısı daha küttür; 70°'den 80°'ye ve hatta son düzeltme için 90°'ye kadardır. Pirinç için dönme hızı ahşabınkinden yalnızca biraz daha az olabilir, ancak demir için 3 veya 4 kat daha az olmalıdır, aksi takdirde alet körelir ve iş kötü gider. Ağır metal işleri için, henüz destekli makineler bulunmadığında, "kancalar" kullanıldı: aletin kesici ucu dik açıyla büküldü, uzun sap omuzlara dayanabildi ve "topuk" - alet dinlenmesi. Bu sayede tüm direnç alet dayanağına aktarılmış ve işçinin aleti tutması ve yönlendirmesi kolaylaşmıştır. Torna kancası, 19. yüzyılın ilk yarısında İngiliz "milwrights" (q.v.)'nin özel bir aletiydi; artık kullanım dışı kaldı. Kumpas kullanarak metal işlemeye yönelik aletlerin şekli dikkatle tasarlanmıştır. Her şeyden önce, kendi kendini bilenen herhangi bir aletin, döndürülen nesnenin yan yüzeyinde sarmal bir oluk ve dönme eksenine dik düzlemde Arşimet spirali şeklinde bir oluk bırakacağını not ediyoruz. Uç yuvarlak veya üçgen ise, oluk nispeten derin olacaktır, ancak sarmalın stroku, sarmalın genişliğinden önemli ölçüde daha az olduğunda, her bir sarmalın çıkıntılı kısımları bir sonraki oluşturulduğunda kesilecektir. çipler çıkarılıyor. Uç, neredeyse karşılıklı dik iki bıçaktan oluşacak şekilde keskinleştirilirse oluklar daha da gecikmeli görünecektir; bunlardan biri neredeyse oluşturulan yüzeye teğettir ve diğeri neredeyse normaldir ve ileri giderek çoğu şeyi yapar. işin. Bu tür "yan kesiciler", boyunları ve çıkıntıları girintili açılarla döndürmek için gereklidir. Ancak bu şekil sayesinde, her iki bıçağın dar kesişme açısı çelik ve demir üzerinde kolayca körelir, bu nedenle pürüzsüz yüzeyleri tornalamak için, kesmeye zorlanan dönme eksenine 30 derece eğimli tek bir düz bıçağı olan bir kesici tercih ederler. açılı değil, ortada. Yalnızca taşlanan nesnenin yarıçapı boyunca hareket eden böyle bir kesici, boynundaki silindire teğet olan, çizgili bir devrim hiperboloidi (bkz.) oluşturacaktır, bu nedenle uzunlamasına hareket ederken böyle bir kesici çok pürüzsüz bir yüzey bırakır. Pirinç ve dökme demir kuru olarak bilenir, ancak demir ve çelik yalnızca yağla, bitkisel yağ ve terebentin karışımıyla veya yağla karıştırılmış sabun çözeltisiyle nemlendirildiklerinde pürüzsüz bir yüzey verir. Tortu ve kum taneleri içeren dökümlerin dış kabuğunu çıkarırken yuvarlak uçlu basit bir kesici tercih edilir. Büyük T. makineler için, kesicinin tamamını çelikten dövmemeyi, ihtiyaçlara göre farklı kesit profillerine haddelenmiş, sertleştirilmiş ve özel "tutuculara" yerleştirilmiş küçük çelik çubuk parçaları kullanmayı avantajlı buluyorlar. sırayla desteğe vidalanırlar. Bu durumda, sadece malzemeden tasarruf sağlanmakla kalmaz, aynı zamanda bıçağın tam şekli de korunur, çünkü kesme blokları yalnızca enine yüzeylerinde keskinleştirilir. Şeklin doğruluğu ihlal edilmesine rağmen, genellikle yüzey makinede dönerken bir taşlama dosyası ile de işlenir; eğer yüzey aşınmaya maruz kalmıyorsa sıradan tekniklerle zımparalanabilir ve cilalanabilir. İşin başarısı, aletin doğru kurulumuna bağlıdır. Kesme ucunun dönme ekseninden geçen yatay bir düzlemde çalışmaya zorlanması tavsiye edilir, aksi takdirde "eğim açısı" DAQ(Yukarıdaki Şekil I) nesne topraklandıkça değişecektir ve eğer yüzeyi eksene dik olarak işlenirse, o zaman merkeze yakın bir yerde bıçak çalışmayı bırakacak ve onun altından veya üstünden geçecektir.
Bu konum aynı zamanda çalışma koşulları için en avantajlı konumdur: ince talaşların direnci teğetsel olarak yönlendirilir ve kuvvetle ifade edilebilir. Soru-Cevap ve ucun reaksiyonu kuvvetle gerçekleşir AR, ilkinin tam tersi. Bu kuvvetler, düzgün bir hareketle, işlenmekte olan nesneyi kesiciye itme veya uzaklaştırma eğiliminde olan bileşenlere neden olmadan, birbirini iptal eder. Kesici merkezi düzlemin üzerine dokunursa (orta çizginin I formu), bir sonuç görünecektir AB, onu işlenen nesneden uzaklaştırmaya çalışmak; daha düşük çalışırsa, bu kuvvet ters yöne yönlendirilecektir, bir düzgünsüzlükle karşılaşıldığından veya pergelin dikkatsiz hareketinden dolayı talaşlar kalınlaşırsa kesici "yapışma", daha derin kesme eğilimi gösterecektir. vida. Her iki avantajı birleştirmek için kesicinin üst yüzeyi AB Genellikle onu eğik hale getirirler (Şekil I alt çizgi) ve merkez çizgisine yerleştirirler. Kalın talaşları kaldırırken, bunları bükmek için metal parçacıkları ayırmaktan daha fazla iş gerekir; bu durumda kuvvetin yönü Q yaklaşıyor olacak AE kesme açısını ikiye bölen çizgi KÖTÜ kama gelince. Bu durum kesicinin ucunun mümkün olduğu kadar yükseltilmesini veya yüzeyinin eğimli hale getirilmesini, gerekiyorsa eğim açısı verilmesini zorunlu kılar. DAQ 3° ila 4° arasında ve kesme açısı KÖTÜ Demir için 51° ila 60°, dökme demir için 51° ila 70° ve bronz ve pirinç için 66° ila 80°. Deneyimler, en fazla sayıda talaşın, saniyede cm cinsinden çevresel hızlarda en az motor çalışmasıyla elde edildiğini göstermiştir: demir için 5,5, dökme demir için 4,0 ve bronz için 6,5. Çipler 0,3 mm kalınlığındaydı ve genişlikleri 10 ila 40 mm arasında değişiyordu. Ancak gerçekte itici güç, ustanın zamanından çok daha az maliyetlidir, dolayısıyla daha fazla güç kullanarak ve daha kalın talaşları daha yüksek hızda kaldırarak işi hızlandırmak karlıdır. Bu nedenle pratikte bu hızlardan büyük ölçüde saparlar. Dejonc'a göre bu hızlar şöyle:
Daha yüksek hızlara ulaşmak imkansızdır çünkü kesici ısınır, alet ve taşlanan nesne titremeye başlar ve yüzey pürüzlü hale gelir. Bu nedenle, örneğin büyük T. makinelerinin çalışmasını hızlandırmak için. Taşıyıcı tekerlekleri döndürürken, kesici yerine son zamanlarda başarıyla "kesiciler" (veya "freze bıçakları", bkz.) kullanıldı (Roth'un Viyana yakınlarındaki Florisdorf'taki makinesi). Bunlar çok noktalı dönen kesme taşlarıdır; dolayısıyla iş geniş bir yüzeye dağıtılır ve yeterli emek harcamasıyla kat kat daha hızlı ilerler. Ağır takım tezgahlarının çalışmasını hızlandırmanın bir başka yolu da Amerika'da icat edildi: Bunlar, koyu kırmızı bir sıcaklığa ısıtıldığında bile sertliğini kaybetmeyen özel bir çelik türünden yapılmış kesicilerdir; bu nedenle çelik 10 cm'lik bir daire üzerinde, yumuşak dökme demir 96 cm'de, gri dökme demir 50 cm'de ve pirinç saniyede 100 cm'lik bir hızla "bileme" için döndürülebilir. Bunun doğal olarak sert çelik olarak adlandırılan çeşitlerden biri olması muhtemeldir: bu çeşitler genellikle karbonun yanı sıra tungsten, titanyum, molibden ve diğer elementleri de içerir. Her çeşit için belirlenen sıcaklığın üzerinde ısıtılarak soğuma yavaş da olsa soğuyarak katılaşır. İkinci kez belirli ancak daha az yüksek bir sıcaklığa ısıtılırlarsa, soğuduktan sonra çok daha yumuşak olurlar. Bu ikinci "kritik sıcaklığa" ulaşmayan ısıtmanın sertlik üzerinde önemli bir etkisi olmaz. Bu tür kesicilerin kullanımı, daha dayanıklı bir tasarıma sahip takım tezgahları gerektirir, çünkü mevcut olanların tümü kalın talaşların zararlı titreşimler olmadan yüksek hızda çıkarılmasına izin vermez. Metal ürünlerin modern seri imalatında çok önemli bir rol sözde oynanmaktadır. "döner T. makineleri". Silahların, dikiş makinelerinin, bisikletlerin, kadın saatlerinin, elektrikli aksesuarların vb. imalatında onbinlerce birbirinin aynı vida ve diğer küçük tornalanmış parçalar gereklidir; bunlar birbirine benzeyecek kadar yakın olmalıdır; herhangi bir ayarlama. Çapı 3 cm'ye kadar olan tellerden (çoğunlukla pirinçten) bu tür parçalar yapmak için, makinenin mili (tablo, Şekil 12) uzun tellerin geçmesine izin vermek ve hurda sayısını azaltmak için delinir (destek vidası şekilde gösterilmiştir) şekil yalnızca, makinenin altında gösterilen mandrene sabitlenmiş kısa, döküm veya dövme nesneler işlenirken yerleştirilir; bu aynalara, yumuşak metalin düzensiz şekilli nesnelere dökülmesi için kutular şeklinde de yerleştirilebilir). Mandrenden gerektiği kadar tel çıkardıktan sonra iş milini harekete geçirin ve taret desteğinin ilk aletini özel bir durdurma vidasına ulaşana kadar ona doğru hareket ettirin. Daha sonra pergel geri hareket ettirilirken özel bir mandal, pergelin üst kısmını bir tabanca tamburu gibi altıda bir tur döndürür, böylece ilk aletin yerine ikinci bir alet vb. olur. bir vida veya bitmiş işi kesmek için mesnet milinde dönen bir kol kullanın. Sol ucunda somunun bir kısmı sabitlenmiştir: milin sol ucuna yerleştirilmiş bir vida aynası ile temas ettirildiğinde, kolun sağ ucundaki nokta vidayı keser ve destek vidası kayar. platform boyunca kesme derinliğini sınırlar. Takım tezgahlarının tasarımı son derece çeşitlidir; genellikle böyle bir makine yalnızca belirli bir iş için uyarlanırken diğerleri tamamen otomatik olarak çalışır. Esas olarak ahşap silah dipçiklerinin, ayakkabı kalıplarının ve diğer yuvarlak nesnelerin imalatında kullanılan "kopyalama makinesi" de takım tezgahları listesine dahil edilmelidir. Öğe işleniyor İLE(tablo şekil 4, modelin eksenine paralel yatay bir eksen etrafında döndürülebilir A Bir nesnenin ekseninin dişlilerle bağlandığı, böylece aynı hızda ve aynı yönde döndüğü bir mekanizma. Kesicilerle işleme İÇİNDE ilk ikisine paralel bir eksen etrafında döner, ancak onlara dik kayan bir kızak üzerine monte edilir. Model ve nesne yavaşça döndürüldüğünde kesiciler, kızağa bağlı itme vidası modelin yüzeyine yerleşene ve daha fazla hareketi geciktirene kadar keser. Daha sonra modelin başka bir bölümünde aynı süreç başlıyor. Fotokopi makinesinin prensibi çok çeşitli biçimlerde kullanılır.
Edebiyat Bol miktarda bulunur ancak uygulanabilir bilgiler içeren kitaplar azdır. Ana kitap: Holtzapffel, "Tornalama ve mekanik manipülasyon" (cilt IV,). İlk cildi şehirde yayınlandı, ancak doksanlı yıllarda yayınlanan yeni bir devam baskısı var. Thieme, "Makine Mühendisliğinin Temelleri" (); Naidenko, “Tornacılar için El Kitabı” (Ekaterinoslav; öğrenciler için pek çok şey uygundur; yazar açıklamalara girmez); aynı niteliktedir ancak birçok değerli bilgi içerir: E. Dejonc, “La Mechanique pratique” (P.,); Joshua Rose, "Pratik Makinist".
HAKKINDAdönmeyi öğrenme - bu sitenin yalnızca profesyonel tornacılar için değil, aynı zamanda torna öğrencileri için de bilgi içeren bir bölümüdür. Tornacılık çok ümit vericidir, çünkü zamanımızda gerçek bir tornacı bulmaya çalışın.
Ptornacı mesleğiYüksek maaş alıyorsanız, tembel değilseniz ve işiniz için iyi para kazanmak istiyorsanız, web sitemizi açmanın temellerini öğrenmeye başlayın.
Torna tasarlandı Dönen uç düzlemler ve sarmal yüzeyler de dahil olmak üzere, bir gövdenin döndürülerek kesilmesiyle işlemeye yönelik. Ayrıca tornalarda kesimle ilgili olmayan işler de yapılabilmektedir.
Hepsinin listesi torna yetenekleriçok büyük ve dikkate değer torna fonksiyonlarıçok zaman alacak. VE Torna tezgahının tüm fonksiyonlarını öğrenin bir derste bu neredeyse imkansızdır, ancak yavaş yavaş herkesi tanıyacağız dönmenin incelikleri. Tornalama eğitimi aşağıdaki listeyi kullanmaya başlayacağız dersleri çevirmek.
Torna dersleri :
Ders 1. Torna cihazı
Ders 2. Torna tezgahında çalışmak veya torna tezgahı işletmek
İçerik:
1. Tocar kesiciler
Tocar kesiciler- Parçaları döndürmek için kullanılan özel kesici takımlardır.
TOkar kesiciler tornalama, planyalama ve takım tezgahlarındaki diğer işler için ana alet olarak kullanılır.
DParçanın yüksek kaliteli ve hassas işlenmesi ve ürünün gerekli şekil ve boyutlarına ulaşılması için malzeme katmanlarının sırayla kesildiği bir torna kesici kullanılır.
İÇİNDEBir malzeme tabakasının kesilmesi sürecinde kesici, yüzeyinden talaşları çıkararak onu keser.
HAKKINDAKesicinin keskin kenarı ana çalışma elemanıdır.
İLEZamanla kesici, kesme parçasının (kenar) ufalanmasıyla kanıtlandığı gibi aşınmaya maruz kalır. Gelecekte bir torna bıçağı kullanmak için yeniden bilenmesi gerekir.
1.1 Döner kesicinin cihazı
1.2 Torna takımının ilerlemesi
1.3 Torna takımıyla metal kesme
1.4 Kesme yüzeyi
1.5 Kesici tasarımı
1.6 Torna takımı açıları
1.7 Kesicinin aşınması ve dayanıklılığı
1.8 Torna tezgahları için kesiciler
1.9 Torna takımları için malzemeler
1.10 Tornalama takımlarının tasarımları
1.11 Karbür kesicilerin imalatı
1.12 Bıçaklı kesicilerin imalatı
1.13 Yüksek hızlı ve karbon kesicilerin imalatı
2. Tokar makinesi
Tokar makine -Bu, parçaları keserek ve döndürerek işlemek için kullanılan bir makinedir.
HAKKINDATorna tezgahlarında gerçekleştirilen ana işler şunlardır: çeşitli yüzey türlerinin tornalanması, delinmesi ve tornalanması, diş açma, parçaların uçlarının işlenmesi, delme, havşa açma ve delik kesme.
Ziş parçası merkeze monte edilir ve bir mil kullanılarak döner, ardından besleme mekanizması kesme aletini, kesiciyi, çalışan şaftın desteğiyle birlikte hareket ettirir.
DMakinede taşlama, delme, delik frezeleme gibi ek işlem türlerini gerçekleştirmek için makinelere ek ekipmanlar takılıdır.
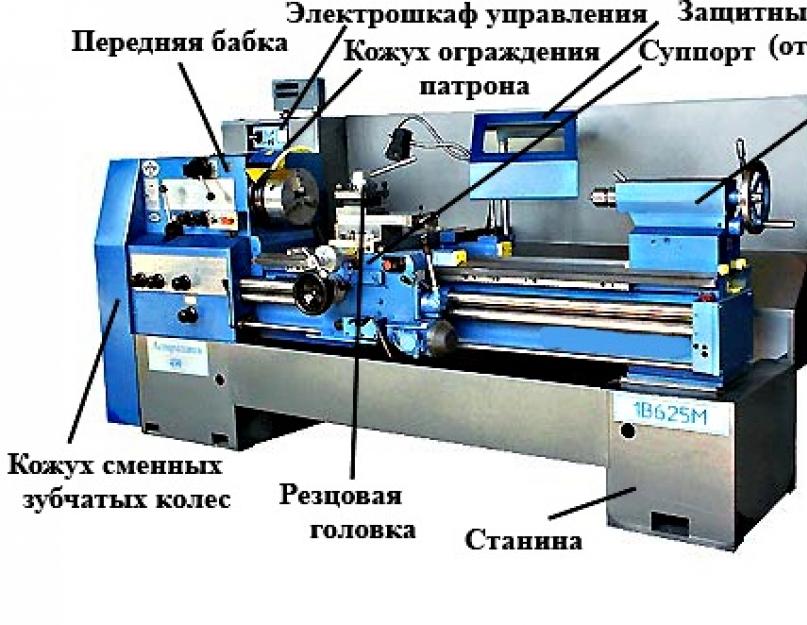
TPencere vidası kesme makinesi, demir dışı ve demirli metallerle torna işleri için tasarlanmıştır.

TPencere vidası kesme makinesi aşağıdakilerden oluşur:
- İLEtanen, makinenin tüm mekanizmalarının montajı için çerçeve olan makinenin ana parçasıdır.
- Pmesnetli - iş milinin, dişli kutusunun ve diğer elemanların içine yerleştirilmesinden dolayı iş mili mesneti olarak da adlandırılır.
- İLEBesleme kutusu, iş milinden desteğe doğru hareket sağlar.
- İLEDestek – kesici takımı sabitlemek ve beslemek için tasarlanmıştır.
- Fartuh - silindirin dönüşünü pergelin hareketine dönüştürmek için gereklidir.
- Cmerkez - bir iş parçasını veya aleti desteklemek için bir kurulum.
2.1 Vida kesme tornası modeli 1A62
2.2 Torna modeli IA62'nin sürtünme kavraması
2.3 Punta tasarımı
2.4 Vida kesme tezgahının tasarımı
2.5 Tornanın bakımı
2.6 Tornanın ayarlanması
2.7 Torna güvenliği
2.8 Merkezlerde işlenen parçaları sabitlemeye yönelik cihazlar
2.9 Torna doğruluğu
Zburada öğreneceksin bir tornanın doğruluğu nasıl belirlenir ve ayarlanır, tornalama sırasındaki rijitlik, mandrellerde işleme, mandrelle çalışma gibi ana kavramlar.
Pravila işİle mil mandrelleri. Tornalama bölümünde ele aldığımız vida kesme tezgahları, örneğin vida kesme tornası 1A62. Hakkında daha fazla ayrıntı dönüm araçları, türleri, tornalama aleti malzemeleri onların tasarımı. Kesicinin aşınması ve dayanıklılığı da tornalama üzerinde önemli bir etkiye sahiptir.
Daha önce bir tornacı mesleği popüler olsaydı, artık gençler genellikle ofis işlerini tercih ederken, "ofis planktonu" miktarı tamamen ölçek dışı. Turner bugün gerçekten talep gören bir meslektir. Makine mühendisliği, savunma sanayi, uçak ve gemi inşaatı dalları her geçen gün ufuklarını genişlettiği için profesyonel ellere her zaman ihtiyaç duyulacaktır. Bir tornacının ortalama maaşını inceleyerek bu işin makul bir şekilde ödendiğini söyleyebiliriz. İşverenler ayda 30 ila 60 bin ruble ayırmaya hazır. Tabii ki maaş, çalışanın becerilerine ve kategorisine bağlıdır.
Çeviricilerin rütbeleri, çalışanın maaşına yansıyan bir tür beceri düzeyidir. Bir çalışan ne kadar çok deneyime sahip olursa, o kadar çok bilgi ve beceriye sahip olur, rütbe de o kadar yüksek olur, ancak her şeyden önce.
İşin içeriği nedir?
Ana görev, rotasyon sırasında parçaları ve ürünleri işlemektir. Bir profesyonel keserek farklı malzemeleri işleyebilecektir. Tornalama ekipmanını kullanan bir işçi yalnızca parçaları delebilmeli, aynı zamanda bunları kalibre edebilmeli veya havşa açabilmelidir. Doğru okuyabilmesi gereken gelecekteki parçaların çeşitli çizimleri, görevlerini tamamlamasına yardımcı olur. İş süreci sırasında tornacı tüm güvenlik gerekliliklerine uymalıdır, çünkü parçalar tornalamadan sonra yedi yüz santigrat dereceye kadar ısınabilir.
Seviyeyi yükseltmek neden önemlidir?
Turnerların rütbeleri bilgi ve becerilerinin doğrudan bir yansımasıdır. Bugün üçüncüden daha yüksek bir sıralamaya sahip profesyonel tornacılar çeşitli endüstriler tarafından oldukça takdir edilmektedir. Ancak örneğin mühendislik ve savunma sektörlerinde 3. kategorinin maaşları önemli ölçüde farklılık gösterecektir. Savunma sektörü en yüksek maaşı veren sektörlerden biri olarak kabul ediliyor ancak sıralamanızı nasıl yükseltebilirsiniz?

"Turnacı" mesleği, metallerin özelliklerinin incelenmesine, kesilmesine ve çizimlerinin okunmasına dayanan teknik bir çalışmadır. Turner ilk rütbesini bir eğitim kurumunda alır, ancak bu aşamada yalnızca teoride uzmanlaşır. İkinci sırayı alabilmesi için, üç aylık ek bir eğitimden geçmesi ve makine üzerinde çalışma pratiği yapması gerekiyor. Bir yıl sonra, ikinci kategorideki bir tornacı üçüncü kategoriye yükselme hakkına sahiptir ve daha karmaşık parçalar üretebilmelidir. Ayrıca bir yıl sonra sıralamayı dördüncü sıraya yükseltebilirsiniz. Tüm sınavlar geçilirse, ancak iki yıllık eğitimden sonra 5. kategoriyi almaya başlayabilirsiniz. Bu aşamadaki ayrıntılar yüksek karmaşıklığa karşılık gelir. Sıralamayı altıncıya çıkarmak istenirse bunun için üç yıl daha gerekecek.

Tüm bu eğitimler işveren tarafından sağlanabilecek ileri düzey eğitim kursları aracılığıyla sağlanabilir. Turnerların rütbeleri ne kadar yüksek olursa, ücretleri de o kadar yüksek olur. Uzmanlaşılması gereken asgari ortaöğretim uzmanlık eğitimidir. Tornacılık kolay bir meslek değildir; iyi bir göz, mükemmel ince motor becerileri ve iyi bir matematik bilgisi gerektiren bir iştir.
Kişisel nitelikleri
Her şeyden önce, uzun süre ayakta kalması gerektiğinden, tornacının çok dayanıklı bir insan olduğunu anlamaya değer. Atölyedeki yüksek sıcaklıklarda bile koruyucu giysilerini çıkarmamalıdır. Ayrıca herkes bir tornanın becerilerine hakim olamaz. Profesyonel bir tornacı aşağıdaki niteliklere sahip olmalıdır:
- sorumluluk;
- sabır;
- organizasyon;
- teknik düşünme;
- detaylara sürekli dikkat;
- yüksek konsantrasyon;
- iyi hayal gücü.
Bir kişinin bu nitelikleri varsa, dönmenin temellerine hakim olması onun için çok kolay olacaktır. Ayrıca bu meslekte gerçek bir profesyonelin iyi bir hafızaya, keskin bir görüşe ve doğru bir göze sahip olması gerekir.
Turner'ın iş yeri
Bir tornacının çalışma sırasındaki asıl görevi, tüm güvenlik gerekliliklerine uymaktır. Torna tezgahlarında yapılan işlerde yaralanma riski yüksektir, bu nedenle bu meslek için işgücünün korunması oldukça önemli bir nüanstır.

Tornacının çalışma alanı, makinenin yanı sıra çeşitli arabalar veya elektrikli vinçler gibi yardımcı kaldırma ve taşıma ekipmanlarından oluşur. Rahat çalışma için şunlara sahip olmanız gerekir:
- işyerini düzenlemek için çeşitli raflar;
- uygun araçlar;
- parça üretimi için teknolojik cihazlar;
- resepsiyon masası;
- takım dolabı;
- dar uzmanlık gerektiren çeşitli cihazlar vb.
Hangi tornacı kategorileri var?
Birçok kişi tornacılığın evrensel bir meslek olduğunu düşünüyor ancak durum bundan çok uzak. Dar bir uzmanlığa sahip işçiler var. Şu ana kadar en yüksek ücretleri, farklı işlemlerle ve farklı malzemelerden parçalar üretebilen genel işçi olarak kabul edilenler alıyor. Çoğu zaman bu, bir tornacı mesleğine kapsamlı bir şekilde hakim olan gerçek bir profesyoneldir. Bu tür uzmanlar çeşitli alanlarda eğitim almaktadır.

Artık bir çalışanın dar odağının belirlenebileceği bir sınıflandırma var:
- tornacı-delici (delici makinelerde çalışır);
- torna-freze operatörü (düz ve karmaşık yüzeylerin, yuvarlak ve dişli deliklerin işlenmesi);
- döner tornacı (dönme sırasında parçaları farklı açılarda işler);
- genelci (işlenmesi zor olan tek parçalar üretir).
Üniversal bir torna makinesi en yüksek ücretli kategorilerden biridir, çünkü bu uzmanın yalnızca çizimlere göre parça üretebilmesi değil, aynı zamanda makineleri tamir edebilmesi de gerekir.
Çizim sonuçları
"Tornacı" mesleği metal işlemeye dayanmaktadır, bu nedenle bu alandaki bir uzmanın malzemelerin çeşitli fiziksel ve kimyasal özelliklerini bilmesi gerekir. Ayrıca montaj fabrikaları, inşaat, tamir fabrikaları, otomotiv sanayi ve savunma sektöründe her zaman iş bulabilen evrensel bir uzmandır.
Tornalama sanayi devriminin şafağında ortaya çıktı ve o zamandan bu yana çok yol kat etti. Günümüzde tornacılık mesleği gençler için çekiciliğini yitirmiştir. Ancak öte yandan çok sayıda bilgisayar kontrollü makinenin ortaya çıkmasıyla birlikte tornalama yeni bir anlam kazanarak mühendislik sanatı kategorisine giriyor. Torna parçaları makine mühendisliği, elektrik enerjisi mühendisliği, inşaat ve diğer endüstri ve teknoloji alanlarında kullanılmaktadır.
Tornalamanın temel prensipleri
Yeni başlayanlar için dönüş, anlaşılmaz terimlerle dolu karanlık bir orman gibi görünüyor. Aslında tornalama işleminin özü oldukça basittir. Torna tezgahının ana aleti, kelepçeli parçanın yüksek hızda döndüğü ve kesici elemanın ahşap, metal veya plastik üzerinde işleme işlemleri yaptığı bir makinedir.
Çok çeşitli malzemeler işlenebilir. Tornalamada en popüler malzeme şüphesiz çeliktir.
Ancak tarihsel olarak her şey ahşap işlemeyle başladı; Hermitage koleksiyonunda Büyük Petro'nun hâlâ çalışan 12 tornası korunuyor. Rus Çarı el sanatlarına düşkündü ama ahşap ve metal parçaları çevirmek onun en sevdiği eğlenceydi.
Modern makineler elbette ilk ahşap modellerden çok daha karmaşıktır. Ancak manuel tahrik yerine elektrik motorunun ortaya çıkmasına ve boyutların birden fazla artmasına rağmen temel prensip aynı kalıyor.
Bir torna tezgahı birkaç temel unsurdan oluşur:
- diğer tüm elemanların tutturulduğu çerçeve;
- parçayı sabitlemek için motorlu ve milli mesnet;
- üzerinde bir kesici bulunan, çerçevedeki kılavuzlar boyunca hareket eden bir kumpas;
- kilitleme boyutlu parçalara sahip punta.
Parça sıkıştırılır, sürücü ona dönüş sağlar ve kesme veya frezeleme takımının konumu ayarlanarak malzeme işlenir.

Hem metal hem de ağaç işlemede kullanılan standart tornalama işlemleri şunlardır:
- kürelerin, konik ve silindirik iş parçalarının döndürülmesi;
- kırpma;
- parçaların iç ve dış kısımlarında olukların kesilmesi;
- kesme;
- hizalama;
- sondaj;
- diş kesme, dış ve iç;
- havşa açma.
Her işlem, malzemeye, gerekli işleme doğruluğuna ve makinenin tasarım özelliklerine göre seçilen özel bir alet gerektirir.
Tornalama ekipmanı türleri
Sovyet döneminde, gençlerin okuldan sonra tornacılık mesleğini tamamen ücretsiz olarak öğrenebilecekleri geniş bir meslek okulları ağı vardı. Eğitim programı teorik bir kısmı, okul duvarları içindeki bir eğitim makinesinde pratik çalışmayı ve endüstriyel uygulamayı içeriyordu. Teorik eğitimin metal özelliklerinin incelenmesinin yanı sıra en önemli unsurlarından biri de alet kullanmayı öğrenmekti. Profesyonel bir tornacı, her bir kesici tipinin neden gerekli olduğunu, makineye nasıl monte edildiğini ve işlemenin hangi açıda gerçekleştiğini anlamadan yapamaz. Artık tornalama takımları ve frezeleme takımlarının katalogları, tornacılar için devasa formatta çok ciltli referans kitapları ve kılavuzlardır. Metal işleme operasyonlarının her türlü inceliği için tasarlanan ekipmanın çeşitliliği, biyolojideki türlerin sınıflandırılmasıyla karşılaştırılabilir. Hiçbir üretimin onsuz yapamayacağı ve çoğu işlemin gerçekleştirilebileceği ana aletler kesicilerdir:
- taşlama için kullanılan geçiş;
- sıkıcı, kör delikleri keskinleştirmenize izin verir;
- dilimleme için kesme;
- iş parçalarındaki dişleri kesmek için dişli olanlara ihtiyaç vardır;
- şekilli;
- oluklu;
- fileto.

Torna eğitimi, bu kesicilerin her türüyle çalışmaya hazırlığı içerir. Ve her takım, hassas takım tutma özellikleri gerektirir. Bileme açısı, kesicinin parçaya yaklaşma açısı, ilerleme hızı. Bu durumda malzeme değişikliği ile tüm parametreler değişecektir. Çelikte bile çeşitli katkı maddelerinin varlığına bağlı olarak işleme süreci ayrı ayrı ayarlanır.
Artık üreticiler arasında bulunabilen makineler bir dizi parametre açısından büyük farklılıklar göstermektedir:
- boyuta göre: ev atölyesi için masaüstü makinelerden, hidroelektrik santrallerin parçalarını işlemek için onlarca ton ağırlığındaki endüstriyel makinelere;
- kontrol yöntemiyle: manuel, CNC, tam otomatik sistemler;
- işlenmiş malzemelere göre: ahşap, metal, sert plastikler için.
Acemi bir tornacının ilk deneyimleri torna tezgahını, genel çalışma prensiplerini ve parçaları kesmek için en basit işlemleri incelemekle başlar. Ayrıca becerilerin artması, makineyle çalışma ve teorik eğitimle birlikte, örneğin diş açma veya kanal açma gibi yeni çalışmalara geçebilirsiniz.

Ancak becerilerdeki ilerleme hızlı olmaktan çok uzaktır; uzun ve özenli eğitim fikrine alışmanız gerekecek. Meslek okullarında eğitim süresi 3 yıl artı endüstriyel uygulamadan oluşmaktadır ve bu da teorik bilginin bambaşka bir şekilde sunulmasını sağlamaktadır.
Turner rütbeleri
Mesleki eğitimin artmasıyla birlikte, bir tornacı bir sonraki aşamaya geçmek için sınavları geçerek becerilerini doğrulayabilir; rütbe ne kadar yüksek olursa, uzmanın ihtiyaç duyduğu teorik bilgi o kadar fazla olur ve ayrıca aletlerde daha iyi ustalık göstermesi gerekir.
- 2. kategori tornacı, 12-14 kalite parçalarla üniversal makinelerde çalışma becerisine sahiptir;
- 3. kategorideki bir tornacı, evrensel makineler kurma, plazma torçla çalışma, kesicileri bileme konusundaki becerilerini doğruladı ve 7-10 kalitedeki parçaları işlemeye hazır;
- 4. kategorideki bir torna makinesi plazma-mekanik işlemeyi gerçekleştirir, üç veya daha fazla destekli kızakları kontrol eder, çift başlangıçlı dişleri keser;
- 5. sınıf bir torna makinesi, 6-7 doğruluk derecesine kadar karmaşık parçaları işler, yüksek alaşımlı çelikleri işler ve çok başlangıçlı dişleri yuvarlar;
- 6. sınıf tornacı mesleki becerinin en üst seviyesidir; bir uzman 5. sınıfla çalışır ve çeşitli birleşme yüzeyleri olan ince bir aleti ayarlayabilir.

Rütbeden rütbeye geçmek için sınavları geçmek en az bir yıllık bir süre ile ayrılır.
Son altıncı kategori, teorik kısımda çok yüksek düzeyde hazırlığı, parçaların işlenmesinde ve makinelerin kurulumunda pratik becerileri gösterir. Böyle bir uzmanın maaşı, profesyonel bir mühendisin maaşını aşabilir.
Ve bazen bir işletmedeki üretim süreci tamamen benzersiz tornalama becerilerine sahip bir uzmana bağlı olabilir. Tornalama uzmanlığı sınavlarına girmek birçok profesyonel eğitim merkezinde açıktır; genellikle sınav için ayrıca bir eğitim kursuna katılmanız ve yeniden eğitim ve sınavın kendisi için ödeme yapmanız gerekecektir.
Nasıl metal işleme uzmanı olunur?
Örneğin bir doktor mesleğinde olduğu gibi tornalama eğitimi tüm yaşam boyu sürer, önemli miktarda teorik bilgi, kitap ve ustalaşması gereken pratik becerilerin yanı sıra, sürekli güncellenen bir ekipman filosu da vardır. çalışma gerektiriyor, torna tezgahları gelişiyor. İşlenmiş malzemelerin çeşitliliği de artıyor ve üzerinde çalışılmamış özelliklere sahip yeni kompozit ve polimer malzemeler ortaya çıkıyor.
Altıncı baskıya önsözTornalama eğitimini indirin
giriiş
Birinci bölüm. Tornalama hakkında kısa bilgi
Bölüm I. Vida kesme torna tezgahının tasarımına ilişkin temel kavramlar
§ 1. Torna tezgahlarının amacı
§ 2. Torna çeşitleri
§ 3. Vida kesme tezgahının ana bileşenleri
§ 4. Yatak
§ 5. Mesnetli
§ 6. Besleme mekanizmaları
§ 7. Destek
§ 8. Önlük
§ 9. Punta
§ 10. Torna tezgahının bakımına ilişkin kurallar
Bölüm II. Metal kesme işleminin temelleri
§ 1. Torna tezgahlarında işlerken kesme elemanları
§ 2. Talaş oluşumu süreci
§ 3. Kesme sıvıları
§ 4. Kesicilerin ve diğer kesici aletlerin imalatında kullanılan malzemeler
§ 5. Tornalama takımları
§ 6. Kesicilerin bilenmesi
Bölüm III. Güvenlik Özeti
§ 1. Güvenlik önlemlerinin önemi
§ 2. Makine atölyelerinde güvenlik önlemleri
§ 3. Yangın güvenliği kuralları
Bölüm IV. Dış silindirik yüzeylerin tornalanması
§ 1. Boyuna tornalama için kesiciler
§ 2. Kesicinin kurulumu ve sabitlenmesi
§ 3. Parçaların merkezlere montajı ve sabitlenmesi
§ 4. Parçaların kartuşlara montajı ve sabitlenmesi
§ 5. Çeneli aynaların vidalanması ve vidalanması
§ 6. Pürüzsüz silindirik yüzeyleri döndürme teknikleri
§ 7. Silindirik yüzeyleri çıkıntılarla döndürme teknikleri
§ 8. Tornalama sırasında kesme modunun unsurları
§ 9. Kesicinin bakımı
§ 10. Silindirik yüzeyleri döndürürken parçaların ölçülmesi
§ 11. Silindirik yüzeylerin döndürülmesindeki kusurlar ve bunları önlemek için önlemler
§ 12. Silindirik yüzeyleri döndürürken güvenlik önlemleri
Bölüm V. Uç yüzeylerin ve çıkıntıların işlenmesi
§ 1. Uç yüzeylerin ve çıkıntıların işlenmesinde kullanılan kesiciler ve bunların montajı
§ 2. Uç yüzeyleri ve çıkıntıları kesme teknikleri
§ 3. Uç yüzeyleri ve çıkıntıları ölçme teknikleri
§ 4. Uç yüzeyleri ve çıkıntıları keserken güvenlik önlemleri
§ 5. Uç yüzeyleri ve çıkıntıları keserken kusurlar ve bunları önlemek için önlemler
Bölüm VI. Dış Kanal Açma ve Kesme
§ 1. Oluk açma ve kesme için kesiciler, bunların montajı
§ 2. Oluk açma ve kesme teknikleri
§ 3. Ölçme olukları
§ 4. Kanal açma ve kesme sırasındaki kusurlar ve bunları önlemek için alınacak önlemler
Bölüm VII. Silindirik deliklerin delinmesi ve raybalanması
§ 1. Tatbikatlar
§ 2. Bükümlü matkapların bilenmesi
§ 3. Sabitleme matkapları
§ 4. Delme teknikleri
§ 5 Delme sırasında kesme modunun elemanları
§ 6. Raybalama
§ 7. Bazı matkap türlerinin tasarım özellikleri
§ 8. Elle beslemenin mekanikle değiştirilmesi
§ 9. Sondaj sırasındaki kusurlar ve bunları önlemek için alınacak önlemler
Bölüm VIII. Merkezleme
§ 1. Orta deliklerin amacı ve şekli
§ 2. Orta deliklerin işaretlenmesi
§ 3. Merkezleme teknikleri
§ 4. Hizalama sırasındaki kusurlar ve bunları önlemek için alınacak önlemler
Bölüm IX. Silindirik deliklerin havşalanması, raybalanması ve delinmesi. İç kanalların tornalanması
§ 1. Silindirik deliklerin havşalanması
§ 2. Silindirik deliklerin geliştirilmesi
§ 3. Silindirik deliklerin açılması
§ 4. Silindirik deliklerin delinmesi ve kör edilmesi için teknikler
§ 5. Silindirik deliklerin işlenmesindeki kusurlar ve bunları önlemek için alınacak önlemler
§ 6. İç uç yüzeyleri kesme ve iç olukları döndürme teknikleri
§ 7. Silindirik deliklerin, iç olukların ve girintilerin ölçümü
Bölüm X. Basit parçaların tornalanması
§ 1. Pimin döndürülmesi
§ 2. Düz ve kademeli millerin döndürülmesi
Bölüm XI. Tornalarda parçaların işlenmesi için teknolojik süreçlerin oluşturulmasının temel prensipleri
§ 1. Teknolojik ve üretim süreçleri kavramı
§ 2. Teknolojik sürecin unsurları
§ 3. Makine mühendisliğinde üretim türleri
§ 4. Mekanik işleme teknolojik sürecinin gelişim ilkeleri
§ 5. Kurulum tabanları kavramı ve seçimi
İkinci bölüm. Konik yüzeylerin işlenmesi. Şekilli yüzeylerin taşlanması. Yüzey bitirme. Üçgen iplik kesme
Bölüm XII. Konik yüzeylerin işlenmesi
§ 1. Koni kavramı ve elemanları
§ 2. Konik yüzeyler elde etme yöntemleri
§ 3. Punta gövdesinin enine yer değiştirmesi ile konik yüzeylerin taşlanması
§ 4. Kaliperin üst kısmını çevirerek konik yüzeylerin taşlanması
§ 5. Konik yüzeylerin konik bir cetvel kullanılarak işlenmesi
§ 6. Konik yüzeylerin geniş bir kesiciyle işlenmesi
§ 7. Konik deliklerin açılması ve raybalanması
§ 8. Konik yüzeylerin ölçümü
§ 9. Konik yüzeylerin işlenmesindeki kusurlar ve bunları önlemek için alınacak önlemler
Bölüm XIII. Şekilli yüzeylerin döndürülmesi
§ 1. Şekilli kesiciler, kurulumu ve çalışması
§ 2. Şekillendirilmiş yüzeylerin geçiş kesicilerle taşlanması
§ 3. Şekillendirilmiş yüzeylerin fotokopi makinesi kullanılarak işlenmesi
§ 4. Şekilli yüzeylerin döndürülmesindeki kusurlar ve bunları önlemek için alınacak önlemler
Bölüm XIV. Yüzey bitirme
§ 1. İşlenmiş yüzeyin pürüzlülüğü
§ 2. İnce tornalama
§ 3. Bitirme veya alıştırma
§ 4. Yüzeyin rulo ile yuvarlanması
§ 5. Yuvarlanma
Bölüm XV. Diş açma
§ 1. Konular hakkında genel bilgi
§ 2. İplik çeşitleri ve amaçları
§ 3. İplik ölçümü ve kontrolü
§ 4. Üçgen dişlerin kalıplarla kesilmesi
§ 5. Üçgen dişlerin musluklarla kesilmesi
§ 6. Kesicilerle diş açma
§ 7. Dişli kalıplar
§ 8. Diş kesme için vida kesme tezgahının kurulması
§ 9. Değiştirilebilir dişlilerin sayılmasına örnekler
§ 10. Kesicilerle iplik kesme teknikleri
§ 11. Yüksek performanslı diş açma yöntemleri
§ 12. Kesicilerle dişleri keserken kusurlar ve bunu önlemek için önlemler
Üçüncü bölüm. Tornalar. Torna tezgahlarında parça işleme süreçlerinin mekanizasyonu ve otomasyonu
Bölüm XVI. Torna inşaatı
§ 1. Torna tezgahının gelişimine kısa tarihsel bakış
§ 2. Ana torna makineleri türleri
§ 3. Torna tezgahlarının sembolü
§ 4. Yerli üretilen vida kesme tezgahlarının temel özellikleri
§ 5. Torna tezgahlarının sürücüleri
§ 6. Makinenin kinematik diyagramı
§ 7. Dişli kutuları ve besleme mekanizmaları
§ 8. Vida kesme torna tezgahının desteği
§ 9. Önlük
§ 10. Vida kesme torna modeli 1K62
§ 11. Torna Tezgahları
Bölüm XVII. Vida kesme tezgahının doğruluğunun kontrol edilmesi
§ 1. Takım tezgahlarının doğruluğunu kontrol etmek için alet
§ 2. Torna tezgahını kontrol etmek için temel yöntemler
Bölüm XVIII. Torna tezgahlarında parça işleme süreçlerinin mekanizasyonu ve otomasyonu
§ 1. Torna tezgahlarında işleme sürecini mekanize eden cihazlar
§ 2. Torna tezgahlarında işleme sürecini otomatikleştiren cihazlar
§ 3. Bilgisayar kontrollü makineler
§ 4. Otomatik hatlar
Dördüncü bölüm. Metal kesme çalışmasının temelleri
Bölüm XIX. Kesim hakkında genel bilgi
§ 1. Kısa tarihsel bakış
§ 2. Kesici takımların üretiminde kullanılan malzemeler
§ 3. Kesici açıları
§ 4. Kesicinin kurulumu
Bölüm XX. Temel kesme işlemleri
§ 1. Talaş oluşumu süreci
§ 2. Kesiciye etki eden kuvvetler hakkında temel bilgiler
§ 3. Kesme ısısı
§ 4. Kesicinin dayanıklılığı
§ 5. Takım soğutma
§ 6. Çeşitli faktörlerin kesme hızı seçimine etkisi
Beşinci bölüm. Yüksek performanslı metal kesme. En avantajlı kesme koşullarının seçimi
Bölüm XXI. Yüksek performanslı metal kesme
§ 1. Metallerin yüksek hızda kesilmesinin özü
§ 2. Yüksek hızlı kesim için kesicilerin geometrisi
§ 3. Yüksek performanslı kesicilerin modern tasarımları
§ 4. Yüksek hızlı tornalama makineleri için gereksinimler
§ 5. Yüksek hızlı kesim için kullanılan cihazlar
§ 6. Talaşları çıkarmak için cihazlar
§ 7. Yüksek hızlı dönüşle ilgili sorunlar
§ 8. Sert alaşımlı plakalarla donatılmış kesicilerle çalışmaya ilişkin temel kurallar
Bölüm XXII. En avantajlı kesme koşullarının seçimi
§ 1. İşgücü verimliliği kavramı
§ 2. Tornalama sırasındaki güç kavramı
§ 3. Tork
§ 4. Torna pasaportu
§ 5. En avantajlı kesme koşullarının seçimi
Altıncı bölüm. Karmaşık tornalama işi
Bölüm XXIII. Dikdörtgen ve trapez dişlerin kesilmesi
§ 1. Hareketi iletmek için iplikler hakkında genel bilgi
§ 2. Dikdörtgen ve trapez dişlerin kesilmesi
§ 3. Çok başlangıçlı dişleri kesme yöntemleri
§ 4. Çoklu başlangıçlı iş parçacıklarının başlangıçlara bölünmesi
§ 5. Çok başlangıçlı dişleri kesmek için yüksek performanslı yöntemler
§ 6. Döner kesicilerle diş açmaya ilişkin temel bilgiler
Bölüm XXIV. Karmaşık kurulumlu parçaların tornalanması
§ 1. Parçaların sabit dayanaklarda işlenmesi
§ 2. Ön paneldeki parçaların işlenmesi
§ 3. Parçaların karelerde işlenmesi
§ 4. Parçaların mandrellerde işlenmesi
§ 5. Eksantrik parçaların işlenmesi
Yedinci bölüm. İşyerinin organizasyonu ve bir tornanın çalışması. Torna tezgahlarında parçaların işlenmesinde teknolojik süreç
Bölüm XXV. İşyerinin organizasyonu ve bir tornanın çalışması
§ 1. Turner işyerinin organizasyonu
§ 2. Tornacının işyerinin düzeni
§ 3. İşyerinde düzen ve temizlik
§ 4. İşyerinde emeğin organizasyonu
§ 5. Çok makineli çalışma
Bölüm XXVI. Akılcı tornalama yöntemleri
§ 1. Yenilikçi tornacıların kullandığı teknolojik teknikler
§ 2. Ana (makine) süresinin azaltılması
§ 3. Yardımcı zamanın azaltılması
§ 4. Parça süresini azaltmak için karmaşık yöntem
Bölüm XXVII. Makinelerde parçaların işlenmesinde teknolojik süreç
§ 1. Parçaların işlenmesi için teknolojik sürecin geliştirilmesi hakkında genel bilgi
§ 2. Parçaların işlenmesi için teknolojik sürecin hazırlanması prosedürü
§ 3. Parçaların grup işleme yöntemi
§ 4. Takım tezgahlarında parçaların işlenmesine ilişkin teknolojik sürecin haritaları
§ 5. Teknolojik disiplin
Bölüm XXVIII. Torna tezgahlarında parçaların işlenmesi için teknolojik süreçler
§ 1. Burçları döndürmenin teknolojik süreci
§ 2. Diskleri döndürmenin teknolojik süreci
§ 3. Bardak çevirmenin teknolojik süreci
Bölüm XXIX. Tornalarda parçaların işlenmesi için teknolojik süreçlerin hazırlanmasına örnekler
§ 1. Kademeli bir silindirin işlenmesi
§ 2. Baskı somununun işlenmesi
Ek I. Vida kesme tornası modeli 1K12 için veri sayfası
Ek II. Geçiş sınıflandırıcı
Ek III. Talaşlı İmalat Operasyon Kartı
Ek IV. Kademeli silindirin işlenmesi için teknolojik harita
Ek V. Baskı somununun işlenmesi için teknolojik harita