Lemljenje je spajanje dva ili više metalnih dijelova sa legurom drugog metala, koja se naziva lem.
Dijelovi za lemljenje se nanose jedan na drugi, a tekući rastopljeni lem se ulijeva u razmak između njih. Kako se lem hladi, on se stvrdnjava i čvrsto povezuje dijelove za lemljenje.
Lemovi su legure koje se koriste za lemljenje. Ovisno o sastavu legure, lemovi su tvrdi - od legura bakra i cinka (bakar-cink) ili srebra, bakra i cinka (srebro) i meki - od legura kalaja, olova i antimona (kalaj-olovo).
Bakarno-cink lem sadrži od 36 do 56% bakra. Njegova tačka topljenja je 700-900 °, tako da se lem ne topi lemilom, već se topi samo u kovačnici, plameniku, benzinskom plameniku itd.
Kalajni olovni lemovi (GOST 1499-54), za razliku od bakarno-cink lemova, lako se tope i mogu se nanositi na metal pomoću lemilice.
Za najtrajnije spajanje metala koji se lemi sa lemom, potrebno je da tečni lem bude u bliskom kontaktu sa površinom metala koji se lemi i da je dobro povezan sa njom. Da biste to učinili, zalemljena površina dijela prije lemljenja se čisti turpijom, brusnom krpom itd. dok se ne dobije metalni sjaj. Takvo mehaničko čišćenje uklanja prljavštinu, masnoću, boju i druge naslage sa površina koje se lemljuju. Pod utjecajem atmosferskog kisika, očišćena površina se vrlo brzo prekriva oksidnim filmom, nevidljivim oku, koji će ometati čvrsto spajanje lema na površinu dijela i neće doći do jakog lemljenja.
Da bi se metal zaštitio od oksidacije, površina koja se lemi ili kalajiše je prethodno premazana hemikalijama koje se nazivaju fluksovi. To uključuje: boraks, amonijak, cink hlorid, hlorovodoničnu kiselinu.
Boraks je bijele boje i lako se otapa u vodi. Na zraku se prozirni kristali boraksa raspadaju u bijeli prah.
Kada se rastali, boraks otapa metalni oksid, što rezultira čistim metalnim površinama koje se lako lemljuju.
U većini slučajeva, u praksi, boraks se koristi u obliku praha, ali se može koristiti i u otopljenom obliku.
Boraks u obliku praha nanosi se na mjesta lemljenja ili razrjeđuje vodom neposredno prije upotrebe i dobijena tečna kaša prekriva mjesta koja se lemi.
Da bi se boraks zaštitio od vlage, treba ga čuvati u zatvorenim kutijama.
Amonijum hlorid je u obliku prozirnih kristala ili belog praha, lako rastvorljiv u vodi, a koristi se za pripremu tečnosti za lemljenje. Kada se zagrije, veže kisik na oksidiranu metalnu površinu, stvarajući s njom kemijske spojeve, što rezultira čistom metalnom površinom.
Prilikom lemljenja amonijak se koristi za kalajisanje i čišćenje lemilica.
Cink hlorid (nagrizena hlorovodonična kiselina) takođe služi kao tečnost za lemljenje i nanosi se na površinu delova koji se lemljuju.
Za pripremu cink hlorida, komadići metalnog cinka stavljaju se u hlorovodoničnu kiselinu koja se u njoj rastvara (kiseli hlorid se spaja sa cinkom). U tom slučaju kiselina jako ključa i iz nje se oslobađaju mjehurići vodika, koji se u kiselini zamjenjuje cinkom. Dobijeni cink hlorid se mora filtrirati.
Hlorovodonična kiselina (tehnička) ima žućkastu nijansu, jak miris, dimi se na sobnoj temperaturi (14-16 °), oslobađajući štetne otrovne gasove.
Hlorovodonična kiselina se koristi za lemljenje pocinkovanog čelika i za pripremu fluksa - cink hlorida.
Kiselinom se mora pažljivo rukovati kako bi se izbjegle opekotine. Treba ga razrijediti vodom dodavanjem kiseline u vodu, a ne obrnuto.
Kada se meki lemljeni čelik, lim ili mesing, cink hlorid koristi kao fluks.
Prilikom lemljenja pocinčanih dijelova i pocinčanog čeličnog lima fluks je čista hlorovodonična kiselina.
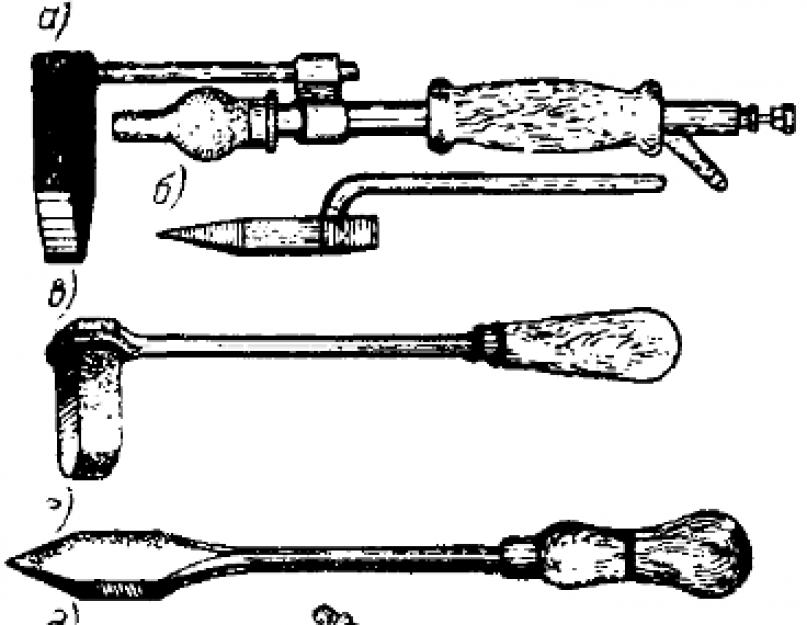
Lemljenje se vrši lemilom od crvenog bakra (sl. 115). Takvo lemilo se dobro zagrijava i brzo odaje toplinu na površine koje se lemljuju.

Rice. 115. Vrste lemilica:
a - gas; b, c i d - za buglu; d - benzin; e - električni; g - ispravan oblik radnog dijela lemilice
Osim konvencionalnih lemilica zagrijanih u peći ili na plameniku, koriste se električna i druga lemila.
Kraj lemilice, koji je njegov radni deo, uvek treba da bude dobro napunjen i čist. Napunite lemilicu na sljedeći način. Zagrije se do grimizne boje, a kraj se odseče turpijom. Zatim se kraj lemilice umoči u cink hlorid, na njega se skupi kap rastopljenog iripoja i utrlja na komad amonijaka dok se kraj lemilice ne prekrije ravnomjernim slojem lema (ozračenog).
Prilikom lemljenja mekim lemovima, krajevi dijelova za lemljenje se spajaju, mjesto lemljenja se namaže cink hloridom, a zatim se lemljenje polako vrši zagrijanim lemilom, na čijem se kraju nalazi kap rastopljenog lema. Lem se lijepi za proizvod, brzo se hladi, stvrdnjava i drži dijelove koji se spajaju. Ako se lem ne razilazi duž šava zalemljenih proizvoda, tada je potrebno ponovo pokriti šav fluksom.
Kako bi se izbjegle opekotine, predmet koji se lemi mora biti čvrsto pričvršćen i smješten tako da kap lema koja se slučajno otkotrlja ne može pasti na ruke ili noge radnika.
Lemljenje tvrdim lemovima izvodi se na sljedeći način. Prvo se dijelovi za lemljenje čiste do metalnog sjaja.
Zatim, nakon što su dijelove na mjestima lemljenja premazali fluksom (smeđim), oni su međusobno pričvršćeni mekom žicom u položaju u kojem bi trebali ostati nakon lemljenja. Komadi lema se postavljaju u šavove ispod žice. Nakon toga, dijelovi se zagrijavaju u kovačnici ili plameniku za puhanje dok se lem ne otopi i ispuni šavove koji se lemljuju.
Prilikom zagrijavanja mjesta lemljenja se posipaju boraksom, koji ubrzava topljenje lema i osigurava bolju vezu s metalom dijela. Nakon topljenja i punjenja šavova lemom, dio se pažljivo izvadi iz peći i pusti da se polako hladi, čime se osigurava dobar kvalitet lemljenja.
Kalajrenje je premazivanje metalne površine slojem kalaja. Za kalajisanje malih čeličnih proizvoda, metalna površina mora biti očišćena od kamenca. Da biste to učinili, dio se čisti turpijom ili brusnom krpom do metalnog sjaja. Veliki dijelovi od tankog čeličnog lima ili metalnih limova uronjeni su u drvene rezervoare sa sumpornom kiselinom, koja otapa kamenac. Nakon čišćenja od kamenca, površina materijala se ispere vodom, umoči u cink hlorid i zatim kalajiše.
Sumporna kiselina je uljasta tečnost smeđe nijanse. Koristi se za nagrizanje površine metala tokom kalajisanja. Sumpornom kiselinom treba pažljivo rukovati jer ostavlja duboke opekotine. Kada se razrijedi s vodom, vodi se dodaje sumporna kiselina, a ne obrnuto, jer kada se voda doda kiselini, dolazi do prskanja od jakog zagrijavanja vode.
Kada radite sa sumpornom kiselinom, nosite zaštitne naočare i gumene rukavice. Sumpornu kiselinu treba čuvati samo u glinenim, staklenim ili olovnim posudama sa čepovima od brušenog stakla.
Mali dijelovi se kalajišu lemilom, a veliki dijelovi ili čelični limovi se uranjaju u rastopljeni lim. Iz rastopljenog lima se proizvod ili čelični lim brzo uklanjaju, protresaju, a višak lima se uklanja lanenom kudeljom.
Kako biste izbjegli opekotine prilikom kalajisanja, potrebno je koristiti rukavice i pridržavati se sigurnosnih propisa.
Tinning
To kategorija:
Lemljenje
Tinning
Oblaganje površine metalnih proizvoda tankim slojem legure koja odgovara namjeni proizvoda (kalaj, legura kalaja i olova i sl.) naziva se kalajisanje, a naneseni sloj je polutvrd.
Kalajrenje se u pravilu koristi za pripremu dijelova za lemljenje, kao i za zaštitu proizvoda od korozije i oksidacije.
Kalajsiranje je pripremna operacija za punjenje ležajeva babbitom.
Polupečeno se priprema na isti način kao i lem. Kositar i legure na bazi kositra se koriste kao poludnevne.
Legure kalaja sa olovom i cinkom koriste se za kalajisanje metalnih proizvoda radi zaštite od rđe. Od legura kalaj-bizmuta (90 -10%) dobija se lijepo bijelo i sjajno polugvožđe za kalajisanje umetničkih proizvoda.
Proces pudinga se sastoji od pripreme površine, pripreme laka i nanošenja na površinu.
Priprema površine za kalajisanje zavisi od zahteva za proizvode i od načina nanošenja lima. Prije premazivanja limom, površina se tretira četkom, brušenjem i odmašćivanjem, jetkanjem.
Četke obično tretiraju površine; prekriven kamencem ili jako zaprljan. Prije pripreme, proizvodi se peru čistom vodom, a prilikom obrade koriste se sitni pijesak, plovuć i kreč kako bi se ubrzao proces.
Neravnine na proizvodima uklanjaju se brušenjem abrazivnim točkovima i koricama.
Hemijsko odmašćivanje površina proizvoda provodi se u vodenoj otopini kaustične sode (10 g sode na 1 litar vode). Otopina se sipa u metalnu posudu i zagrijava do ključanja. Zatim se dio uroni u zagrijanu otopinu na 10-15 minuta, izvadi, opere u čistom, nekoliko puta zamijeni toplom vodom i osuši. Na dobro odmašćenoj površini šire se kapi čiste vode.
Masne materije uklanjaju se bečkim limetom. Mineralna ulja se uklanjaju benzinom, kerozinom i drugim otapalima. Proizvodi od bakra, mesinga i čelika se jetkaju 20-23 minuta u 20-30% zagrijanoj otopini sumporne kiseline.
Kalajsiranje se izvodi na dva načina: uranjanjem u polu-dude (mali proizvodi) i trljanjem (veliki proizvodi).
Kalajenje potapanjem se vrši u čistoj metalnoj posudi, gde se polaže i tope lim, nasipajući sitne komadiće drvenog uglja na površinu kako bi se zaštitio od oksidacije. Polako uranjajući u rastopljenu poludnevnu, proizvodi se drže u njoj dok se ne zagreju, zatim se vade, brzo protresajući. Višak poluda se uklanja brisanjem kudeljom posutom amonijakom u prahu. Zatim se proizvod ispere u vodi i suši u piljevini.
Trljanje kalajisanje izvodi se tako što se prvo nanese cink hlorid na očišćeno područje četkom ili vučom. Zatim se površina proizvoda ravnomjerno zagrijava do temperature topljenja poludnevne, koja se nanosi sa šipke. Posipajući kudelju amonijakom u prahu, istrljajte zagrijanu površinu kudeljom tako da se pola dana ravnomjerno rasporedi po njoj. Nakon toga se zagriju i istim redoslijedom služe druga mjesta. Na kraju kalajisanja, ohlađeni proizvod se briše navlaženim peskom, ispere vodom i osuši.
Kalajrenje je proces premazivanja površine dijela (proizvoda) tankim slojem rastopljenog kalaja ili legura kalaj-olovo-olovo (lem). Taj dio kalaja ili njegove legure, koji se nanosi na površinu metala, formira poluluk.
Kalajiranje metalnih proizvoda vrši se kako bi se zaštitili od hrđe (korozije), pripremili površine dijelova za lemljenje mekim lemovima ili prije zalivanja ležajeva babbitom. Proizvodi napravljeni, na primjer, od bakra, posebno kotlovi za hranu, oksidiraju, prekriveni zelenim filmom; hrana iz takvih jela je neprikladna za konzumaciju, jer sadrži otrovne okside. S druge strane, kalaj ne podliježe oksidaciji, pa se od davnina koristi za zaštitu od korozije posuda za konzerviranje, pribora za jelo, kuhinjskog pribora i drugih proizvoda vezanih za skladištenje, pripremu i transport prehrambenih proizvoda. Kalaj se takođe koristi za zaštitu kontakata i delova radio opreme od oksidacije, za zaštitu kablova od delovanja sumpora u elektroizolacionom sloju gume itd. Limene prevlake su izuzetno plastične i lako podnose valjanje, štancanje i izvlačenje. Dijelovi podvrgnuti kalajisanju lako se lemljuju.
Izbor polučvrstih materijala i fluksa. Za kalajisane kotlove i pribor za hranu koristi se samo čisti kalaj razreda 01 i 02. Konkretno, kalaj za konzerve se kalajiše kalajem razreda 01, koji sadrži 99,9% čistog kalaja i ne više od 0,1% nečistoća. Za konzerviranje kuhinjskog pribora i kotlova za kuhanje koristi se razred 02 sa sadržajem kalaja od 99,5% i nečistoćama ne većim od 0,5%. Za kalajisanje umjetničkih proizvoda koriste bijeli sjajni lim, koji se sastoji od legure koja sadrži 90% kalaja i 10% bizmuta. Legura koja se sastoji od pet dijelova kalaja i tri dijela olova može se koristiti kao polovica za nekritične dijelove. U nekim slučajevima, kalajisanje se izvodi kalaj-olovnim lemovima.
Odmašćivanje i uklanjanje oksidnog filma s površine vrši se jetkanjem u vodenoj otopini klorovodične ili sumporne kiseline. Da bi se očišćena površina dijela zaštitila od oksidacije, podmazuje se otopinom cink klorida i odozgo posipa prahom amonijaka.
Metode kalajisanja. Poludnevni se mogu nanositi vrući i galvanskim ili kontaktnim taloženjem. Metoda vrućeg kalajisanja izvodi se na dva načina: uranjanjem dijela u kadu s rastopljenim polumetalom ili trljanjem polumetala na površinu zagrijanu na 220-250 ° C.
Olo8a se može istaložiti iz kiselih ili alkalnih elektrolita. Sastav kiselih elektrolita uključuje različite elemente, na primjer, kalaj sulfat 40-50 g/l, sumpornu kiselinu 50-80 g/l, natrijum sulfat 50 g/l, tehnički fenol (sirova karbonska kiselina) ili krezol 2-10 g / l, ljepilo za stolariju 2-3 g/l itd. Radnu temperaturu kade treba održavati unutar 15-25 °C.
U praksi obrade metala najčešće je potrebno izvršiti kalajisanje dijelova (proizvoda) potapanjem ili brušenjem. Vruće kalajisanje zbog svoje jednostavnosti i lakoće implementacije ima široku primjenu u industriji i u nekim slučajevima zamjenjuje metodu elektrolitičkog kalajisanja.
Proces vrućeg kalajisanja sastoji se od pripreme površine dijela i poluobrada, kalajisanja i završne obrade kalajisane površine (sušenje, poliranje i sl.).
Priprema površine za kalajisanje počinje temeljnim čišćenjem od prljavštine, masnoće i oksida koji onemogućavaju ravnomjerno i trajno spajanje kalaja sa metalom koji se kalajiše. Primijeniti mehaničke i hemijske metode čišćenja.
Mehanička metoda se sastoji u tome da se površina dijela čisti do sjaja pomoću strugača, turpija, abrazivnih koža, mehaniziranih četki itd.
Hemijski način pripreme svodi se na nagrizanje metalne površine kiselinama. Površine dijelova od čelika, bakra, mesinga najčešće se tretiraju 20-30% vodenom otopinom sumporne kiseline 15-25 minuta. Dijelovi od bakra i mesinga mogu se nagrizati rastvorom koji sadrži 10% sumporne kiseline, 5% vrha kalijum hroma i 85% vode. Jetkanje se vrši u kupkama - staklenim, metalnim, emajliranim itd. Ekspozicija tokom jetkanja površina delova u takvom rastvoru je 1,5-2 minuta. Priprema za kalajisanje završava se temeljnim ispiranjem dijela u tekućoj vodi, čišćenjem površine mokrim pijeskom, završnim ispiranjem u vrućoj vodi, trljanjem i sušenjem. Da bi se očišćena površina zaštitila od oksidacije, podmazuje se otopinom cink klorida i odozgo posipa prahom amonijaka.
Tehnike kalajisanja. Kalajsiranje metodom uranjanja u rastopljeni polu-dude sastoji se u tome da se dio pripremljen za kalajisanje prvo uroni u kadu s otopinom cink klorida, a zatim uz pomoć kliješta, kliješta ili posebnih kuka, dio se izvadi iz kupke i, bez skidanja cink hlorida sa površine, uroni u kadu sa rastopljenom poludnevnom, držeći u njoj 2-3 minuta. Nakon toga, konzervirani dio se izvadi iz kade i odmah protrese da se ukloni višak lima. Dok je dio još vruć, brzo se briše kudeljom i amonijakom kako bi se dobio ujednačen, bez pora i glatki poludubinski sloj. Nakon hlađenja, dio se ispere u vodi i osuši. Sušenje u piljevini daje dobre rezultate.
Na konkretnom primjeru pratimo proces kalajisanja metodom uranjanja. Recimo da trebate ozračiti vanjsku i unutarnju površinu tri metalna spremnika kapaciteta po 2 litre. Rad treba izvoditi uzastopno u četiri prijelaza (etape).
Prvi prijelaz je čišćenje rezervoara i priprema 10% otopine kaustične sode za odmašćivanje. Zagrijte otopinu na 70-80 °C. Zatim, naizmenično ili zajedno, uronite rezervoare u kupku za odmašćivanje i potopite u nju 15-20 minuta, u zavisnosti od stepena kontaminacije rezervoara, zatim ih dobro isperite i osušite na izvoru toplote.
Drugi korak je isjeckanje pleha na male komadiće, uronjenje u kadu i zagrijavanje dok se ne rastopi.
Treći prelaz je da se napravi 5-7% rastvor hlorovodonične kiseline i zagreje se na 35-40°C, a zatim se rezervoari urone u kadu i potapaju u njoj 30-40 minuta. Nakon jetkanja, rezervoari se temeljno ispiru u tekućoj vodi i suše.
Četvrti prijelaz je priprema fluksa (25% otopina cink klorida) i potapanje rezervoara u njega. Zatim ih, jednu po jednu, vadite iz kupke s cink hloridom i polako uranjajte u kadu s rastopljenim kalajem. Nakon 2-3 min. izvadite rezervoare iz kade, brzo protresite i obrišite kudeljom posutom amonijakom u prahu kako biste uklonili višak lima i dobili ujednačen i gladak sloj laka bez pora. Nakon toga, isperite rezervoare u tekućoj vodi i osušite u piljevini.
Prilikom kalajisanja trljanjem, površina dijela pripremljenog za kalajisanje podmazuje se otopinom cink hlorida, zatim se posipa amonijakom i ravnomjerno zagrije plamenom gorionika ili u peći na drveni ugljen. Kada cink hlorid počne da ključa, kositar se nanosi na površinu dela u obliku malih komadića ili praha. Polovica će se, nakon što dođe u kontakt sa zagrijanom površinom dijela, početi topiti; odmah se trlja platnenom krpom ili kudeljom posutom amonijakom u prahu. Morate brzo trljati pod, postepeno prelazeći s jednog područja površine koju treba premazati na drugu.
U procesu kalajisanja potrebno je pažljivo pratiti zagrijavanje dijela, jer poluljuska izgara kada se pregrije. Znak pregrijavanja je pojava plavičaste nijanse na površini polovice. Konzervirane površine treba obrisati mokrim pijeskom, dobro isprati čistom vodom, osušiti i po potrebi ispolirati mekom krpom ili flanelom. Ako se nađu mjesta sa nedostacima u kalajisanju (neprianjanje polurude, poroznost i sl.), potrebno ih je ponovo očistiti, kiseliti i ponovo kalajisati potapanjem ili mljevenjem. Treba imati na umu da što je površina bolje pripremljena za premaz, to će pod ležati glatkiji i sloj će biti jači.
Prilikom opisa tehnoloških procesa lemljenja spomenuto je kalajisanje – premazivanje metalnih dijelova tankim slojem lema.
Međutim, kalajisanje se može koristiti ne samo kao jedna od faza lemljenja, već i kao samostalna operacija, kada je cijela površina metalnog proizvoda prekrivena tankim slojem kalaja koji mu daje dekorativne i dodatne performanse. U ovom slučaju, pokrivni materijal se ne naziva lem, već polulem. Najčešće se konzerviraju kalajem, ali se radi uštede može dodati olovo na pola dana (ne više od tri dijela olova na pet dijelova kalaja). Dodavanje 5% bizmuta ili nikla u lim daje prekrasan sjaj kalajisanim površinama. A unošenje iste količine gvožđa u pola dana čini ga izdržljivijim.
Kuhinjski pribor (posuđe) se može konzervisati samo čistom limenom polovinom, dodavanje raznih metala u nju je opasno po zdravlje!
Poludnevnica dobro i čvrsto leži samo na savršeno čistim i bezmasnim površinama, stoga, prije kalajisanja, proizvod se mora temeljito očistiti mehanički - turpijom, strugalicom, brusnim papirom do ujednačenog metalnog sjaja ili kemijski - držati proizvod u kipućoj 10% otopini kaustične sode 1-2 minute, zatim nagrizati površinu 25% otopinom hlorovodonične kiseline.Na kraju čišćenja (bez obzira na metodu) površine se ispiru vodom i suše.
Sam proces kalajisanja može se izvesti trljanjem, potapanjem ili pocinčavanjem (takvo kalajisanje zahtijeva korištenje posebne opreme, pa se galvansko kalajisanje kod kuće obično ne provodi).
Metoda trljanja se sastoji u sljedećem, pripremljena površina se prekriva otopinom cink klorida, posipa amonijakom u prahu i zagrijava do tačke topljenja kalaja.
Lemljenje, kalajisanje i lepljenje
To kategorija:
Popravka motornog grejdera
Lemljenje, kalajisanje i lepljenje
Lemljenje. To je proces spajanja dijelova pomoću posebnog materijala za pričvršćivanje punila - lema i pomoćnog zaštitnog materijala - fluksa.
Koriste se nisko topljivi i vatrostalni lemovi.
Lemovi niskog taljenja (meki) se izrađuju na bazi legure kalaja (O) sa olovom (C) i označavaju se slovima POS sa brojevima koji pokazuju sadržaj kalaja u procentima. Njihova tačka topljenja je manja od 500°C: Koriste se za lemljenje čelika, bakra, cinka, olova, kalaja, sivog liva, aluminijuma, keramike, stakla itd. Veze napravljene sa niskim topljivim lemovima su čvrste, ali ne naročito jaka. Da bi se dobila posebna svojstva, kalaj-olovnim lemovima se dodaju antimon, bizmut, kadmijum i drugi metali. U bravarskom radu najčešće se koristi POS-40 lem.
Vatrostalni lemovi (čvrsti) imaju tačku topljenja veću od 500°C, dizajnirani su za dobijanje jakih spojeva koji su otporni na temperaturne i korozijske uslove. Leme čelik, liveno gvožđe, bakar, nikl i njihove legure. Dijele se na bakar-cink (PMC razredi) i srebrne lemove.
Fluksovi su dizajnirani da obezbede vlaženje površine metala lemom, da zaštite površinu metala i lema od oksidacije tokom zagrevanja i da rastvaraju oksidne filmove.
Postoje fluksovi za meke nisko topljive lemove (cink hlorid, amonijak, kolofonij, paste, itd.), za tvrde vatrostalne lemove (boraks, borna kiselina itd.), kao i za lemljenje aluminijumskih legura (mešavine natrijum fluorida, litijum hlorid, kalijum, cink hlorid itd.), nerđajući čelik (mešavina boraksa i borne kiseline), liveno gvožđe (mešavina boraksa sa cink hloridom).
Proces lemljenja metala uključuje pripremu proizvoda, lemilice za lemljenje i lemljenje samog proizvoda.
Priprema proizvoda se sastoji u čišćenju njegove površine od prljavštine, masti, oksida, korozije, kamenca.
Takvo čišćenje se može izvesti: – mehanički pomoću brusnog papira, turpija, metalnih četki, brusnih ploča, čelične ili lijevanog željeza; - hemijskim odmašćivanjem uz pomoć bečkog kreča razrijeđenog vodom, nanesenog četkom na proizvode; - hemijskim jetkanjem kada je proizvod uronjen u rastvore sumporne, hlorovodonične i drugih kiselina; – korišćenjem ultrazvuka u kadi sa rastvaračem.
Priprema lemilice (slika 3.6) uključuje punjenje radnog dijela pod uglom od 30 ... 40 ° sa otupljivanjem vrha, čišćenje od kamenca i nanošenje (kalajisanje) na krajnji dio lema.
Prilikom lemljenja nemojte dozvoliti pregrijavanje i pregrijavanje lemilice. U prvom slučaju, lem se brzo hladi, formirajući nestabilan spoj, u drugom slučaju (iznad 500 ° C), formira se kamenac i kalajisanje radnog dijela na lemilici je teško.
Na čvrsto spojene dijelove tečni fluks se nanosi četkom, a čvrsti (kolofonijum) se nanosi trljanjem uz zagrijavanje mjesta lemljenja lemilom. Sa kalajisanom lemilom, 2 ... 3 kapi rastopljenog lema se uzimaju iz šipke za lemljenje i prenose na mesto lemljenja, prekriveno fluksom. Nakon zagrijavanja metala, lem se širi prilikom pomicanja lemilice, popunjavajući praznine u šavu. Ohlađeni lem ima sjajnu površinu. Izbočine na lemu uklanjaju se turpijom.
U masovnoj proizvodnji, dijelovi se mogu lemiti uranjanjem u kupku rastopljenog lema.
Tinning. Suština ove bravarske operacije je nanošenje tankog sloja kalaja ili legura kalaja (sa olovom, cinkom, bizmutom itd.) na dio kako bi se površine zaštitile od korozije i oksidacije, da bi im se dala potrebna svojstva, npr. , za dekorativnu površinsku obradu u izradi umjetničkih proizvoda ili pripremu površine ležajeva prije livenja babbitom, prije lemljenja. Ovaj sloj se zove poludnevni.

Rice. 3.6. Priprema lemilice:
a - punjenje gorivom radnog dijela; 6 - čišćenje radnog dijela cink hloridom; c - nanošenje lema; 1 - cink hlorid; 2 - lem
Prije kalajisanja, površine dijelova se tretiraju do čistog metalnog sjaja bilo nehemijskom metodom (turpije, čelična ili četka za kosu sa mokrim pijeskom, brušenjem) ili kemijskom metodom u svrhu odmašćivanja (u otopini kaustična soda pri ključanju, bečki kreč, benzin itd.) i jetkanje (u rastvoru hlorovodonične kiseline uz zagrevanje). Proces kalajisanja se izvodi na dva načina (slika 3.7): potapanjem u poluposudu (a), izlivenom u čistu posudu, sa komadićima drvenog uglja (za zaštitu od oksidacije) i trljanjem, prvo nanošenjem kudelje. na površinu dijela cink hlorida, a zatim ga nanijeti sa štapa sa zagrijanim lemom (c) i trljati ga kudeljom (b). Nakon kalajisanja, dijelovi se ispiru vodom i suše.
Lepljenje. Trenutno se lijepljenju, odnosno trajnom povezivanju dijelova korištenjem različitih ljepila, podvrgavaju svi materijali koji rade u različitim uvjetima.
U mašinstvu se koriste ljepila marki BF i VS, kao i karbinol, bakelit, epoksid i toplinski otporna ljepila.
Ljepilo BF-2 se koristi za lijepljenje metala, bakelita, tekstolita, stakla itd. Mogu se koristiti za lijepljenje obloga kvačila, zaptivanje pukotina i rupa na kućištima mjenjača. Ljepila BF-4 i BF-6 su namijenjena za lijepljenje tkanina, gume, filca. Imaju malo snage.

Rice. 3.7. Dimno kalajisanje: a - potapanjem; c - nanošenje lema; b - trljanje lema kudeljom; 1 - komadi drvenog uglja na podu; 2 - lem
Lepak VS-10T je primenljiv za lepljenje kočionih obloga, lepljenje delova koji rade na temperaturama do 300°C, u vlažnim uslovima, kada su izloženi uljima. Ima snagu i izdržljivost.
Karbinol ljepilo se koristi za lijepljenje dijelova od čelika, lijevanog željeza, plastike i ebonita. Otporan na kiseline, baze, alkohol, vodu, benzin i ulja. Oni lijepe baterije, dijelove karburatora, zatvaraju pukotine, rupe. Nije otporan na visoke temperature.
Bakelitni lak se koristi za lijepljenje brtvi u spojnicama, lijepljenje plastike.
Epoksidna ljepila se proizvode u nekoliko razreda (ED-5X ED-b, ED-40, itd.). Koriste se za lepljenje metalnih i drugih delova, koriste se za popravku kućišta zupčanika, zaptivanje pukotina, naprslina i otklanjanje habanja nosača.
Ljepila otporna na toplinu marki VK-32-280, IP-9, VFK-9 namijenjena su za lijepljenje dijelova od različitih materijala, otpornih na temperaturu i vlagu.
Procesi lijepljenja dijelova za razna ljepila imaju mnogo toga zajedničkog, ali se razlikuju po vremenu i temperaturi i nekim srodnim karakteristikama.
To Kategorija: - Popravka motornih grejdera
Lemljenje je tehnološki proces spajanja metalnih (ili metaliziranih) dijelova rastopljenim lemom, koji, kada se stvrdne, drži zalemljene dijelove zajedno. Spajanje dijelova nastaje zbog difuzije lema u osnovni metal, a da se potonji ne topi. U ovom slučaju, temperatura topljenja lema je mnogo niža od temperature topljenja osnovnog metala.
Lemilo je ručni alat različitih oblika i težina. Dio lemilice koji se direktno lemi je od bakra, a zagrijavanje bakarnog dijela lemilice može se vršiti električnom energijom (električni lemilica), preko plinskog plamena (plinski lemilica) ili u peći.

Lemovi su neki obojeni metali i njihove legure. U zavisnosti od mehaničkih svojstava, lemovi se obično dele na meke i tvrde lemove.Lem je dostupan u obliku limova, traka, šipki, žice, mreža, blokova, folije, zrna, praha i paste za lemljenje.
Meki lemovi su nisko topljivi lemovi sa tačkom topljenja do oko 400°C. Ovi lemovi imaju nisku vlačnu čvrstoću - obično ne veću od 50 - 70 MPa. Najčešći su kalaj-olovni lemovi sa sadržajem kalaja od 18 do 90% razreda POS-18 - POS-90. Pouzdan kontaktni spoj daje POS-30 lem. Ima visoku fluidnost i daje bolju kvašenje površine u poređenju sa jeftinijim POS-18. Za lemljenje aluminijumskih delova koriste se kalaj-cink i drugi lemovi.

Tvrdi lemovi imaju tačku topljenja iznad 500°C. Imaju vlačnu čvrstoću do 500 MPa. Najčešći su bakarno-cink lemovi PMC, bakar-srebrni PSR i bakar-fosfor PMF, posebno PMF-7 (potonji lemovi ne zahtijevaju fluks pri lemljenju bakrenih dijelova).

Tehnološki proces lemljenja sastoji se od sljedećih radnji: priprema površina dijelova, premazivanje površina koje se lemljuju flusom, kalajisanje površina i lemljenje.
Priprema površine dijelova je uklanjanje zagađivača masnih i oksidnih filmova. Čišćenje se vrši mehaničkim i hemijskim metodama.
Površine se premazuju fluksom neposredno prije kalajisanja i lemljenja.
Fluks formira tečnu i plinovitu zaštitnu zonu koja štiti površinu metala i rastaljenog lema od oksidacije. Osim toga, otapa oksidne filmove i nečistoće, stvarajući trosku koja se lako uklanja. Većina fluksa potiče bolje vlaženje lemljene površine rastopljenim lemom i smanjuje površinsku napetost lema. Prema djelovanju na metal, tokovi se dijele na kisele (cink hlorid i fluksovi na njegovoj osnovi);
Bez kiselina (kolofonijum i fluksovi na njegovoj bazi),
Aktivirano (na bazi kolofonija sa dodatkom nekih reagensa i kiselina, koristi se za metale koje je teško kalajisati i lemiti) itd.
Prilikom lemljenja tvrdim lemovima, kao fluks se koristi boraks i fluksovi na njegovoj osnovi.
Ostaci fluksa i troske moraju se pažljivo ukloniti mehanički i pranjem kako bi se spriječila korozija mjesta lemljenja. Izuzetak su kolofonijski tokovi, koji se ne moraju uklanjati. Stoga se koriste za lemljenje izoliranih žica koje se ne mogu prati.
Sigurnosne mjere:
Izuzetno je važno vrlo ozbiljno shvatiti sigurnosne mjere, jer prilikom lemljenja i kalajisanja različiti štetni faktori mogu utjecati na radnika. To uključuje povećano zagađenje vazduha isparavanjem hemikalija, opasnost od požara, prskanje fluksa i lemova i povećanu temperaturu vazduha u radnom prostoru. U ovom slučaju izuzetno je važno imati ličnu zaštitnu opremu.
U radu je važno koristiti visokokvalitetne materijale i alate. Lemovi se koriste za lemljenje proizvoda od mesinga, bronce, bakra. Menadžeri bi trebali provesti kompetentan brifing o tome kako raditi s ovim alatom.
Radove vezane za lemljenje i kalajisanje treba izvoditi u posebno opremljenim i unaprijed pripremljenim prostorijama. Mora postojati sistem ventilacije. Ventilacijske jedinice moraju biti opremljene zvučnim i svjetlosnim alarmima.
U radu je važno koristiti kvalitetne i servisne alate. Prema pravilima tehničke dokumentacije, lemilica mora proći posebne provjere i ispitivanja. Klasa ove opreme mora nužno odgovarati uvjetima proizvodnje i kategoriji prostora. Također morate voditi računa o zaštiti kabela lemilice od kontakta s vrućim predmetima i zaštiti od slučajnih mehaničkih oštećenja.
Jednako važna je i priprema radnog mjesta. Moraju biti opremljeni ventilacijom. Nije dozvoljeno lemljenje i oranje bez upotrebe posebnih zaštitnih naočara. Radno mesto treba da bude opremljeno svetiljkama sa neprozirnim reflektorima. Rasvjetni uređaji moraju biti postavljeni tako da svjetlo ne "udara" u oči radnika.
Lemljenje mekim lemovima dijele se na kisele i nekisele. Za kiselinsko lemljenje koristi se cink hlorid ili tehnička hlorovodonična kiselina kao fluks, za bezkiselinsko lemljenje koriste se bezkiselinski tokovi: kolofonij, terpentin, stearin, pasta za lemljenje itd. Lemljenje bez kiseline daje čist šav; nakon kiselog lemljenja nije isključena mogućnost korozije.
Lemljenje mekim lemljenjem uključuje pripremu proizvoda za lemljenje, pripremu lemilice, topljenje lema, hlađenje i čišćenje šava.
Priprema proizvoda za lemljenje. Snažan lemni spoj može se postići samo ako se mjesto lemljenja prethodno očisti od prljavštine, masti, produkata korozije i oksidnih filmova, koji uvelike ometaju širenje lema i njegovo prodiranje u šav. Površina proizvoda prije lemljenja se čisti, odmašćuje, kiseli, pere, suši i sakuplja.
mehaničko čišćenje površine proizvoda od oksida, rđe i kamenca izvode se brusnim papirom, turpijama, metalnim četkama, brusnim pločama, čeličnom ili lijevanom željezom.
Hemijsko odmašćivanje u alkalnim kupkama je najjednostavniji i najefikasniji način; sastoji se u obradi proizvoda u fino mljevenom bečkom limetu, razrijeđenom vodom do kašastog stanja, koji se četkom nanosi na proizvod, temeljito utrlja i ispere vodom.
Odmašćivanje u organskim rastvaračima koristi se za uklanjanje debelog sloja ulja sa proizvoda sa složenim površinama, sa unutrašnjim šupljinama i dubokim rupama. Za to se koriste aceton, benzol, terpentin, benzin, metil, etil alkohol itd.
hemijsko jetkanje Koristi se u onim slučajevima kada se filmovi oksida i drugih spojeva prisutnih na površini proizvoda ne uklanjaju odmašćivanjem i sprječavaju stvaranje jakog lemnog spoja sa zalemljenim metalom. Jetkanje se vrši uranjanjem proizvoda u rastvore sumporne, hlorovodonične, fosforne i drugih kiselina.
Ultrazvučno čišćenje dramatično smanjuje proces čišćenja dijelova od masnoće. Ova metoda se koristi u slučajevima kada druge metode ne daju željenu čistoću površine. U ultrazvučnim kupkama kao sredstvo za čišćenje koriste se organski rastvarači, alkalni rastvori, topla voda, voda sa sapunom itd.
Priprema lemilice sastoji se prvenstveno u oštrenju pod uglom od 30-40° i čišćenju od tragova kamenca. Zatim se stražnji dio lemilice zagrijava na 250-300°C kod lemljenja malih dijelova i na temperaturu od 340-400°C kod lemljenja velikih. Pazite da se lemilica ne pregrije. Pregrijavanje lemilice iznad 400°C povećava stvaranje kamenca i otežava kalajisanje vrha. Ako lemilica nije dovoljno zagrijana, tada se lem na zalemljenim površinama brzo hladi i pretvara u kašastu masu. Takvo lemljenje je vrlo krhko.
Znak pregrijavanja je pojava zelenkastog plamena i brzog izgaranja kolofonija uz oslobađanje dima umjesto da se otapa. Normalno zagrijavanje lemilice ocjenjuje se po blagom crvenilu stražnjice. Prilikom pregrijavanja, lemilica se skida sa vatre, ostavi da se malo ohladi, stegne u škripac i ispile ravnom turpijom, radni kraj je čist s obje strane i ukloni se neravnine sa rebara (Sl. 454, a).
Prilikom dugotrajnog lemljenja povremeno čistite radni dio lemilice od kamenca čeličnom četkom i turpijom. Zagrijano lemilo (sl. 454, b) brzo se uklanja iz vatre, očišćeno od kamenca potapanjem u cink hlorid (sl. 454, u), zatim sakupe 1-2 kapi lema sa šipke (Sl. 454 G) i pomerite lemilicu preko komada amonijaka (Sl. 454, e) dok se kraj lemilice ne prekrije ravnomjernim slojem lema. Zatim kiselite mesta lemljenja (Sl. 454, e).
Lemilo se nanosi na mesto lemljenja (sl. 454, i), držite ga malo na jednom mjestu da se dio zagrije, a zatim ga polako i ravnomjerno pomjerajte preko mjesta lemljenja. U tom slučaju, rastopljeni lem teče iz lemilice i ispunjava praznine u šavovima (0,05-0,15 mm).
Da bi se spriječilo zagrijavanje dijelova koji se nalaze uz šav, oni su prekriveni mokrim krpama ili uronjeni u vodu.
Radi zaštite od oštećenja, lemilice se odlažu na postolje (Sl. 455).
 |
Nakon hlađenja, šavovi se peru i čiste, uklanjajući oksidni film koji nastaje tokom rastvaranja i isplivava na površinu šljake i ostataka fluksa koji mogu uzrokovati koroziju šava.
U masovnoj proizvodnji dijelova, lemljenje se vrši uranjanjem u kupku rastopljenog lema.
Prijem lemljenja je prikazan na sl. 456, a, preklapanje na sl. 456, b, tanka ploča sa debelim preklopom - na sl. 456, u, unutrašnji šavovi cevi - na sl. 456, g i debele žice - na sl. 456, d.

Karakteristike posuda za lemljenje za skladištenje zapaljivih tečnosti. Posude za lemljenje (burad, limenke) za zapaljive tekućine ili plinove zahtijevaju posebne mjere opreza kako bi se izbjegla eksplozija.
Prije svega, posude se temeljito isperu. Prije lemljenja do vrha se napune vodom i drže neko vrijeme da se pare preostalog goriva potpuno istisnu. Nakon ispuštanja vode, prijeđite na lemljenje.
Prije lemljenja, također možete ispariti spremnik ili ga isprati toplom vodom dok miris goriva ne nestane (bolje je isprati 6% otopinom kaustične sode). Neopranu posudu ne treba donositi na radno mjesto, jer uz uključenu lampu i najmanji nemar može dovesti do eksplozije posude.
Kada je lemljenje završeno i proizvod se potpuno ohladio, višak lema se uklanja sa šava, proizvod se pere i suši u sušilici sa suhom piljevinom ili komprimiranim zrakom.
Lemljenje cijevi se izvodi sljedećim redoslijedom: očistite mjesto lemljenja turpijom ili strugačem, nanesite fluks na mjesto lemljenja četkom, nanesite zagrijano i kalajisano lemilo i lemilicu na mjesto lemljenja , rastopiti lem, ravnomjerno i polako, kontinuirano pomicati lemilicu duž linije šava, dopuštajući lemu da ispuni šav. Nakon završetka lemljenja i potpunog hlađenja cijevi, fluks se uklanja, cijev se ispere u toploj vodi.
Tinning.
Kalajenje se naziva - premazivanje površina metalnih proizvoda tankim slojem legure koja odgovara namjeni proizvoda (kalaj, legura kalaja sa olovom itd.), a naneseni sloj je polupečen.
Kalajrenje se u pravilu koristi za pripremu dijelova za lemljenje, kao i za zaštitu proizvoda od korozije, oksidacije (na primjer, proizvoda za kuhanje i skladištenje hrane).
Polupečeno se priprema na isti način kao i lem. Kao kalaj se koriste kalaj i legure na bazi kositra
Legure kalaja sa olovom i cinkom koriste se za kalajisanje metalnih proizvoda radi zaštite od rđe. Od legura kalaja i bizmuta dobija se prekrasan bijeli i sjajni polukalaj za umjetničke predmete.
Proces kalajisanja sastoji se od pripreme površine, pripreme laka i nanošenja na površinu.
Priprema površine za kalajisanje ovisi o zahtjevima za proizvode, te o načinu nanošenja polovice. Prije premazivanja limom, površina se tretira četkama, brušenjem i odmašćivanjem jetkanjem.
Četke obično obrađuju površine prekrivene kamencem ili jako kontaminirane. Prije pripreme, proizvodi se peru čistom vodom, a prilikom obrade koriste se sitni pijesak, plovuć i kreč kako bi se ubrzao proces.
Neravnine na proizvodima uklanjaju se brušenjem abrazivnim točkovima i koricama.
Hemijsko odmašćivanje površina proizvoda provodi se u vodenoj otopini kaustične sode (po 1 l voda - 10 g sode). Otopina se sipa u metalnu posudu i zagrijava do ključanja. Nakon toga, dio se uroni u zagrijanu otopinu 10-15 min, izvadite ga, operite u čistoj, nekoliko puta zamijenjenom toplom vodom i osušite. Na dobro odmašćenoj površini šire se kapi čiste vode.
Masne materije uklanjaju se bečkim limetom. Mineralna ulja se uklanjaju benzinom, kerozinom i drugim otapalima. Proizvodi od bakra, mesinga i čelika truju se za 20-23 min u 20-30% rastvoru sumporne kiseline uz zagrevanje.
Kalajsovanje se vrši na dva načina potapanjem u rastopljenu polovinu (mali proizvodi) i mlevenjem (veliki proizvodi).

Tinning potapanjem izvode se u čistoj metalnoj posudi, gdje se polože i tope poludude, izlivajući male komadiće drvenog uglja na površinu radi zaštite od oksidacije. Polako uronjen u rastopljeni polu-dude (Sl. 457, a), proizvod se drži u njemu dok se ne zagrije, a zatim se uklanja, brzo protresajući. Višak poluda se uklanja brisanjem kudeljom posutom amonijakom u prahu. Zatim se proizvod ispere u vodi i suši u piljevini.
Trljanje kalaja izvršite tako da prvo nanesete cink hlorid na očišćeno mjesto četkom ili vučom. Zatim se površina proizvoda ravnomjerno zagrijava do tačke topljenja poludnevnice, koja se nanosi sa šipke (Sl. 457, b). Posipajući kudelju amonijakom u prahu, istrljajte zagrijanu površinu tako da se pola dana ravnomjerno rasporedi po njoj (Sl. 457, c). Nakon toga se zagriju i istim redoslijedom služe druga mjesta. Na kraju konzerviranja proizvod se pere.



