مخرطة وخراطة*
جهاز لصنع الأجسام الدوارة من الخشب والمواد الصلبة الأخرى، يسمى "المخرطة" (un Tour، مخرطة دوارة، Drehbank)، معروف منذ العصور القديمة؛ فقط "عجلة الفخار" المستخدمة في صنع الأواني الفخارية المستديرة هي الأقدم منها. تم العثور على المنتجات المخروطة بكثرة بين الآثار المصرية، ولا تزال الآلات ذات التصميم البدائي تستخدم في عصرنا من قبل شعوب مختلفة. وهذه الآلات هي من نوعين: الآسيويون، الذين اعتادوا على وضع القرفصاء، قاموا أيضًا بإعداد آلات T التي تتوافق مع هذه العادة، وقام الأوروبيون بتكييفها حتى يتمكنوا من العمل أثناء الوقوف. على الطاولة تين. يُظهر الشكل 1 الهندوس وهم يديرون عمودًا: يقوم أحد المساعدين بتحويل الجسم الذي تتم معالجته إلى حركة دورانية متناوبة باستخدام حبل، مثل المغزل لإشعال النار عن طريق الاحتكاك. تتكون الآلة نفسها من أوتاد مثبتين في الأرض وعصا أفقية مربوطة بهما، تعمل كأداة، ويدور الجسم الذي يتم تدويره على طرفي مسمارين. يستخدم Kalmyks أيضًا جهازًا مشابهًا، لكن لديهم أيضًا آلة أكثر تعقيدًا لتحويل الأكواب (الجدول 2). بين الأوتاد المثبتة في الأرض، يدور شكل خشبي لـ "مغزل" حقيقي مع رقبة وسماكة بارزة خلفه، والتي تعمل بمثابة "خرطوشة" لربط القطعة التي تتم معالجتها. للاستغناء عن مساعد عند معالجة الأشياء الصغيرة، يتم سحب الحبل فوق "القوس": ثم يقوم السيد بضبط العمل بالتناوب بيد واحدة، ويجب أن يمسك الأداة باليد الأخرى. مثل هذه الآلات المنحنية شائعة بين الفرس والعرب وغيرهم. وفي أوروبا، فضلوا الإشارة إلى الحركة الدورانية بالقدم: على الطاولة. تين. ويصور الشكل 3 هذه الآلة بالشكل الذي تُستخدم به الآن لصنع الأشياء الخشبية في إيطاليا وسويسرا وأماكن أخرى. بدلاً من الرهانات المدفوعة في الأرض، يوجد إطار كامل به شريطين متوازيين أفقيين، حيث يتم تحريك كل من "غراب الرأس" مع نقاط للكائن الذي يتم قلبه وتثبيته بأوتاد. بدلا من القوس، يتم ربط عمود مرن بالسقف، ويتم ربط الطرف السفلي من الحبل بـ "الخطوة". تعمل اللوحة القابلة للتعديل الموازية لمحور الماكينة بمثابة دعم للعامل. حتى أن مثل هذه الآلات تؤدي أعمالًا نظيفة ودقيقة للغاية؛ بالنسبة لطحن الخشب وفي بعض الحالات الأخرى، تكون الحركة المتناوبة أكثر ملاءمة من الحركة المستمرة. يتم أيضًا استخدام القوس والدوران المتناوب من قبل صانعي الساعات في مخارطهم الصغيرة (انظر الساعات)، ولكن الآن يتم استبدالهما عالميًا تقريبًا بالدوران المستمر، من خلال "دولاب الموازنة". على الرغم من وجود ما يشير إلى أن دولاب الموازنة (انظر) تم استخدامه لتحريك الآلة بالفعل في القرن السادس عشر، إلا أنها بدأت تدخل حيز الاستخدام العام فقط منذ القرن الثامن عشر. بدأ وضع دولاب الموازنة أسفل الآلة، وتم تحريكها باستخدام آلية معروفة تتكون من خطوة متأرجحة، و"خطاف" كان بمثابة قضيب توصيل، وعمودًا منحنيًا (الجدول 4). تم إعداد الآلة نفسها لأول مرة مثل الآلة السابقة، وتم وضع حبل لا نهاية له من محيط دولاب الموازنة مباشرة على القطعة التي تتم معالجتها. لكن سرعان ما بدأوا في صنع "مغزل" خاص ذو رقبتين يدوران في "غراب رأس" خاص، في فتحات مملوءة بالقصدير لتقليل الاحتكاك والتآكل. تم تجهيز الطرف الحر للمغزل بخيط لولبي من أجل تثبيت أنواع مختلفة من "الخراطيش" عليه لتثبيت قطعة العمل. في بعض الأحيان تم تجهيز غراب الرأس الأيسر بنقطة ثابتة، على قضيب أسطواني تدور فيه بكرة صغيرة من دولاب الموازنة بحرية. وفي هذه الحالة، يتم تثبيت الكائن الذي تتم معالجته "بين المراكز"، كما في الشكل 1. 3، ودبوس خاص يبرز من جانب البكرة الصغيرة يتم ربطه بالطرف الأيسر ويضفي دورانًا على العمل. تسمى هذه التقنية بالطحن على "المراكز الميتة"؛ يتم استخدامه أيضًا في الآلات الحديثة عندما يتطلب الأمر أكبر قدر ممكن من الدقة في العمل. في التين. يُظهر الرابع جهازًا أكثر تعقيدًا يسمى. آلة قطع المسمار "خرطوشة". تم تصنيع أعناق المغزل بشكل أطول بكثير من المحامل المحيطة بها، بحيث يمكنها أيضًا التحرك على طول محورها عند الدوران. يتم قطع عدة براغي قصيرة بسرعات مختلفة في الطرف الأيسر من المغزل، ويتم تثبيت ألواح الخشب الصلب مع خيوط الجوز المقابلة في غراب الرأس. عندما يتم إنزال هذه الألواح في الفتحات المقابلة لغراب الرأس، ويتم رفع الجزء الخارجي، غير المجهز بقطع، وإدخاله في القطع الحلقي المقابل للمغزل، فإنه ليس لديه حركة طولية ويعمل كنقطة عادية. عندما يتم استبدال هذه اللوحة بلوحة أخرى، يمكن للمغزل أن يقوم بعدة دورات على طول الخط الحلزوني، وبمساعدة "مشط" ثابت على الكائن الذي تتم معالجته، يمكن تشغيل المسمار، الخارجي أو الداخلي، وفقًا لذلك. في بداية القرن التاسع عشر، عندما بدأ بناء المحركات البخارية بأعداد كبيرة، بدأوا في المطالبة بعمل دقيق وسريع من الآلة؛ كان لا بد من استبدال الأنواع الموصوفة أعلاه بأنواع أكثر تقدمًا ومتانة. في هذا الصدد، كانت الشخصيات الأولى هي الميكانيكي الإنجليزي مودسلي (مودسلي، -) والميكانيكي الألماني رايشنباخ (-). أثناء تصميم Reichenbach للأدوات الفلكية والجيوديسية، تعامل مع الأشياء الصغيرة وبالتالي قام فقط بتحسين تصميم T الخشبي. نوع الآلة الشكل 4، لكن الأول أضاف إليها "دعامة" لأداة القطع، مما يسمح بتحريكها بمسامير على طول محور الجسم الذي يتم تدويره وفي اتجاه عمودي عليه. بدأ مودسلي في صنع آلات T. من الحديد الزهر ذات الفرجار. قام كليمنت، مخترع آلة التخطيط، بتحسين تصميم المغزل، وبدأ في تقديم إطارات من الحديد الزهر للآلة وأعطاها مظهرًا حديثًا بشكل عام، والذي، مع ذلك، لم يتم تطويره إلا في الستينيات من القرن التاسع عشر، من خلال جهود العديد من الناس. آلات T. الحديثة مصنوعة من الحديد الزهر: السرير ث(رسم الجدول 5) يتم صبه من قطعة واحدة ويتم تثبيته على الأرجل س.تم تخطيط السرير بعناية على سطحه العلوي، وهو ما يمثل مسطرتين مسطحتين متوازيتين أو مسطرة مسطحة في الأمام ومسطرة موازية مدببة في الخلف، بحيث يمكن تحريك غراب الرأس الأيسر على طولهما بالتوازي مع نفسيهما وتأمينهما دمع المغزل س، الفرجار اليدوي أكون، عامل يدوي ملياروالجدة الصحيحة النحاس. في الآلات التي تحركها قدم العامل، يتم تركيب عمود مع كرنك تحت الإطار ح، عادة ما تدور بين برغيين مدببين مثبتين في الأرجل س; يتم تثبيت دولاب الموازنة المتدرج على هذا العمود لتنتقل عبر الحزام أناحركة البكرة ل 1، وضعت على المغزل X.خطوة رمن خلال هوك ش، الذي يعمل كقضيب توصيل، يأخذ حركة تأرجح ساق الخراطة ويحولها بطريقة معروفة إلى دائرية. يشكل المغزل الجزء الرئيسي من أداة الآلة، وهو مصنوع من الفولاذ الجيد، ويتم تقوية المجلات ثم طحنها بعناية. تحتوي الآلة الموضحة (ص. ٥) على مغزل متوسط الحجم مع مخروطين يدوران في حلقات فولاذية صلبة يتم إدخالها في غراب الرأس من الحديد الزهر. كلا المخروطين لهما قمم إلى اليسار، لكن زوايا ميل مختلفة؛ يتم وضع أنبوب أسطواني على المغزل من الطرف الأيسر وتثبيته في مكانه بجوز. عندما يكون المغزل مدببًا بشكل فردي، فإنه يصبح أكثر سمكًا من المسمار الملولب في النهاية X، بحيث يمكن إدخال المغزل من اليسار عندما يكون في الجزء كالمسمار التوجه دمفكوك بما فيه الكفاية. للتشغيل، يجب ربط هذا المسمار بعناية بحيث تكون نهايته المسطحة والمصلبة والمصقولة على اتصال دقيق مع الطرف المحدب قليلاً والمصلب أيضًا للمغزل المزدوج المخروط أو يتناسب بشكل أنيق مع التجويف المخروطي في الطرف الأيسر للمغزل المفرد -المغزل المخروطي (الشكل 5). يتم حفر الحلقات من الأعلى للتشحيم. يتم حفر الجزء العلوي من غراب الرأس الأيمن على طول المحور الهندسي لدوران المغزل، بحيث يتحرك دون دوران باستخدام المسمار فيوالمكسرات مع عقارب ضاسطوانة مع إدراج "المركز" في. يتكون الباقي لدعم الأدوات اليدوية من ملحق على شكل حرف T بوالتي يمكن رفعها وتدويرها حول محور عمودي وحاملها أنامزودة بفتحة أفقية تسمح بسحبها للأمام وتأمينها عن طريق قلب الصامولة ن. جهاز الفرجار أويمكن رؤيته بشكل أفضل في الرسومات التالية (الجدولان 8 و 9)، حيث تمثل أقسامها الرأسية على طول محور دوران المغزل وعموديًا عليه. مؤسسة أ، التي تتحرك على طول سرير الآلة T.، تمثل إطارًا قويًا، مخطط على شكل منشور، مغطى بـ "العربة" السفلية فيمجهزة إسفين متحرك الخامس, تم تركيبه بعناية باستخدام البراغي بحيث يتحرك مع المسمار بوالجوز ملا تمايل جانبي. على السطح العلوي لهذه العربة، يدور الإطار الطولي - المنشور قرص مضغوطبالقرب من الشوكة معوتأمينها في زاوية محددة مع مسامير Χ . وهي مغطاة بالعربة العلوية هيقودها المسمار لوالجوز ن; على سطحه العلوي، يتم تثبيت القاطع 1، 2 بمسمار صالمكسرات ذلك عنمثلث ززودعم المسمار ر. عندما يكون من الضروري معالجة السطح الجانبي فقط للأشياء الطويلة، فهي مجهزة بأخاديد صغيرة على شكل قمع في الأطراف ويتم وضعها بين "مراكز" الماكينة. لجعل هذا الكائن يدور مع المغزل، ضع "طوقًا" على الطرف الأيسر (الجدول 13)، واضغط عليه بمسمار ثم قم بتمديد خطاف ظرف الظرف المثبت على المغزل بقدر الضرورة بحيث يلتقط ذيل الجسم. المشبك. إذا كنت بحاجة أيضًا إلى معالجة أحد الأطراف، أو حفر ثقب فيه أو قطع برغي أو صمولة، فسيتم ثمل هذا الكائن بالطرف الآخر في خرطوشة لولبية (الجدول، الشكل 6). وهذا التشابه أسطواني. زجاج مجهز بصفين من البراغي المتقاطعة دو د 1 ؛ من خلال تشديد هذه البراغي بشكل منهجي، ليس من الصعب "توسيط" الجسم. يُستخدم هذا الظرف بشكل أساسي لتحويل الأشياء من الأسلاك النحاسية السميكة ومن قضبان الفولاذ والحديد الأسطوانية. بالنسبة للخشب، يتم تصنيع خراطيش من نفس النوع بدون براغي، ولكن بأقطار مختلفة، مصنوعة من المعدن أو الخشب الصلب؛ يتم ببساطة طرق قطعة الخشب التي تتم معالجتها بنهايتها المستديرة في مثل هذا الظرف. تعتبر الخرطوشة الأمريكية المتمركزة ذاتيًا أكثر ملاءمة، ولكنها أقل ثباتًا (الجدول، الشكل 7). مزودة بثلاث قوالب 1، 2، 3 تتحرك في الفتحات الشعاعية لغطاء الخرطوشة ه، مشدود بحلقة أوم ; على السطح المسطح جدًا لهذه الخرطوشة، يتم قطع حلزون أرخميدس، مما يلتقط الأسنان الموجودة على الجانب السفلي من القوالب. وفقًا لخاصية هذا الخط، فإن الأضلاع الداخلية للقوالب، المثبتة في موضع واحد، ستبقى على نفس الدائرة متحدة المركز مع محور الدوران وفي جميع المواضع الأخرى التي يمكن إحضارها إليها عن طريق تدوير الغطاء بالنسبة إلى خرطوشة مع دوامة. بالإضافة إلى تلك الموصوفة، تم تصميم عدد كبير من الخراطيش المختلفة لأغراض مختلفة. تعد أداة الآلة الحديثة أيضًا مريحة جدًا للحفر: عندما يتم تثبيت جسم ما في ظرف، يمكنك حفره على طول محور الدوران: بعد وضع علامة على المركز مسبقًا، أي بعد نحت العطلة في هذا المكان يدويًا، قم بإدراجها قم بتدوير طرف المثقاب فيه، وقم بتدوير المغزل واضغط على المثقاب باستخدام برغي غراب الرأس الأيمن، مع تأخير دوران المثقاب نفسه. أو يقومون بإدخال المثقاب في ظرف الظرف المقابل، والضغط على الجسم باستخدام برغي غراب الرأس الأيمن، مع وضع ظرف خاص على الطرف الأيمن على شكل دائرة متوضعة على محور الدوران. تستخدم الآلة أيضًا في قطع المسامير. بالنسبة للإطارات الزجاجية البصرية وبشكل عام لتوصيل الأجزاء المصنوعة من الأنابيب ومنتجات العظام والخشب الصلب، فمن الضروري قطع البراغي القصيرة والصواميل بأقطار مختلفة وأطوال أشواط مختلفة. يظهر غراب الرأس الأيسر لآلة الخرطوشة في الجدول، الشكل. 10. يحتوي مغزلها على رقبتين أسطوانيتين، وفي الخلف، يوجد في الطرف الأيسر ملحق أسطواني يتم وضع خراطيش أسطوانية بخيوط مختلفة عليها وتثبيتها بجوز. يتم تصنيع خيوط الجوز المقابلة على جزء من البرونز على شكل نجمة يدور في الجزء السفلي من الشريحة، وينزلق لأعلى ولأسفل الجزء الخلفي من غراب الرأس عن طريق غريب الأطوار مع رافعة. عندما يكون من الضروري قطع المسمار، يتم نقل القطع المقابل للنجمة نحو ظرف الظرف، وعندما يكون من الضروري الشحذ ببساطة، يتم خفض النجمة، ويتم دعم نهاية المغزل على المسمار في شوكة خاصة، يظهر في الشكل. 10 في وضعية مرتفعة. يوجد على برغي المغزل الخارجي ظرف ذو دبوس، والذي يستخدم للإمساك بالمشبك عند الشحذ "في المنتصف"؛ على الجانب، خلف البكرة، يظهر شريط يعمل على استخدام الأقسام الدائرية المميزة على سطحها الأمامي. وتتميز هذه الأقسام بفتحات صغيرة تدخل فيها نقطة متصلة بجانب الشريط المشار إليه؛ إنها تعمل على تحديد محيط الجسم الذي تتم معالجته (مع إزالة الحزام بالطبع). لصناعة البراغي الطويلة والسميكة، وخاصة ذات الخيط المستطيل، يتم استخدام "قطع المسمار" T. آلات ذات لولب رئيسي، والتي تعمل أيضًا بمثابة "آلة شحذ ذاتي" لتدوير الأسطوانات والطائرات والأقماع. يظهر مثل هذا الجهاز في الجدول في الشكل. 11. يتكون من نفس الأجزاء، ولكن بتصميم مختلف قليلاً، وإطاره مجهز بما يسمى بالقطع. "الفجوة" بحيث يمكنك طحن عجلات نصف قطرها أكبر من ارتفاع مراكزها. يوجد على طول جانبها الأمامي "برغي أم" طويل، متصل بالمغزل بواسطة نظام من التروس المتغيرة، والذي يظهر إمداده أسفل الماكينة (على اليسار يوجد ظرف "عالمي" بأربعة براغي قابلة للتعديل، وعلى اليسار يوجد ظرف "عالمي" بأربعة براغي قابلة للتعديل، وعلى اليمين عبارة عن بكرة لنقل الحركة إلى المغزل من محرك الأقراص). عن طريق الجوز القابل للفصل ، يمكن لهذا المسمار تحريك العربة السفلية للدعم على طول الإطار نفسه ؛ ينزلق المسمار الآخر المستعرض على طول هذه العربة ، والذي يمكن أيضًا تدوير المسمار الخاص به من المغزل: في هذه الحالة ، يكون الجوز الخاص به مفصول ومتصل بحلزون يجلس على محور الترس الذي ينقل الدوران إلى المسمار العرضي للعربة من خلال مسمار آخر مرئي في الشكل. من أجل عدم تآكل المسمار دون داعٍ، بالنسبة للتركيبات، يتم نقل الحامل عبر شريط التروس، ويظهر الترس والمقبض في الشكل. يتم تثبيت الدعم اليدوي على الحامل العرضي من أجل التثبيت المريح للقاطع. على يمين العربة يمكنك رؤية "النظارة": حامل ثابت توضع فيه قطع من الخشب ذات فتحة لدعم الأشياء الطويلة بحيث لا تنحني عند الدوران. غراب الرأس الأيسر "مبالغ فيه": عندما يجب تدوير المغزل بشكل أسرع، يتم وضع الحزام فوق البكرة، ويتم تثبيت البكرة على المغزل. عندما يكون الدوران البطيء ضروريًا، يتم فصل البكرة عن المغزل ويتم نقل الترس المثبت على محور خاص يدور في محامل مُجهزة على الجانب الخلفي من غراب الرأس إلى الترس الموجود في نهايته اليسرى. يتفاعل الترس الموجود في الطرف الأيمن من هذا المحور مع العجلة الموجودة في الطرف الأيمن من المغزل ويجعلها تدور بشكل أبطأ عدة مرات. لقطع برغي بضربة معينة، عليك أن تعرف شوط برغي الرحم. لنفترض أنها تساوي 1 سم. إذا كان المسمار يدور بنفس سرعة المغزل، فسوف يبدأ قطع نسخته؛ لإدخال المسمار نمرات أقل من السكتة الدماغية، تحتاج إلى وضع العجلات بحيث تدور ثورة واحدة ندورات المغزل. ليس من الصعب حساب عدد الأسنان التي تحتاج إلى استخدامها لهذا الغرض، ولكن في الممارسة العملية تحتاج إلى استخدام مجموعة العجلات الموجودة؛ نظرًا لأن هذه المجموعة محدودة، في بعض الأحيان عليك أن تكون راضيًا بالتقريب. عادةً ما تأتي الآلة مع جدول بالمجموعات الممكنة والمشتركة. إذا كانت أقطار العجلات على المغزل وعلى المسمار غير كافية للتعشيق المباشر، يتم تقديم عجلة مساعدة تعمل مع كليهما وبالتالي لا تغير نسبة السرعة المرسلة. بعد إدخال عجلة ثانية أخرى، سنغير اتجاه دوران المسمار وبدلاً من المسمار الأيمن سنبدأ في قطع المسمار الأيسر، أو العكس. عندما تحتاج فقط إلى شحذ الأسطوانة عن طريق الطحن الذاتي، فاختر عجلات مثل المسمار منخفض السرعة. في بعض الأحيان، لتبسيط التصميم، في مثل هذه الآلات غير اللولبية ذاتية الشحذ، بدلاً من المسمار الأم، يتم تثبيت شريط تروس مع تروس يستقبل الحركة من المغزل.
تحول.
يتطلب الخشب اللين دورانًا سريعًا، حوالي 10 دورات في الثانية للأجسام الرقيقة؛ الأدوات المستخدمة هي في الأساس أزاميل نصف دائرية ومسطحة ("ريرا" و"منزل"). كلاهما يختلفان عن النجارة في طولهما الأكبر، وعدم وجود "جوز" على الذيل يتم إدخاله في المقبض، وفي حقيقة أن النصف الدائري لا يتم شحذه بشكل مستقيم، مثل النجارة، ولكن زواياه مطحونة أكثر من الوسط؛ يتم شحذها بشكل مسطح من الجانبين بحيث تكون الشفرة مائلة إلى الطول وتكون إحدى الزوايا حادة والأخرى منفرجة. عند العمل، يتم دعم الأداة على "الراحة" ويتم تطبيقها على السطح الذي تتم معالجته بحيث يكون الشطب السفلي للشفرة مماسًا لها تقريبًا. إذا قمت برفع المقبض قليلاً بحيث تتشكل زاوية بعدة درجات بين هذا الشطب والظل، تصبح الرقائق أكثر سمكًا أولاً، ثم تبدأ الأداة في الكشط: بدلاً من الرقائق، يتم الحصول على الفتات، ويظل السطح غير أملس. للحصول على سطح أملس، عليك دائمًا أن تقطع "على طول طبقات" الخشب، وليس ضدها، كما هو الحال عند التخطيط بالسكين؛ بعد الدوران، يقومون بصقله بورق الصنفرة (انظر الصنفرة) ثم يمسحونه بقوة بنشارة من نفس الخشب، مما يؤدي إلى لمعان طفيف على السطح. تتراوح زاوية القطع للخشب اللين بين 20 و30 درجة؛ بالنسبة للدرجات الصلبة، يمكن أن تصل إلى 45 درجة، ويمكن إجبار الأدوات على الكشط بدلاً من القطع عمدًا: يكون العمل أكثر هدوءًا، ولكن من الأسهل عمل أشكال وأنماط معقدة. لتحديد النحاس والحديد والعظام، يتم استخدام بعض الأدوات البسيطة يدويًا: يتكون "Stihel" من قضيب فولاذي ذو مقطع عرضي مربع، يتم شحذه بواسطة مستوى قطري واحد، مما ينتج عنه زاوية ثلاثية السطوح حادة وشفرتين للقطع. إذا وضعت الحصى على مسند الأداة بحيث يكون القطر القصير لشطبه عموديًا تقريبًا، وأجبرت طرفه على القطع أسفل خط الوسط قليلاً، فإنه يعمل بقوة كبيرة، خاصة على الحديد والفولاذ، لكنه يترك سطحًا مضلعًا التي يمكن تنعيمها بشفرة. بالنسبة للنحاس، تكون الأداة المستقيمة ذات النهاية المستديرة أو ذات الشطبتين أكثر ملاءمة. تبلغ زاوية القطع للحديد حوالي 60 درجة، أما بالنسبة للنحاس فهي أكثر وضوحًا، من 70 درجة إلى 80 درجة وحتى حتى 90 درجة للتنعيم النهائي. يمكن أن تكون سرعة دوران النحاس أقل قليلاً من سرعة دوران الخشب، ولكن بالنسبة للحديد يجب أن تكون أقل بمقدار 3 أو 4 مرات، وإلا فإن الأداة تصبح مملة وسيسير العمل بشكل سيء. بالنسبة للأعمال المعدنية الثقيلة، عندما لم تكن هناك آلات ذات دعامات حتى الآن، تم استخدام "الخطافات": تم ثني طرف القطع للأداة بزاوية قائمة، ويمكن وضع المقبض الطويل على الكتفين، و"الكعب" على الذراع. بقية الأداة. وبهذه الطريقة، تم نقل كل المقاومة إلى مسند الأداة، وأصبح من السهل على العامل الإمساك بالأداة وتوجيهها. كان خطاف المخرطة أداة خاصة لـ "Milwrights" الإنجليز (qv) في النصف الأول من القرن التاسع عشر، وقد أصبح الآن غير صالح للاستخدام. تم تصميم شكل أدوات تشغيل المعدن باستخدام الفرجار بعناية. بادئ ذي بدء، نلاحظ أن أي أداة شحذ ذاتي ستترك أخدودًا حلزونيًا على السطح الجانبي للكائن الذي يتم تدويره، وأخدودًا على شكل حلزوني أرخميدي على المستوى الطبيعي لمحور الدوران. إذا كان الطرف مستديرًا أو مثلثًا، فسيكون الأخدود عميقًا نسبيًا، ولكن الأجزاء البارزة من كل دائرة سيتم قطعها عند تشكيل الجزء التالي، عندما تكون ضربة الحلزون أقل بكثير من عرض الدائرة تتم إزالة الرقائق. سوف تظهر الأخاديد أكثر تأخيرًا إذا تم شحذ الطرف بطريقة تتكون من شفرتين متعامدتين تقريبًا، إحداهما تقريبًا مماسة للسطح الذي يتم تشكيله، والأخرى، طبيعية تقريبًا، تتقدم للأمام وتفعل معظم من العمل. تعتبر هذه "القواطع الجانبية" ضرورية لقلب الرقاب والنتوءات بزوايا غائرة. ولكن مع هذا الشكل، فإن زاوية التقاطع الحادة لكلا الشفرتين يمكن إضعافها بسهولة على الفولاذ والحديد، لذلك من أجل تحويل الأسطح الملساء، يفضلون قاطعًا بشفرة واحدة مستقيمة، مائلة بمقدار 30 درجة إلى محور الدوران، وهو ما يضطر إلى القطع ليس بزاوية بل في المنتصف. بالتحرك فقط على طول نصف قطر الجسم الذي يتم طحنه، فإن مثل هذا القاطع سيشكل سطحًا زائدًا محكومًا للثورة (انظر)، مماس للأسطوانة الموجودة في رقبته، ولهذا السبب، مع الحركة الطولية، يترك مثل هذا القاطع سطحًا أملسًا للغاية. يتم شحذ النحاس والحديد الزهر جافًا، لكن الحديد والفولاذ لا يعطيان سطحًا أملسًا إلا عندما يتم ترطيبهما بالزيت، أو خليط من الزيت النباتي وزيت التربنتين، أو محلول صابون ممزوج بالزيت. عند إزالة القشرة الخارجية للمسبوكات التي تحتوي على القشور وحبيبات الرمل، يفضل استخدام قاطعة بسيطة ذات نهاية مستديرة. بالنسبة لآلات T. الكبيرة، يجدون أنه من المفيد عدم تشكيل آلة القطع بالكامل من الفولاذ، ولكن استخدام قطع صغيرة من قضبان الفولاذ، ملفوفة إلى مقاطع عرضية مختلفة وفقًا للاحتياجات، وتقويتها وإدخالها في "حوامل" خاصة، والتي بدورها ثمل في الدعم. في هذه الحالة، ليس هناك توفير في المواد فحسب، بل يتم الحفاظ على الشكل الدقيق للشفرة، لأن كتل القطع يتم شحذها فقط على سطحها المستعرض. عادةً ما يتم معالجة السطح أيضًا بملف طحن أثناء الدوران على الماكينة، على الرغم من انتهاك صحة الشكل؛ إذا لم يكن السطح عرضة للتآكل، فيمكن صقله وصقله باستخدام التقنيات العادية. يعتمد نجاح العمل على التثبيت الصحيح للأداة. يُنصح بإجبار طرف القطع على العمل في مستوى أفقي يمر عبر محور الدوران، وإلا فإن "زاوية المنحدر" داق(الشكل 1 أعلاه) سيتغير عندما يكون الجسم أرضيًا، وإذا تمت معالجة سطحه بشكل عمودي على المحور، فستتوقف الشفرة عن العمل بالقرب من المركز وستمر إما أسفله أو فوقه.
هذا الوضع هو في نفس الوقت الأكثر فائدة لظروف العمل: يتم توجيه مقاومة الرقائق الرقيقة بشكل عرضي ويمكن التعبير عنها بالقوة عبد القدير، ويكون رد فعل الطرف بالقوة AR، عكس الأول تماماً. تلغي هذه القوى، مع حركة موحدة، بعضها البعض، دون التسبب في مكونات تميل إلى دفع الجسم الذي تتم معالجته إلى القاطع أو تحريكه بعيدًا. إذا لمس القاطع أعلى المستوى المركزي (الشكل I من الخط الأوسط)، فسوف تظهر النتيجة أ.ب, السعي لإبعاده عن الكائن الذي تتم معالجته؛ إذا عملت بشكل أقل، فسيتم توجيه هذه القوة في الاتجاه المعاكس، وسيكون للقاطع ميل إلى "الالتصاق"، والقطع بشكل أعمق، إذا أصبحت الرقائق أكثر سمكًا إما بسبب وجود مخالفات، أو بسبب الحركة الإهمال للفرجار أفسد. للجمع بين كلتا المزايا، السطح العلوي للقاطع أ.بعادة ما يصنعونها بشكل مائل (الشكل الأول، الخط السفلي) ويثبتونها على خط المراكز. عند إزالة الرقائق السميكة، يلزم بذل جهد أكبر لثنيها بدلاً من فصل الجزيئات المعدنية، وفي هذه الحالة يكون اتجاه القوة سسوف تقترب إ، خط يقسم زاوية القطع إلى النصف سيء، أما إسفين. هذا الظرف يجعل من الضروري رفع طرف القاطع أو جعل سطحه مائلاً، قدر الإمكان، إذا لزم الأمر، لإعطاء زاوية ميل داقمن 3° إلى 4°، وزاوية القطع سيءمن 51 درجة إلى 60 درجة للحديد، من 51 درجة إلى 70 درجة للحديد الزهر ومن 66 درجة إلى 80 درجة للبرونز والنحاس. أظهرت التجربة أنه يتم الحصول على أكبر عدد من الرقائق بأقل قدر من عمل المحرك عند السرعات المحيطية بالسنتيمتر في الثانية: 5.5 للحديد و4.0 للحديد الزهر و6.5 للبرونز. كانت الرقائق بسمك 0.3 ملم ويتراوح عرضها من 10 إلى 40 ملم. ولكن في الواقع، فإن القوة الدافعة تكلف أقل بكثير من وقت الحرفي، لذلك من المربح تسريع العمل باستخدام المزيد من القوة وإزالة الرقائق السميكة بسرعة أعلى. ولذلك، فإنها في الواقع تنحرف بشكل كبير عن هذه السرعات. وبحسب ديجونك، فإن هذه السرعات هي:
من المستحيل اتخاذ سرعات أعلى، لأن القاطع يسخن، والأداة والجسم الذي يتم طحنه يبدأ في الارتعاش ويصبح السطح غير متساوي. لذلك، لتسريع تشغيل آلات T. كبيرة، على سبيل المثال. عند تدوير عجلات النقل، تم مؤخرًا استخدام "القواطع" (أو "قواطع الطحن"، انظر) بنجاح بدلاً من القاطع (آلة روث في فلوريسدورف، بالقرب من فيينا). وهي عبارة عن عجلات قطع دوارة ذات نقاط عديدة؛ ومن ثم، يتم توزيع العمل على مساحة كبيرة، ومع إنفاق قدر كاف من العمل، يتم تنفيذه بشكل أسرع عدة مرات. تم اختراع وسيلة أخرى لتسريع عمل الآلات الثقيلة في أمريكا: وهي قواطع مصنوعة من نوع خاص من الفولاذ لا يفقد صلابته حتى عند تسخينه إلى حرارة حمراء داكنة؛ لذلك، يمكن تحويل الفولاذ "للشحذ" بسرعة على دائرة 10 سم، والحديد الزهر الناعم بسرعة 96 سم، والحديد الزهر الرمادي بسرعة 50 سم، والنحاس بسرعة 100 سم في الثانية. من المحتمل أن يكون هذا أحد أصناف ما يسمى بالفولاذ الصلب الطبيعي: تحتوي هذه الأصناف عادة، بالإضافة إلى الكربون، على التنغستن والتيتانيوم والموليبدينوم وعناصر أخرى. وبتسخينها فوق درجة الحرارة المحددة لكل صنف فإنها تصبح صلبة عند تبريدها، حتى ولو حدث هذا التبريد ببطء. إذا تم تسخينها للمرة الثانية إلى درجة حرارة معينة ولكن أقل ارتفاعًا، فعند التبريد تصبح أكثر ليونة. التسخين الذي لا يصل إلى "درجة الحرارة الحرجة" الثانية يبقى دون تأثير كبير على الصلابة. يتطلب استخدام هذه القواطع أدوات آلية ذات تصميم أكثر متانة، حيث لن تسمح جميع الأدوات الموجودة بإزالة الرقائق السميكة بسرعة عالية دون اهتزازات ضارة. يلعب ما يسمى دورًا مهمًا جدًا في التصنيع الشامل الحديث للمنتجات المعدنية. "آلات T الدوارة". في صناعة الأسلحة، وآلات الخياطة، والدراجات، والساعات النسائية، والإكسسوارات الكهربائية، وما إلى ذلك، يتطلب الأمر عشرات الآلاف من البراغي المتطابقة والأجزاء الصغيرة الأخرى المحولة، والتي يجب أن تكون قريبة جدًا من أن تكون متطابقة بحيث يمكن استبدال بعضها البعض دون الحاجة إلى أي تعديل. لصنع مثل هذه العناصر من سلك يصل قطره إلى 3 سم، ومعظمه من النحاس، يتم حفر عمود دوران الماكينة (الجدول، الشكل 12) للسماح بمرور الأسلاك الطويلة وتقليل عدد الخردة (مسمار الدعم الموضح في يتم إدراج الشكل فقط عند معالجة الأجسام القصيرة أو المصبوبة أو المزورة، المثبتة في ظرف الظرف الموضح أسفل الماكينة، والذي يمكن أيضًا إدخال الشفاه فيه على شكل صناديق لصب المعدن الناعم في كائنات غير منتظمة الشكل). بعد إزالة أكبر قدر ممكن من الأسلاك من ظرف الظرف، قم بتحريك المغزل وحرك الأداة الأولى لدعم البرج نحوه حتى يتم الوصول إلى برغي إيقاف خاص. ثم يتم إرجاع الفرجار للخلف، في حين يقوم دقر خاص بتدوير الجزء العلوي من الفرجار، مثل أسطوانة المسدس، بمقدار سدس الدورة، بحيث توجد أداة ثانية بدلاً من الأداة الأولى، وما إلى ذلك. برغي أو لقطع العمل النهائي، استخدم رافعة تدور في مغزل غراب الرأس. في نهايتها اليسرى، يتم تثبيت جزء من الصامولة: عندما يتم ملامستها لظرف لولبي موضوع على الطرف الأيسر من المغزل، فإن النقطة الموجودة في الطرف الأيمن من الرافعة تقطع المسمار، وينزلق المسمار الداعم على طول المنصة، يحد من عمق القطع. تصميم الأدوات الآلية متنوع للغاية؛ غالبًا ما يتم تكييف هذه الآلة لوظيفة واحدة محددة فقط، بينما تعمل الآلات الأخرى تلقائيًا تمامًا. "آلة النسخ" المستخدمة في المقام الأول لتصنيع مخزون الأسلحة الخشبية، وأحذية الأحذية، وغيرها من الأشياء المستديرة، يجب أن يتم تضمينها أيضًا في قائمة الأدوات الآلية. السلعة قيد المعالجة مع(يمكن تدوير الجدول الشكل 4 حول محور أفقي موازٍ لمحور النموذج أ، والتي يرتبط بها محور الجسم بواسطة التروس، بحيث يدور بنفس السرعة وفي نفس الاتجاه. المعالجة بالقواطع فييدور حول محور موازٍ للمحورين الأولين، ولكنه مثبت على شريحة منزلقة عمودية عليهما. عندما يتم تدوير النموذج والجسم ببطء، تقوم القواطع بقطعهما حتى يستقر برغي الدفع المتصل بالشريحة على سطح النموذج ويؤخر المزيد من الحركة. ثم تبدأ نفس العملية في قسم آخر من النموذج. يتم استخدام مبدأ آلة النسخ في مجموعة واسعة من الأشكال.
الأدبكثيرة، لكن الكتب التي تحتوي على معلومات قابلة للتطبيق قليلة. الكتاب الرئيسي: Holtzapffel، "الخراطة والتلاعب الميكانيكي" (المجلد الرابع،). صدر المجلد الأول في المدينة، ولكن هناك طبعة جديدة مستمرة، نشرت في التسعينات. Thieme، "أساسيات الهندسة الميكانيكية" ()؛ Naidenko، "دليل الخراطين" (Ekaterinoslav،؛ الكثير مناسب للطلاب؛ المؤلف لا يذهب إلى التفسيرات)؛ من نفس الطبيعة، ولكنها تحتوي على الكثير من المعلومات القيمة: E. Dejonc، "La Mechanique pratique" (P.،)؛ جوشوا روز "الميكانيكي العملي".
عنتحول التعلم - هذا قسم من الموقع يحتوي على معلومات ليس فقط للمتحولين المحترفين، ولكن أيضًا للطلاب المتحولين. يعتبر الخراطة واعدًا جدًا، لأنه في عصرنا هذا، حاول العثور على أداة تحويل حقيقية.
صمهنة تيرنربأجر مرتفع، لذلك إذا لم تكن كسولًا وترغب في كسب أموال جيدة مقابل عملك، فابدأ في تعلم أساسيات تشغيل موقعنا.
تم تصميم المخرطة للمعالجة عن طريق قطع الجسم بالتناوب، بما في ذلك الطائرات الطرفية الدوارة والأسطح الحلزونية. بالإضافة إلى ذلك، يمكن تنفيذ العمل غير المتعلق بالقطع على المخارط.
قائمة للجميع قدرات المخرطةكبيرة جدا والنظر وظائف المخرطةسوف يستغرق الكثير من الوقت. و التعرف على جميع وظائف المخرطةفي درس واحد يكون الأمر مستحيلًا عمليًا، ولكن تدريجيًا سنتعرف على الجميع تعقيدات التحول. تحول التدريبسنبدأ باستخدام القائمة التالية دروس في الدوران.
تحول الدروس :
الدرس 1. جهاز مخرطة
الدرس 2. العمل على مخرطة أو تشغيل مخرطة
محتوى:
1. تقواطع أوكار
تقواطع أوكار- هذه أدوات قطع خاصة تستخدم لقلب الأجزاء.
تتُستخدم قواطع Okar كأداة رئيسية للخراطة والتخطيط وغيرها من الأعمال على الأدوات الآلية.
دللحصول على معالجة عالية الجودة ودقيقة للجزء وتحقيق الأشكال والأحجام المطلوبة للمنتج، يتم استخدام قاطعة دوارة يتم من خلالها قطع طبقات المواد بالتتابع.
فيفي عملية قطع طبقة من المادة، يقوم القاطع بقطعها وإزالة الرقائق من سطحها.
عنالحافة الحادة للقاطع هي عنصر العمل الرئيسي.
معبمرور الوقت، يتعرض القاطع للتآكل، كما يتضح من تقطيع جزء القطع (الحافة). لاستخدام القاطع الدوار في المستقبل، يجب إعادة شحذه.
1.1 جهاز القاطع الدوار
1.2 تغذية أداة تحول
1.3 قطع المعادن باستخدام أداة الخراطة
1.4 سطح القطع
1.5 تصميم القاطع
1.6 زوايا أداة الدوران
1.7 تآكل ومتانة القاطع
1.8 قواطع للمخارط
1.9 مواد لأدوات الخراطة
1.10 تصميم أدوات الخراطة
1.11 تصنيع قواطع الكربيد
1.12 تصنيع القواطع ذات الشفرات
1.13 تصنيع قواطع عالية السرعة والكربون
2. تآلة أوكار
تآلة أوكار -هذه آلة لمعالجة الأجزاء عن طريق القطع والتدوير.
عنالأعمال الرئيسية التي يتم إجراؤها على المخارط هي: الخراطة والثقب والخراطة لأنواع مختلفة من الأسطح، والخيوط، ومعالجة أطراف الأجزاء، والحفر، والتخريب، وقطع الثقوب.
زيتم تثبيت قطعة العمل في المركز وتدويرها باستخدام المغزل، ثم تقوم آلية التغذية بتحريك أداة القطع، والقاطع، مع دعم عمود التشغيل.
دلإجراء أنواع إضافية من العمليات على الآلة، مثل الطحن والحفر وفتحات الطحن، يتم تركيب معدات إضافية على الآلات.
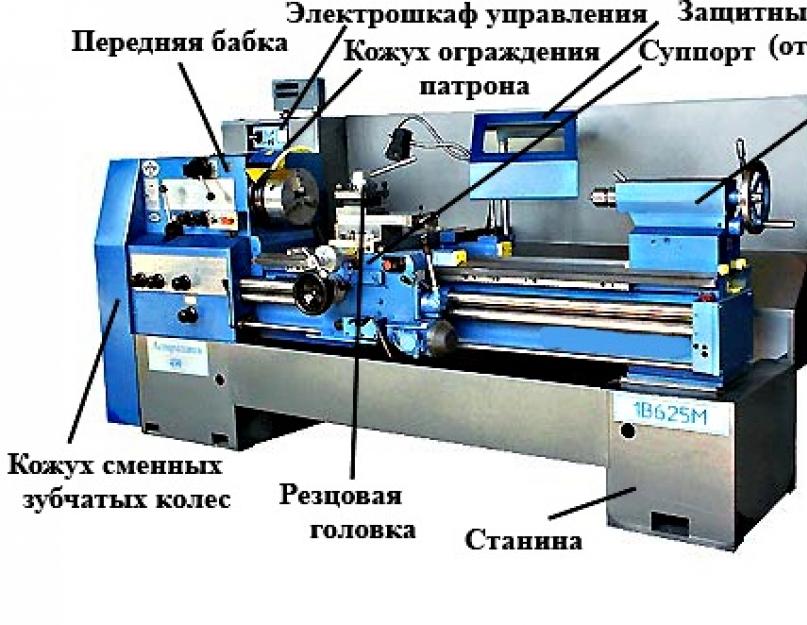
تتم تصميم آلة قطع براغي النوافذ لتحويل العمل بالمعادن غير الحديدية والحديدية.

تتتكون آلة قطع براغي النوافذ من:
- معالتانين هو الجزء الرئيسي من الآلة، وهو الإطار الذي يتم من خلاله تركيب جميع آليات الآلة.
- صغراب الرأس - يُطلق عليه أيضًا غراب الرأس المغزلي، نظرًا لوضع المغزل وعلبة التروس والعناصر الأخرى فيه.
- ليوفر صندوق التغذية الحركة من المغزل إلى الدعم.
- معالدعم - مصمم لتأمين أداة القطع وتغذيتها.
- Fارتوه - ضروري لتحويل دوران الأسطوانة إلى حركة الفرجار.
- جمركز - تركيب لدعم قطعة العمل أو الأداة.
2.1 مخرطة القطع اللولبي موديل 1A62
2.2 قابض الاحتكاك للمخرطة موديل IA62
2.3 تصميم تايلستوك
2.4 تصميم مخرطة القطع اللولبية
2.5 العناية بالمخرطة
2.6 ضبط المخرطة
2.7 سلامة المخرطة
2.8 أجهزة تأمين الأجزاء المعالجة في المراكز
2.9 دقة المخرطة
زهنا سوف تجد كيفية تحديد وضبط دقة المخرطة، مفاهيم رئيسية مثل الصلابة أثناء الدوران، والتصنيع على الشياق، والعمل مع الشياق.
صرافيلا عملمع مغزل المغزل. في قسم الدوران نعتبر مخارط قطع المسمار، مثل مخرطة القطع اللولبية 1A62. مزيد من التفاصيل حول أدوات تحول، أنواعها، تحول المواد أداةتصميمهم. إن تآكل القاطع ومتانته له أيضًا تأثير كبير على الدوران.
إذا كانت مهنة الخراطة شائعة في السابق، فغالبًا ما يفضل الشباب الآن العمل المكتبي، وكمية "العوالق المكتبية" خارج النطاق ببساطة. تعتبر Turner مهنة مطلوبة حقًا اليوم. تعمل فروع الهندسة الميكانيكية وصناعة الدفاع والطائرات وبناء السفن على توسيع آفاقها كل يوم، لذلك ستكون هناك حاجة دائمًا للأيدي المحترفة. تحليل متوسط \u200b\u200bراتب الخراطة، يمكننا أن نقول أن هذا العمل يتم دفعه بشكل لائق. أصحاب العمل على استعداد لتخصيص من 30 إلى 60 ألف روبل شهريًا. وبطبيعة الحال، يعتمد حجم الراتب على مهارات العامل وفئته.
تعتبر صفوف الخراطة نوعًا من مستوى مهارة الموظف الذي ينعكس في الراتب. كلما زادت خبرة الموظف، زادت المعرفة والمهارات التي أتقنها، وارتفعت رتبته، ولكن الأهم أولاً.
ماذا تشمل الوظيفة؟
المهمة الرئيسية هي معالجة الأجزاء والمنتجات أثناء الدوران. عن طريق القطع، سيتمكن المحترف من معالجة المواد المختلفة. باستخدام معدات الخراطة، يجب أن يكون العامل قادرًا ليس فقط على حفر الأجزاء، ولكن أيضًا معايرتها أو تعميقها. تساعده الرسومات المختلفة للأجزاء المستقبلية، والتي يجب أن يكون قادرًا على قراءتها بشكل صحيح، على إكمال مهامه. أثناء عملية العمل، يجب على المحول اتباع جميع متطلبات السلامة، حيث أن الأجزاء بعد الدوران يمكن أن تسخن حتى سبعمائة درجة مئوية.
لماذا من المهم رفع المستوى؟
إن صفوف الخراطين هي انعكاس مباشر لمعارفهم ومهاراتهم. اليوم، يحظى الخراطون المحترفون الذين لديهم رتبة أعلى من الثالثة بتقدير كبير في مختلف الصناعات. لكن رواتب الفئة الثالثة على سبيل المثال في قطاعي الهندسة والدفاع ستختلف بشكل كبير في الحجم. تعتبر صناعة الدفاع من الصناعات الأعلى أجرًا، لكن كيف يمكنك زيادة رتبتك؟

مهنة "الخراطة" هي عمل فني يقوم على دراسة خواص المعادن وقطعها وقراءة الرسومات. يحصل التيرنر على المرتبة الأولى في إحدى المؤسسات التعليمية، لكنه في هذه المرحلة لا يتقن سوى النظرية. وللحصول على المرتبة الثانية، عليه الخضوع لثلاثة أشهر إضافية من التدريب والممارسة على العمل على الآلة. بعد عام واحد، يحق لعامل الخراطة من الفئة الثانية أن يتم ترقيته إلى الفئة الثالثة، ويجب أن يكون قادرًا على إنتاج أجزاء ذات تعقيد أكبر. ويمكنك أيضًا رفع المرتبة إلى المركز الرابع بعد عام. إذا تم اجتياز جميع الاختبارات، فبعد عامين فقط من الدراسة، يمكنك البدء في الحصول على الفئة الخامسة. التفاصيل في هذه المرحلة تتوافق مع درجة عالية من التعقيد. وإذا كانت هناك رغبة في رفع الرتبة إلى السادسة، فسوف يستغرق الأمر ثلاث سنوات أخرى.

ويمكن توفير كل هذا التدريب من خلال الدورات التدريبية المتقدمة التي يمكن أن يقدمها صاحب العمل. كلما ارتفعت مراتب الخراطين، ارتفعت أجورهم. الحد الأدنى الذي يجب إتقانه هو التعليم الثانوي المتخصص. الخراطة ليست مهنة سهلة؛ فهي وظيفة تتطلب عينًا جيدة ومهارات حركية دقيقة ممتازة ومعرفة رياضية جيدة.
الجودة الشخصية
بادئ ذي بدء، من المفيد أن نفهم أن Turner هو شخص قوي للغاية، لأنه يجب أن يقف على قدميه لفترة طويلة. وحتى في درجات الحرارة المرتفعة في الورشة، لا يجوز له خلع ملابسه الواقية. بالإضافة إلى ذلك، لا يستطيع الجميع إتقان مهارات Turner. يجب أن يتمتع المحول المحترف بالصفات التالية:
- مسؤولية؛
- الصبر؛
- منظمة؛
- التفكير الفني؛
- الاهتمام المستمر بالتفاصيل؛
- تركيز عالي؛
- خيال جيد.
إذا كان لدى الشخص مثل هذه الصفات، فسيكون من السهل جدًا عليه إتقان أساسيات الدوران. كما أن المحترف الحقيقي في هذه المهنة يجب أن يتمتع بذاكرة جيدة وبصر حاد وعين دقيقة.
مكان عمل تيرنر
المهمة الرئيسية للخراطة أثناء العمل هي الامتثال لجميع متطلبات السلامة. العمل المنجز على المخارط ينطوي على مخاطر عالية للإصابة، وبالتالي فإن حماية العمال لهذه المهنة هي فارق بسيط مهم إلى حد ما.

يتكون مكان عمل الخراطة من الماكينة نفسها، بالإضافة إلى معدات الرفع والنقل المساعدة، مثل العربات المختلفة أو الرافعات الكهربائية. للعمل المريح يجب أن يكون لديك:
- رفوف مختلفة لتنظيم مكان العمل؛
- الأدوات المناسبة؛
- الأجهزة التكنولوجية لتصنيع الأجزاء.
- طاولة الاستقبال
- كابينة المعدات؛
- أجهزة مختلفة ذات تخصص ضيق ، إلخ.
ما هي فئات الخراطة الموجودة؟
يعتقد الكثير من الناس أن التحول مهنة عالمية، ولكن هذا ليس هو الحال. هناك عمال لديهم تخصص ضيق. حتى الآن، يتم الحصول على أعلى الأجور من قبل أولئك الذين يعتبرون عاملاً عامًا يمكنه إنتاج أجزاء بمعالجة مختلفة ومن مواد مختلفة. غالبًا ما يكون هذا محترفًا حقيقيًا أتقن مهنة الخراطة على نطاق واسع. يخضع هؤلاء المتخصصون للتدريب في مختلف المجالات.

الآن هناك تصنيف واحد يمكن من خلاله تحديد التركيز الضيق للموظف، وهو:
- حفار خراطة (يعمل على آلات الحفر) ؛
- طاحونة تيرنر (معالجة الأسطح المسطحة والمعقدة والثقوب المستديرة والملولبة) ؛
- تيرنر دوار (يعالج الأجزاء أثناء الدوران بزوايا مختلفة) ؛
- عام (ينتج أجزاء مفردة يصعب معالجتها).
تعد أداة الخراطة العالمية واحدة من الفئات الأعلى أجرًا، حيث يجب أن يكون هذا المتخصص قادرًا ليس فقط على إنتاج الأجزاء وفقًا للرسومات، ولكن أيضًا على إصلاح الآلات.
استخلاص النتائج
تعتمد مهنة “الخراطة” على تشغيل المعادن، لذلك يجب على المتخصص في هذا المجال معرفة الخصائص الفيزيائية والكيميائية المختلفة للمواد. بالإضافة إلى ذلك، فهو متخصص عالمي يمكنه دائمًا العثور على عمل في مصانع التجميع والبناء ومصانع الإصلاح وصناعة السيارات وقطاع الدفاع.
ظهر الخراطة في فجر الثورة الصناعية وقد قطع شوطا طويلا منذ ذلك الحين. في الوقت الحاضر، فقدت مهنة تيرنر جاذبيتها للشباب. ولكن من ناحية أخرى، مع ظهور عدد كبير من الآلات التي يتم التحكم فيها بواسطة الكمبيوتر، يأخذ التحول معنى جديدًا وينتقل إلى فئة الفن الهندسي. تُستخدم الأجزاء الخراطة في الهندسة الميكانيكية والطاقة الكهربائية والبناء ومجالات الصناعة والتكنولوجيا الأخرى.
المبادئ الأساسية للتحول
بالنسبة للمبتدئين، يبدو الدوران وكأنه غابة مظلمة مليئة بالمصطلحات غير المفهومة. على الرغم من أن جوهر عملية الخراطة في الواقع بسيط للغاية. الأداة الرئيسية للمخرطة هي آلة يدور فيها الجزء المثبت بسرعة عالية، ويقوم عنصر القطع بعمليات المعالجة على الخشب أو المعدن أو البلاستيك.
يمكن معالجة مجموعة واسعة من المواد. المادة الأكثر شعبية في الخراطة هي بلا شك الفولاذ.
ولكن تاريخيًا، بدأ كل شيء بمعالجة الأخشاب؛ ولا تزال 12 مخارطًا تعمل لبطرس الأكبر محفوظة في مجموعة الأرميتاج. كان القيصر الروسي مولعًا بالحرف اليدوية، لكن تحويل الأجزاء الخشبية والمعدنية كان هوايته المفضلة.
الآلات الحديثة، بالطبع، أكثر تعقيدا بكثير من النماذج الخشبية الأولى. لكن المبدأ الأساسي بقي كما هو، على الرغم من ظهور محرك كهربائي بدلاً من المحرك اليدوي وزيادة متعددة في الحجم.
تتكون المخرطة من عدة عناصر أساسية:
- الإطار الذي تعلق عليه جميع العناصر الأخرى؛
- غراب الرأس مع المحرك والمغزل لتثبيت الجزء؛
- الفرجار يتحرك على طول الأدلة في الإطار، مع وجود القاطع عليه؛
- غراب الذيل مع قفل أجزاء الأبعاد.
يتم تثبيت الجزء، ويضفي المحرك عليه الدوران، ومن خلال ضبط موضع أداة القطع أو الطحن، تتم معالجة المادة.

عمليات الخراطة القياسية المستخدمة في كل من الأعمال المعدنية والنجارة هي:
- تحول المجالات، قطع العمل المخروطية والأسطوانية؛
- زركشة؛
- قطع الأخاديد داخل وخارج الأجزاء؛
- قطع؛
- تنسيق؛
- حفر؛
- قطع الخيط، الخارجي والداخلي؛
- الغرق.
تتطلب كل عملية أداة خاصة يتم اختيارها وفقًا للمادة ودقة المعالجة المطلوبة وميزات تصميم الماكينة.
أنواع معدات الدوران
في العهد السوفييتي، كانت هناك شبكة واسعة من المدارس المهنية، حيث يمكن للشباب بعد المدرسة أن يتعلموا مهنة الخراطة مجانًا تمامًا. وتضمن البرنامج التدريبي الجزء النظري والعملي على آلة التدريب داخل أسوار المدرسة والممارسة الصناعية. كان أحد أهم عناصر التدريب النظري، إلى جانب دراسة خصائص المعدن، هو تعلم استخدام الأداة. لا يمكن للخبير المحترف الاستغناء عن فهم سبب الحاجة إلى كل نوع من أدوات القطع وكيفية تثبيته في الماكينة وفي أي زاوية تتم المعالجة. أصبحت الآن كتالوجات أدوات الخراطة وقواطع الطحن عبارة عن كتب مرجعية متعددة المجلدات وأدلة للخراطة بتنسيق ضخم. إن تنوع المعدات المصممة لأي دقة في عمليات تشغيل المعادن يمكن مقارنته بتصنيف الأنواع في علم الأحياء. الأدوات الرئيسية التي لا يمكن لأي إنتاج الاستغناء عنها والتي يمكن تنفيذ معظم العمليات هي القواطع:
- تمريري، يستخدم للطحن؛
- مملة، تسمح لك بشحذ الثقوب العمياء؛
- قطع، للتقطيع؛
- هناك حاجة إلى الخيوط لقطع الخيوط على قطع العمل.
- على شكل؛
- فترة زمنية محددة؛
- شرائح.

يتضمن التدريب على المخرطة التحضير للعمل مع جميع أنواع هذه القواطع. وتتطلب كل أداة مواصفات دقيقة لحمل الأداة. زاوية الشحذ، الزاوية التي يقترب بها القاطع من الجزء، سرعة التغذية. في هذه الحالة، ستتغير جميع المعلمات مع تغيير المادة. حتى مع الفولاذ، اعتمادًا على وجود إضافات مختلفة، يتم ضبط عملية المعالجة بشكل منفصل.
تختلف الآلات التي يمكن العثور عليها الآن بين الشركات المصنعة بشكل كبير في عدد من المعلمات:
- حسب الحجم: من الآلات المكتبية لورشة العمل المنزلية، إلى الآلات الصناعية التي تزن عشرات الأطنان لمعالجة أجزاء من محطات الطاقة الكهرومائية؛
- عن طريق طريقة التحكم: أنظمة يدوية، CNC، أوتوماتيكية بالكامل؛
- وفقًا للمواد المعالجة: للخشب والمعادن والبلاستيك الصلب.
تبدأ التجارب الأولى للخراط المبتدئ بدراسة المخرطة والمبادئ العامة للتشغيل وأبسط عمليات قطع الأجزاء. علاوة على ذلك، مع نمو المهارات، والعمل مع الجهاز والتدريب النظري، يمكنك الانتقال إلى عمل جديد، على سبيل المثال، قطع الخيط أو الحز.

لكن التقدم في المهارات ليس سريعًا على الإطلاق؛ سيتعين عليك التعود على فكرة التدريب الطويل والمضني. في المدارس المهنية، تستغرق فترة التدريب 3 سنوات بالإضافة إلى الممارسة الصناعية، والتي تقدم المعرفة النظرية بطريقة مختلفة تمامًا.
صفوف تيرنر
مع نمو التدريب المهني، يمكن للخراط تأكيد مهاراته من خلال اجتياز الاختبارات للانتقال إلى الرتبة التالية؛ وكلما ارتفعت الرتبة، زادت المعرفة النظرية التي يحتاجها المتخصص، علاوة على ذلك، إتقان الأدوات التي يجب عليه إظهارها
- يتمتع عامل الخراطة من الفئة الثانية بالمهارات اللازمة للعمل على الآلات العالمية، بأجزاء ذات جودة 12-14؛
- أكد خرّاط من الفئة الثالثة مهاراته في إعداد الآلات العالمية، والعمل باستخدام شعلة البلازما، وشحذ القواطع، وهو جاهز لمعالجة الأجزاء بجودة 7-10؛
- يقوم تيرنر من الفئة الرابعة بإجراء معالجة ميكانيكية للبلازما، ويتحكم في الزلاجات بثلاثة دعامات أو أكثر، ويقطع الخيوط ذات البداية المزدوجة؛
- يقوم الخراطة من الدرجة الخامسة بمعالجة الأجزاء المعقدة التي تصل إلى 6-7 درجات دقة، ومعالجة الفولاذ عالي السبائك ولف الخيوط متعددة البدء؛
- تعتبر أداة التقليب من الدرجة السادسة أعلى مستوى من المهارة المهنية، ويعمل المتخصص مع الدرجة الخامسة ويمكنه ضبط أداة رفيعة ذات أسطح متزاوجة متعددة.

اجتياز اختبارات الانتقال من رتبة إلى رتبة تفصل بينها مدة لا تقل عن سنة.
تشير الفئة السادسة الأخيرة إلى مستوى عالٍ جدًا من الإعداد في الجزء النظري والمهارات العملية في معالجة الأجزاء وإعداد الآلات. وقد يتجاوز راتب هذا الاختصاصي راتب مهندس محترف.
وفي بعض الأحيان يمكن أن تعتمد عملية الإنتاج في المؤسسة بشكل كامل على متخصص يتمتع بمهارات تحول فريدة. إن إجراء الامتحانات في تخصص التحول مفتوح في العديد من مراكز التدريب المهنية؛ عادة، بالنسبة للامتحان، ستحتاج إلى إجراء دورة تدريبية إضافية ودفع تكاليف إعادة التدريب والامتحان نفسه.
كيف تصبح محترفا في تشغيل المعادن
التدريب على التحول، كما هو الحال، على سبيل المثال، في مهنة الطبيب، يستمر مدى الحياة، بالإضافة إلى قدر كبير من المعلومات النظرية والكتب والمهارات العملية التي تحتاج إلى إتقان، هناك أسطول من المعدات يتم تحديثه باستمرار يتطلب الدراسة، والمخارط تتطور. ويتزايد أيضًا نطاق المواد المعالجة، وتظهر مواد مركبة وبوليمرية جديدة ذات خصائص غير مدروسة.
مقدمة الطبعة السادسةتحميل تعليم الدوران
مقدمة
القسم الاول. معلومات موجزة عن الدوران
الفصل الأول. المفاهيم الأساسية حول تصميم مخرطة القطع اللولبية
§ 1. الغرض من المخارط
§ 2. أنواع المخارط
§ 3. المكونات الرئيسية لمخرطة القطع اللولبية
§ 4. السرير
§ 5. غراب الرأس
§ 6. آليات التغذية
§ 7. الدعم
§ 8. ساحة
§ 9. تايلستوك
§ 10. قواعد رعاية المخرطة
الباب الثاني. أساسيات عملية قطع المعادن
§ 1. قطع العناصر عند المعالجة على المخارط
§ 2. عملية تشكيل الرقاقة
§ 3. قطع السوائل
§ 4. المواد المستخدمة في صناعة القواطع وأدوات القطع الأخرى
§ 5. أدوات الخراطة
§ 6. شحذ القواطع
الفصل الثالث. موجز السلامة
§ 1. أهمية احتياطات السلامة
§ 2. احتياطات السلامة في ورش الآلات
§ 3. قواعد السلامة من الحرائق
الفصل الرابع. تحول الأسطح الأسطوانية الخارجية
§ 1. قواطع للدوران الطولي
§ 2. تركيب وتثبيت القاطع
§ 3. تركيب وتثبيت الأجزاء في المراكز
§ 4. تركيب وتثبيت الأجزاء في الخراطيش
§ 5. شد وفك خراطيش الفك
§ 6. تقنيات تدوير الأسطح الأسطوانية الملساء
§ 7. تقنيات تدوير الأسطح الأسطوانية بالحواف
§ 8. عناصر وضع القطع عند الدوران
§ 9. رعاية القاطع
§ 10. قياس الأجزاء عند تدوير الأسطح الأسطوانية
§ 11. عيوب تدوير الأسطح الأسطوانية وإجراءات الوقاية منها
§ 12. احتياطات السلامة عند تدوير الأسطح الأسطوانية
الفصل الخامس. معالجة الأسطح النهائية والحواف
§ 1. القواطع المستخدمة في معالجة الأسطح الطرفية والحواف وتركيبها
§ 2. تقنيات قطع الأسطح الطرفية والحواف
§ 3. تقنيات قياس الأسطح الطرفية والحواف
§ 4. احتياطات السلامة عند قطع الأسطح والحواف
§ 5. عيوب قطع الأسطح والحواف الطرفية وتدابير الوقاية منها
الفصل السادس. الحز والقطع الخارجي
§ 1. قواطع لتدوير الأخاديد والقطع وتركيبها
§ 2. تقنيات تقليب الأخاديد والقطع
§ 3. قياس الأخاديد
§ 4. عيوب الحز والقطع وإجراءات الوقاية منها
الفصل السابع. حفر و توسيع الثقوب الأسطوانية
§ 1. التدريبات
§ 2. شحذ التدريبات الملتوية
§ 3. تدريبات التثبيت
§ 4. تقنيات الحفر
§ 5 عناصر وضع القطع عند الحفر
§ 6. الحفر
§ 7. السمات التصميمية لبعض أنواع التدريبات
§ 8. استبدال التغذية اليدوية بالتغذية الميكانيكية
§ 9. العيوب أثناء الحفر وإجراءات الوقاية منها
الفصل الثامن. توسيط
§ 1. الغرض وشكل الثقوب المركزية
§ 2. وضع علامات على الثقوب المركزية
§ 3. تقنيات التوسيط
§ 4. العيوب أثناء المحاذاة وإجراءات الوقاية منها
الفصل التاسع. التوسيع والتوسيع وحفر الثقوب الأسطوانية. تحول الأخاديد الداخلية
§ 1. غمر الثقوب الأسطوانية
§ 2. تطوير الثقوب الأسطوانية
§ 3. حفر الثقوب الأسطوانية
§ 4. تقنيات ثقب الثقوب الأسطوانية المسدودة
§ 5. عيوب معالجة الثقوب الأسطوانية وإجراءات الوقاية منها
§ 6. تقنيات قطع الأسطح الداخلية وتدوير الأخاديد الداخلية
§ 7. قياس الثقوب الأسطوانية والأخاديد الداخلية والتجويفات
الفصل العاشر. خراطة الأجزاء البسيطة
§ 1. تحول الدبوس
§ 2. تدوير الأعمدة الملساء والمتدرجة
الفصل الحادي عشر. المبادئ الأساسية لبناء العمليات التكنولوجية لمعالجة الأجزاء على المخارط
§ 1. مفهوم العمليات التكنولوجية والإنتاجية
§ 2. عناصر العملية التكنولوجية
§ 3. أنواع الإنتاج في الهندسة الميكانيكية
§ 4. مبادئ تطوير العملية التكنولوجية للمعالجة الميكانيكية
§ 5. مفهوم قواعد التثبيت واختيارها
القسم الثاني. معالجة الأسطح المخروطية. طحن الأسطح على شكل. تشطيبات السطح. قطع الخيط الثلاثي
الفصل الثاني عشر. تصنيع الأسطح المخروطية
§ 1. مفهوم المخروط وعناصره
§ 2. طرق الحصول على الأسطح المخروطية
§ 3. طحن الأسطح المخروطية عن طريق الإزاحة العرضية لجسم غراب الذيل
§ 4. طحن الأسطح المخروطية عن طريق تدوير الجزء العلوي من الفرجار
§ 5. معالجة الأسطح المخروطية باستخدام المسطرة المخروطية
§ 6. معالجة الأسطح المخروطية بقاطع عريض
§ 7. حفر وتوسيع الثقوب المخروطية
§ 8. قياس الأسطح المخروطية
§ 9. عيوب معالجة الأسطح المخروطية وإجراءات الوقاية منها
الفصل الثالث عشر. تحول الأسطح الشكل
§ 1. القواطع المشكلة وتركيبها وتشغيلها
§ 2. طحن الأسطح المشكلة بقواطع عابرة
§ 3. معالجة الأسطح المشكلة باستخدام آلة التصوير
§ 4. عيوب تدوير الأسطح المشكلة وإجراءات الوقاية منها
الفصل الرابع عشر. تشطيبات السطح
§ 1. خشونة السطح المُشكل
§ 2. تحول جيد
§ 3. التشطيب أو اللف
§ 4. لف السطح باستخدام الأسطوانة
§ 5. المتداول
الفصل الخامس عشر. خيوط
§ 1. معلومات عامة عن المواضيع
§ 2. أنواع الخيوط والغرض منها
§ 3. قياس الخيط والتحكم فيه
§ 4. قطع الخيوط المثلثة بالقوالب
§ 5. قطع الخيوط المثلثة بالصنابير
§ 6. الخيوط بالقواطع
§ 7. يموت الخيوط
§ 8. إعداد مخرطة القطع اللولبية لقطع الخيوط
§ 9. أمثلة على حساب التروس القابلة للاستبدال
§ 10. تقنيات قطع الخيوط بالقواطع
§ 11. طرق قطع الخيط عالية الأداء
§ 12. عيوب قطع الخيوط بالقواطع وإجراءات الوقاية منها
القسم الثالث. مخارط. ميكنة وأتمتة عمليات معالجة الأجزاء على المخارط
الفصل السادس عشر. بناء المخارط
§ 1. لمحة تاريخية موجزة عن تطور المخرطة
§ 2. الأنواع الرئيسية لآلات الخراطة
§ 3. رمز المخارط
§ 4. الخصائص الرئيسية لمخارط القطع اللولبية المنتجة محليًا
§ 5. محركات المخارط
§ 6. الرسم البياني الحركي للآلة
§ 7. آليات علب التروس والأعلاف
§ 8. دعم مخرطة القطع اللولبية
§ 9. ساحة
§ 10. مخرطة القطع اللولبي موديل 1K62
§ 11. المخارط
الفصل السابع عشر. فحص مخرطة القطع اللولبية للتأكد من دقتها
§ 1. أداة لفحص الأدوات الآلية للتأكد من دقتها
§ 2. الطرق الأساسية لفحص المخرطة
الفصل الثامن عشر. ميكنة وأتمتة عمليات معالجة الأجزاء على المخارط
§ 1. الأجهزة التي تعمل على ميكنة عملية المعالجة على المخارط
§ 2. الأجهزة التي تعمل على أتمتة عملية المعالجة على المخارط
§ 3. الآلات التي يتم التحكم فيها بالكمبيوتر
§ 4. الخطوط الأوتوماتيكية
القسم الرابع. أساسيات دراسة قطع المعادن
الفصل التاسع عشر. معلومات عامة عن القطع
§ 1. لمحة تاريخية موجزة
§ 2. المواد المستخدمة في صناعة أدوات القطع
§ 3. زوايا القطع
§ 4. تركيب القاطع
الفصل العشرون. عمليات القطع الأساسية
§ 1. عملية تشكيل الرقاقة
§ 2. معلومات أساسية عن القوى المؤثرة على القاطع
§ 3. حرارة القطع
§ 4. متانة القاطع
§ 5. تبريد الأداة
§ 6. تأثير العوامل المختلفة على اختيار سرعة القطع
القسم الخامس. قطع المعادن عالية الأداء. اختيار ظروف القطع الأكثر فائدة
الفصل الحادي والعشرون. قطع المعادن عالية الأداء
§ 1. جوهر القطع عالي السرعة للمعادن
§ 2. هندسة القواطع للقطع عالي السرعة
§ 3. تصميمات حديثة للقواطع عالية الأداء
§ 4. متطلبات آلات الخراطة عالية السرعة
§ 5. الأجهزة المستخدمة للقطع عالي السرعة
§ 6. أجهزة إزالة الرقائق
§ 7. مشاكل في الدوران عالي السرعة
§ 8. القواعد الأساسية للعمل مع القواطع المجهزة بألواح من السبائك الصلبة
الفصل الثاني والعشرون. اختيار ظروف القطع الأكثر فائدة
§ 1. مفهوم إنتاجية العمل
§ 2. مفهوم القوة أثناء الدوران
§ 3. عزم الدوران
§ 4. جواز سفر المخرطة
§ 5. اختيار شروط القطع الأكثر فائدة
القسم السادس. أعمال تحول معقدة
الفصل الثالث والعشرون. قطع الخيوط المستطيلة وشبه المنحرفة
§ 1. معلومات عامة عن خيوط نقل الحركة
§ 2. قطع الخيوط المستطيلة وشبه المنحرفة
§ 3. طرق قص الخيوط المتعددة البدايات
§ 4. تقسيم الخيوط متعددة البداية إلى بدايات
§ 5. طرق عالية الأداء لقطع الخيوط متعددة البداية
§ 6. معلومات أساسية عن قطع الخيوط باستخدام القواطع الدوارة
الفصل الرابع والعشرون. تحول الأجزاء مع التثبيت المعقد
§ 1. تجهيز الأجزاء في مساند ثابتة
§ 2. معالجة الأجزاء الموجودة على اللوحة الأمامية
§ 3. تجهيز الأجزاء على المربعات
§ 4. تجهيز الأجزاء على الشياق
§ 5. معالجة الأجزاء اللامركزية
القسم السابع. تنظيم مكان العمل وعمل الخراطة. العملية التكنولوجية لمعالجة الأجزاء على المخارط
الفصل الخامس والعشرون. تنظيم مكان العمل وعمل الخراطة
§ 1. تنظيم مكان عمل الخراطة
§ 2. تخطيط مكان عمل الخراطة
§ 3. النظام والنظافة في مكان العمل
§ 4. تنظيم العمل في مكان العمل
§ 5. العمل متعدد الآلات
الفصل السادس والعشرون. طرق التحول العقلانية
§ 1. التقنيات التكنولوجية المستخدمة من قبل الخراطين المبتكرين
§ 2. تقليل الوقت الرئيسي (الجهاز).
§ 3. تقليل الوقت الإضافي
§ 4. طريقة معقدة لتقليل وقت القطعة
الفصل السابع والعشرون. العملية التكنولوجية لمعالجة الأجزاء على الآلات
§ 1. معلومات عامة عن تطور العملية التكنولوجية لمعالجة الأجزاء
§ 2. إجراءات رسم العملية التكنولوجية لمعالجة الأجزاء
§ 3. طريقة المعالجة الجماعية للأجزاء
§ 4. خرائط العملية التكنولوجية لمعالجة الأجزاء على الأدوات الآلية
§ 5. الانضباط التكنولوجي
الفصل الثامن والعشرون. العمليات التكنولوجية لمعالجة الأجزاء على المخارط
§ 1. العملية التكنولوجية لتحويل البطانات
§ 2. العملية التكنولوجية لتحويل الأقراص
§ 3. العملية التكنولوجية لقلب الأكواب
الفصل التاسع والعشرون. أمثلة على رسم العمليات التكنولوجية لمعالجة الأجزاء على المخارط
§ 1. معالجة الأسطوانة المتدرجة
§ 2. معالجة صمولة الضغط
الملحق الأول. ورقة بيانات لمخرطة القطع اللولبية موديل 1K12
الملحق الثاني. المصنف الانتقالي
الملحق الثالث. بطاقة تشغيل الآلات
الملحق الرابع. الخريطة التكنولوجية لتصنيع الأسطوانة
الملحق الخامس. الخريطة التكنولوجية لتصنيع صمولة الضغط