Strug i tokarenje*
Uređaj za izradu tijela rotacije od drveta i drugih tvrdih materijala, nazvan „strug” (un tour, strug za struganje, Drehbank), poznat je od davnina; samo je „grnčarsko kolo“, koje se koristi za izradu okruglih glinenih posuda, starije od njega. Tokareni proizvodi nalaze se u izobilju među egipatskim antikvitetima, a strojeve primitivnog dizajna još uvijek koriste različiti narodi u naše vrijeme. Ove mašine su dve vrste: Azijati, navikli na čučanj, postavili su i T. mašine koje odgovaraju ovom običaju, a Evropljani su ih prilagodili tako da mogu da rade i stojeći. Na stolu sl. 1 prikazuje Hinduse kako okreću stub: pomoćnik dovodi predmet koji se obrađuje u naizmjenično rotacijsko kretanje pomoću užeta, poput vretena za paljenje vatre trenjem. Sama mašina se sastoji od dva klina zabijena u zemlju i za njih vezanog horizontalnog štapa koji služi kao alat, a predmet koji se okreće rotira na vrhovima dva eksera. Kalmici također koriste sličan uređaj, ali imaju i složeniju mašinu za okretanje čaša (tabela 2). Između kočića učvršćenih u tlu, vrti se drveni privid pravog „vretena“ sa vratom i zadebljanjem koji viri iza njega, koji služi kao „patrona“ za pričvršćivanje komada koji se obrađuje. Da biste bili bez pomoćnika pri obradi malih predmeta, uže se povlači preko "luka": tada majstor jednom rukom postavlja rad u rotaciju, a drugom mora držati alat. Takve nagnute mašine uobičajene su među Perzijancima, Arapima itd. U Evropi su radije označavali rotacijski pokret nogom: na stolu. sl. Slika 3 prikazuje takvu mašinu u obliku u kojem se danas koristi za izradu drvenih stvari u Italiji, Švajcarskoj i drugim mestima. Umjesto kočića zabijenih u zemlju, postavljen je cijeli okvir sa dvije horizontalne paralele, između kojih se pomiču oba “glava” sa točkama za predmet koji se okreće i učvršćuju klinovima. Umjesto mašne, elastična motka je pričvršćena za plafon, a donji kraj užeta je vezan za "stepenicu". Podesiva daska paralelna sa osom mašine služi kao oslonac za radnika. Takve mašine čak rade vrlo čist i delikatan posao; za mljevenje drva i za neke druge slučajeve, naizmjenični pokret je još svrsishodniji od kontinuiranog kretanja. Luk i naizmjeničnu rotaciju također koriste časovničari u svojim malim strugovima (pogledajte Satovi), ali sada je gotovo univerzalno zamijenjen kontinuiranom rotacijom, kroz „zamašnjak“. Iako postoji indicija da je zamašnjak (vidi) korišćen za pokretanje mašine već u 16. veku, on je počeo da ulazi u opštu upotrebu tek od 18. veka. Zamašnjak se počeo postavljati ispod stroja, pokretan je pomoću dobro poznatog mehanizma koji se sastoji od ljuljačke stepenice, „kuke“ koja je služila kao klipnjača i zakrivljene osovine (tablica 4). Sama mašina je prvo postavljena kao i prethodna, a beskonačno uže sa obima zamašnjaka položeno je direktno na komad koji se obrađuje. Ali ubrzo su počeli da prave posebno „vreteno“ sa dva vrata koja se rotiraju u posebnim „glavama“, u rupama ispunjenim limom kako bi se smanjilo trenje i habanje. Slobodni kraj vretena bio je opremljen navojem za navrtanje raznih vrsta "stezne glave" za pričvršćivanje radnog komada. Ponekad je lijeva glava bila opremljena fiksnom točkom, na čijoj se cilindričnoj šipki slobodno okretala mala remenica za čipku sa zamašnjaka. U ovom slučaju, predmet koji se obrađuje bio je fiksiran "između centara", kao na sl. 3, i posebna igla koja viri sa strane male remenice zakačena na lijevi kraj i davala je rotaciju radu. Ova tehnika se zove brušenje na “mrtvim centrima”; koristi se i u savremenim mašinama kada je potrebna najveća moguća preciznost rada. Na sl. 4. prikazuje još složeniji uređaj, tzv. "kartridž" mašina za sečenje vijaka. Vratovi vretena su napravljeni znatno duži od ležajeva koji ih okružuju, tako da se prilikom rotacije može kretati i duž svoje ose. Na lijevom kraju vretena urezano je nekoliko kratkih vijaka različitih brzina, a u čeonu su pričvršćene daske od tvrdog drveta s odgovarajućim navojima matice. Kada se ove daske spuste u odgovarajuće proreze naglavne glave, a krajnja vanjska, neopremljena rezovima, podigne se i umetne u odgovarajući prstenasti rez vretena, ona nema uzdužno kretanje i služi kao obična točka. Kada se ova ploča zamijeni drugom, vreteno može napraviti nekoliko okreta duž spiralne linije, a uz pomoć stacionarnog "češlja" na predmetu koji se obrađuje, vijak, vanjski ili unutarnji, može se okrenuti prema tome. Početkom 19. veka, kada su se parne mašine počele graditi u velikom broju, od mašine su počele da zahtevaju tačan i brz rad; gore opisani tipovi morali su biti zamijenjeni naprednijim i izdržljivijim. U tom smislu, prve figure su bili engleski mehaničar Maudsley (Maudsley, -) i njemački mehaničar Reichenbach (-). Reichenbach se, projektirajući astronomske i geodetske instrumente, bavio malim objektima i stoga je samo poboljšao dizajn drvenog T. tip mašine Sl. 4, ali mu je prvi dodao „nosač“ za rezni alat, omogućavajući mu da se pomiče vijcima duž ose predmeta koji se okreće iu smjeru okomitom na njega. Maudsley je počeo da pravi T. mašine od livenog gvožđa sa čeljustima; Clement, pronalazač mašine za rendisanje, poboljšao je dizajn vretena, počeo da uvodi rendisane okvire od livenog gvožđa za mašinu i dao joj generalno moderan izgled, koji je, međutim, razvijen tek šezdesetih godina 19. veka, trudom mnogih ljudi. Moderne T. mašine se izrađuju od livenog gvožđa: krevet w(tablica crtež 5) izlivena je iz jednog komada i pričvršćena na noge s. Ležište je pažljivo blanjano na svojoj gornjoj površini, predstavljajući dva ravna, paralelna lenjira ili ravno ravnalo sprijeda i paralelno, šiljato pozadi, tako da se lijeva držača može pomicati paralelno sa sobom i osigurati D sa vretenom x, ručna čeljust Am, majstor Bn i prava baka Cu. U mašinama koje pokreće noga radnika, osovina sa polugom je montirana ispod okvira h, obično rotirajući između dva šiljasta zavrtnja pričvršćena u nogama S; na ovo vratilo je montiran stepenasti zamajac l prenosi se kroz pojas I kretanje remenice l 1, stavite vreteno X. Korak t kroz udicu u, koji služi kao klipnjača, preuzima zamahni pokret okretarske noge i pretvara je na poznati način u kružni. Vreteno čini glavni dio stroja, napravljeno je od dobrog čelika, a čahure su kaljene i zatim pažljivo brušene. Prikazana mašina (f. 5) ima vreteno srednje veličine sa dva konusa koji se okreću u kaljenim čeličnim prstenovima umetnutim u glavu od livenog gvožđa. Oba konusa imaju vrhove na lijevoj strani, ali imaju različite uglove nagiba; Cilindrična cijev se stavlja na vreteno s lijevog kraja i drži na mjestu pomoću matice. Kada je vreteno jednostruko konusno, napravljeno je deblje od vijka sa navojem na kraju X, tako da se vreteno može umetnuti s lijeve strane kada je u dijelu k potisni vijak D dovoljno odvrnut. Za rad, ovaj vijak mora biti pažljivo zategnut tako da njegov ravni, očvrsli i polirani kraj bude u preciznom kontaktu s blago konveksnim i također očvrsnutim krajem vretena s dvostrukim konusom ili da uredno stane u konusno udubljenje na lijevom kraju jednostrukog -konusno vreteno (slika 5). Prstenovi su izbušeni odozgo radi podmazivanja. Gornji dio desne glave kuke je izbušen po geometrijskoj osi rotacije vretena, tako da se pomiče bez rotacije pomoću vijka at i matice sa ručnim kotačićem z cilindar sa umetkom "centar" at. Ostatak za podupiranje ručnih alata sastoji se od umetka u obliku slova T B, koji se može podizati i rotirati oko vertikalne ose, i njegovo postolje i opremljen horizontalnim prorezom koji omogućava da se povuče naprijed i osigura okretanjem matice n. Kaliper uređaj A To se može bolje vidjeti na sljedećim crtežima (tabele 8 i 9), koji predstavljaju njegove vertikalne presjeke duž ose rotacije vretena i okomito na njega. Fondacija A, koji se kreće duž ležišta T. mašine, predstavlja čvrst okvir, blanjani u obliku prizme, koji je prekriven donjim „kočijem“ IN opremljen pokretnim klinom v, pažljivo montiran vijcima tako da se pomiče sa vijkom b i orah m nema bočnog kolebanja. Na gornjoj površini ove kočije rotira se uzdužni okvir - prizma CD blizu trna With i pričvršćena pod određenim uglom vijcima Χ . Pokriven je gornjim kolicima E pokretan vijkom l i orah n; Na svojoj gornjoj površini rezač 1, 2 je pričvršćen vijkom YY luduje O, trougao gg i potporni vijak R. Kada je potrebno obraditi samo bočnu površinu dugačkih predmeta, oni su opremljeni malim udubljenjima u obliku lijevka na krajevima i postavljenim između "centra" stroja. Da bi se ovaj predmet okretao s vretenom, na lijevi kraj stavite „ogrlicu“ (tabela 13), pritisnite je vijkom i produžite kuku stezne glave koja je pričvršćena na vreteno koliko god je potrebno tako da zahvati rep stezaljka. Ako treba i jedan od krajeva obraditi, u njemu izbušiti rupu ili izrezati vijak ili maticu, onda se ovaj predmet sa drugim krajem ušrafi u steznu glavu (tabela, sl. 6). Ova sličnost je cilindrična. staklo opremljeno sa dva reda poprečnih vijaka d I d 1 ; Sistematskim zatezanjem ovih vijaka nije teško “centrirati” objekt. Ova stezna glava se prvenstveno koristi za okretanje predmeta od debele mesingane žice i od cilindričnih čeličnih i željeznih šipki. Za drvo se izrađuju stezne glave iste vrste bez vijaka, ali različitih promjera, od metala ili tvrdog drveta; Komad drveta koji se obrađuje jednostavno se zakucava svojim zaobljenim krajem u takvu steznu glavu. Samocentrirajući američki uložak je praktičniji, ali drži manje čvrsto (tablica, slika 7). Opremljen je sa tri matrice 1, 2, 3, koje se kreću u radijalnim prorezima poklopca kertridža E, ušrafljen sa prstenom Om ; Na vrlo ravnoj površini ovog uloška izrezana je Arhimedova spirala koja hvata zupce na donjoj strani kalupa. Prema svojstvu ove linije, unutrašnja rebra matrice, postavljena u jednom položaju, ostat će na istoj kružnici koncentrično s osi rotacije i u svim ostalim položajima u koje se mogu dovesti rotacijom poklopca u odnosu na uložak sa spiralom. Osim opisanih, veliki broj različitih patrona dizajniran je za različite namjene. Moderni alatni alat je također vrlo zgodan za bušenje: kada je predmet fiksiran u steznu glavu, možete ga izbušiti duž osi rotacije: prethodno označivši centar, odnosno ručno urezavši udubljenje na ovom mjestu, umetnite vrh svrdla u njega, okrenite vreteno i pritisnite bušilicu sa desnim zavrtnjem, dok odgađate rotaciju same bušilice. Ili umetnu bušilicu u odgovarajuću steznu glavu i pritisnu predmet desnim zavrtnjem, stavljajući posebnu steznu glavu na desni vrh u obliku kružnice normalne na os rotacije. Mašina se takođe koristi za rezanje šrafova. Za optičke staklene okvire i općenito za spajanje dijelova od cijevi, koštanih proizvoda i tvrdog drveta potrebno je rezati kratke vijke i navrtke različitih promjera i različitih dužina hoda. Lijeva glava takve mašine za patrone prikazana je u tabeli, sl. 10. Njegovo vreteno ima dva cilindrična vrata, na stražnjem lijevom kraju nalazi se cilindrični dodatak na koji se stavljaju cilindrične patrone različitih navoja i pričvršćuju navrtkom. Odgovarajući navoji matice su napravljeni na bronzanom dijelu u obliku zvijezde koji se okreće na dnu tobogana, klizeći gore-dolje po stražnjoj strani glave uz pomoć ekscentrika s polugom. Kada je potrebno izrezati vijak, odgovarajući rez zvjezdice se pomiče prema steznoj glavi; kada je potrebno jednostavno naoštriti, zvijezda se spušta, a kraj vretena se oslanja na vijak u posebnoj vilici, prikazano na sl. 10 u podignutom položaju. Na vanjskom vijku vretena nalazi se stezna glava sa klinom, koja služi za hvatanje stezaljke pri oštrenju „na središta“; Sa strane, iza remenice, vidljiva je traka koja služi za korištenje kružnih podjela označenih na njegovoj prednjoj površini. Ove podjele su označene malim rupama u koje ulazi tačka, pričvršćena sa strane naznačene trake; služe za označavanje obima predmeta koji se obrađuje (sa uklonjenim pojasom, naravno). Za proizvodnju dugih i debelih vijaka, posebno s pravokutnim navojem, koriste se T "rezanje vijaka". mašine sa glavnim zavrtnjem, koje služe i kao „mašina za samooštrenje“ za okretanje cilindara, ravni i konusa. Takva mašina je prikazana u tabeli na Sl. 11. Sastoji se od istih dijelova, ali malo drugačijeg dizajna, a njegov okvir je opremljen takozvanim izrezom. "razmak" tako da možete brusiti točkove poluprečnika većeg od visine njegovih centara. Duž njegove prednje strane nalazi se dugačak „maternji vijak“, koji je povezan sa vretenom sistemom varijabilnih zupčanika, čiji je dovod prikazan ispod mašine (na levoj strani je „univerzalna“ stezna glava sa četiri podesiva zavrtnja, a na desno je remenica za prijenos kretanja na vreteno sa pogona). Pomoću odvojive matice ovaj vijak može pomicati donji nosač oslonca duž samog okvira, a drugi, poprečni, vijak klizi duž ovog nosača, čiji se vijak može okretati i od vretena: u ovom slučaju je njegova matica odvojeno i komunicirano sa pužem koji sjedi na osi zupčanika koji prenosi rotaciju na poprečni vijak kolica preko drugog vidljivog na slici. Kako se vijak ne bi nepotrebno istrošio, za ugradnju se nosač pomiče kroz zupčanik, zupčanik i ručka vidljivi na slici. Ručni nosač je montiran na poprečnom nosaču za praktičnu ugradnju rezača. Desno od vagona vidi se „luneta“: fiksno postolje u koje se stavljaju komadi drveta sa izrezom za podupiranje dugačkih predmeta kako se ne bi savijali prilikom okretanja. Lijeva glava je “prekomerna”: kada se vreteno treba brže okretati, remen se stavlja preko remenice, a remenica se pričvršćuje za vreteno. Kada je potrebna spora rotacija, remenica se odvaja od vretena i zupčanik montiran na posebnoj osi koja se okreće u ležajevima pripremljenim na zadnjoj strani glave glave pomiče se na zupčanik na njegovom lijevom kraju. Zupčanik na desnom kraju ove ose zahvaća točak na desnom kraju vretena i uzrokuje da se rotira nekoliko puta sporije. Da biste izrezali šraf datog poteza, morate znati hod zavrtnja maternice. Pretpostavimo da je jednak 1 cm.Ako se vijak rotira istom brzinom kao i vreteno, njegova kopija će se početi rezati; da uvučeš šraf n puta manji hod, potrebno je staviti kotače tako da se okrene za jedan okret n okretaja vretena. Nije teško izračunati koliko zuba trebate koristiti u tu svrhu, ali u praksi morate koristiti postojeći set kotača; Pošto je ovaj skup ograničen, ponekad se morate zadovoljiti aproksimacijom. Mašina obično dolazi sa tabelom mogućih i uobičajenih kombinacija. Ako su prečnici točkova na vretenu i na vijku nedovoljni za direktno zahvatanje, uvodi se pomoćni točak koji se zahvata sa oba i stoga ne menja prenosni odnos brzina. Nakon što smo uveli još jedan takav kotač, promijenit ćemo smjer rotacije vijka i umjesto desnog zavrtnja počet ćemo rezati lijevi, ili obrnuto. Kada samo trebate naoštriti cilindar samobrušenjem, odaberite kotače kao za vijak male brzine. Ponekad se, radi pojednostavljenja dizajna, u takvim mašinama za samooštrenje bez vijka umjesto matičnog vijka ugrađuje zupčanik sa zupčanikom, koji prima kretanje od vretena.
TURNING.
Meko drvo zahtijeva brzu rotaciju, oko 10 okretaja u sekundi za tanke predmete; Alati koji se koriste su uglavnom polukružna i ravna dlijeta („rera“ i „menzel“). Obje se razlikuju od stolarskih po većoj dužini, odsustvu "matice" na repu umetnutom u dršku, te po tome što polukružna nije naoštrena ravno, kao stolarska, već su joj uglovi više brušeni. nego sredina; pljosnato je obostrano naoštreno tako da je sječivo nagnuto prema dužini i da je jedan ugao oštar, a drugi tup. Prilikom rada alat se osloni na „oslonac“ i nanese na površinu koja se obrađuje tako da je donja ivica oštrice gotovo tangentna na nju. Ako lagano podignete ručku tako da se formira kut od nekoliko stupnjeva između ove kosine i tangente, strugotine prvo postaju deblje, a zatim alat počinje strugati: umjesto strugotina dobivaju se mrvice, a površina ostaje neglatka. Da biste dobili glatku površinu, uvijek morate rezati "uz slojeve" drveta, a ne protiv njih, kao kod blanjanja nožem; nakon okretanja ga brusne brusnim papirom (vidi šmirgl), a zatim ga čvrsto brišu strugotinama od istog drveta, što rezultira blagim sjajem na površini. Ugao rezanja za meko drvo je između 20 i 30°; za tvrde vrste može biti 45°, a alat se može namjerno natjerati da struže umjesto da seče: rad je tiši, ali je lakše napraviti složene oblike i šare. Za usmjeravanje mesinga, željeza i kosti ručno se koristi nekoliko jednostavnih alata: "stihel" se sastoji od čelične šipke kvadratnog poprečnog presjeka, naoštrene jednom dijagonalnom ravninom, što rezultira jednim oštrim trodjelnim kutom i dvije oštrice za rezanje. Ako šljunak postavite na oslonac alata tako da je kratka dijagonala njegovog ivice gotovo okomita, i natjerate njegov vrh da seče malo ispod središnje linije, tada djeluje vrlo snažno, posebno na željezo i čelik, ali ostavlja rebrastu površinu koji se može zagladiti svojom oštricom. Za mesing je prikladniji ravan alat sa zaobljenim ili dvokošenim krajem. Ugao rezanja za gvožđe je oko 60°, a za mesing je tupiji, od 70° do 80°, pa čak i do 90° za konačno glačanje. Brzina rotacije za mesing može biti samo nešto manja nego za drvo, ali za željezo bi trebala biti 3 ili 4 puta manja, inače alat postaje tup i rad ide loše. Za rad s teškim metalima, kada još nije bilo mašina sa osloncima, koristile su se „kuke“: rezni kraj alata bio je savijen pod pravim uglom, duga ručka se mogla nasloniti na ramena, a „peta“ na oslonac za alat. Na taj način se sav otpor prenio na oslonac alata, a radniku je postalo lako da drži i vodi alat. Kuka za strug je bila specijalno oruđe engleskih "mliwrights" (q.v.) iz prve polovine 19. veka, a sada je izašla iz upotrebe. Oblik alata za obradu metala pomoću čeljusti pažljivo je dizajniran. Prije svega, napominjemo da će svaki alat za samooštrenje ostaviti spiralni žlijeb na bočnoj površini predmeta koji se okreće, a žljeb u obliku arhimedove spirale na ravni normalnoj na os rotacije. Ako je vrh okrugao ili trokutast, onda će žljeb biti relativno dubok, ali će izbočeni dijelovi svakog zavojnice biti odsječeni kada se formira sljedeći, kada je hod spirale znatno manji od širine zavojnice. čips koji se uklanja. Žljebovi će se još više pojaviti ako se vrh naoštri na način da se sastoji od dvije gotovo međusobno okomite oštrice, od kojih je jedna gotovo tangentna na površinu koja se formira, a druga, gotovo normalna, ide naprijed i čini većinu rada. Takvi "bočni rezači" neophodni su za okretanje vrata i izbočina sa udubljenim uglovima. Ali s ovim oblikom, akutni ugao presjeka obje oštrice lako se otupljuje na čeliku i željezu, tako da za okretanje glatkih površina preferiraju rezač s jednom ravnom oštricom, nagnutom za 30 stupnjeva prema osi rotacije, koja je prisiljena rezati ne pod uglom, nego u sredini. Krećući se samo po polumjeru predmeta koji se brusi, takav rezač bi formirao zacrtani hiperboloid okretanja (vidi), tangentan na cilindar u njegovom vratu, zbog čega, kada se kreće uzdužno, takav rezač ostavlja vrlo glatku površinu. Mesing i liveno gvožđe se oštri suvo, ali gvožđe i čelik daju glatku površinu samo kada se navlaže uljem, mešavinom biljnog ulja i terpentina ili rastvorom sapuna pomešanog sa uljem. Prilikom uklanjanja vanjske kore odljevaka koji sadrže kamenac i zrna pijeska, poželjan je jednostavan rezač sa zaobljenim krajem. Za velike T. mašine smatraju da je povoljno ne kovati ceo rezač od čelika, već koristiti male komade čeličnih šipki, valjane na različite profile poprečnog preseka prema potrebama, kaljene i umetnute u posebne „držače“, koji zauzvrat su zašrafljeni u nosač. U ovom slučaju ne samo da je ušteda u materijalu, već se održava i točan oblik oštrice, jer se rezni blokovi oštri samo na svojoj poprečnoj površini. Obično se površina također obrađuje brusnom turpijom dok se okreće na stroju, iako je narušena ispravnost oblika; ako površina nije podložna abraziji, tada se može brusiti i polirati uobičajenim tehnikama. Uspjeh rada ovisi o pravilnoj ugradnji alata. Preporučljivo je prisiliti rezni vrh da radi u vodoravnoj ravnini koja prolazi kroz os rotacije, inače "kut nagiba" DAQ(Slika I iznad) će se mijenjati kako se objekt bruši, a ako se njegova površina obrađuje, okomito na osu, tada će u blizini centra oštrica prestati raditi i proći će ispod ili iznad njega.
Ova pozicija je ujedno i najpovoljnija za radne uslove: otpor tankih strugotina je usmjeren tangencijalno i može se izraziti silom AQ, a reakcija vrha je silom AR, upravo suprotno od prvog. Ove sile se, ujednačenim kretanjem, međusobno poništavaju, a da pritom ne uzrokuju komponente koje teže da gurnu predmet koji se obrađuje na rezač ili da ga odmaknu. Ako rezač dodirne iznad središnje ravni (forma I srednje linije), pojavit će se rezultanta AB, nastojeći ga udaljiti od objekta koji se obrađuje; ako radi niže, tada će ova sila biti usmjerena u suprotnom smjeru, rezač će imati tendenciju da se "zalijepi", sječe dublje, ako strugotine postanu deblje bilo zbog neravnine, ili zbog nepažljivog kretanja čeljusti vijak. Za kombiniranje obje prednosti, gornja površina rezača AB Obično ga prave koso (sl. I donja linija) i postavljaju na liniju centara. Prilikom uklanjanja debelih strugotina potrebno je više rada da se savijaju nego da se odvoje metalne čestice, u tom slučaju smjer sile Qće se približavati AE, linija koja dijeli ugao rezanja na pola LOŠE, što se tiče klina. Zbog ove okolnosti potrebno je podići vrh rezača ili učiniti njegovu površinu nagnutom, koliko god je to moguće, ako je potrebno, dati kut nagiba DAQ od 3° do 4°, i ugao rezanja LOŠE od 51° do 60° za gvožđe, od 51° do 70° za liveno gvožđe i od 66° do 80° za bronzu i mesing. Iskustvo je pokazalo da se najveći broj čipova dobije uz najmanju količinu rada motora pri obimnim brzinama u cm u sekundi: 5,5 za gvožđe, 4,0 za liveno gvožđe i 6,5 za bronzu. Čipovi su imali debljinu od 0,3 mm i širinu od 10 do 40 mm. Ali u stvarnosti, pogonska sila košta mnogo manje od vremena majstora, pa je isplativo ubrzati rad upotrebom više sile i uklanjanjem debljih strugotina većom brzinom. Stoga u praksi uvelike odstupaju od ovih brzina. Prema Dejonc-u, ove brzine su:
Nemoguće je postići još veće brzine jer se rezač zagrijava, a alat i predmet koji se brusi počinju da podrhtavaju i površina je neravna. Stoga, da bi se ubrzao rad velikih T. mašina, npr. pri okretanju točkova vagona nedavno su se uspešno koristile „glodalice“ (ili „glodala“, vidi) umesto rezača (Rothova mašina u Florisdorfu, kod Beča). To su rotirajući točkovi za rezanje sa mnogo točaka; rad se stoga raspoređuje na veliku površinu i, uz utrošak dovoljno rada, odvija se mnogo puta brže. Još jedno sredstvo za ubrzavanje rada teških alatnih mašina izmišljeno je u Americi: to su rezači od posebne vrste čelika koji ne gubi na tvrdoći čak ni kada se zagrije na tamnocrvenu toplinu; stoga se čelik može okretati za „oštrenje“ brzinom na krugu od 10 cm, meki liv na 96 cm, sivi liv na 50 cm, a mesing na 100 cm u sekundi. Vjerovatno je riječ o jednoj od varijanti takozvanog prirodno tvrdog čelika: ove varijante obično sadrže, osim ugljika, volfram, titan, molibden i druge elemente. Zagrijani iznad temperature određene za svaku sortu, pri hlađenju postaju čvrsti, čak i ako se to hlađenje odvija sporo. Ako se drugi put zagriju na drugu određenu, ali manje visoku temperaturu, onda nakon hlađenja ispadaju mnogo mekši. Zagrijavanje koje ne dostigne ovu drugu „kritičnu temperaturu“ ostaje bez značajnog utjecaja na tvrdoću. Za korištenje takvih rezača potrebni su alatni strojevi trajnijeg dizajna, jer neće svi postojeći omogućiti uklanjanje debelih strugotina velikom brzinom bez štetnih vibracija. Veoma važnu ulogu u savremenoj masovnoj proizvodnji metalnih proizvoda imaju tzv. "okretne T. mašine". U proizvodnji oružja, šivaćih mašina, bicikala, ženskih satova, električnih dodataka, itd., potrebne su desetine hiljada identičnih vijaka i drugih sitnih okrenutih dijelova, koji moraju biti toliko blizu da budu identični da mogu zamijeniti jedan drugog bez bilo kakvo podešavanje. Za izradu takvih predmeta od žice prečnika do 3 cm, uglavnom mesinga, vreteno mašine (tablica, sl. 12) se buši kako bi se omogućilo prolaz dugih žica i smanjio broj ostataka (potporni vijak prikazan na figura se ubacuje samo pri obradi kratkih, livenih ili kovanih predmeta, pričvršćenih u steznu glavu prikazanu ispod mašine, u koju se mogu ubaciti i usne u vidu kutija za ulivanje mekog metala u predmete nepravilnog oblika). Nakon što ste uklonili onoliko žice koliko je potrebno sa stezne glave, pokrenite vreteno i pomičite prema njemu prvi alat na podupiraču kupole dok se ne dođe do specijalnog zaustavnog vijka. Zatim se čeljust pomera unazad, dok posebna papučica okreće gornji deo čeljusti, kao bubanj revolvera, za šestinu obrtaja, tako da se umesto prvog alata nalazi drugi, itd. šrafom ili da biste odsjekli gotov rad, koristite polugu koja se okreće u vretenu zaglavlja. Na njegovom lijevom kraju je učvršćen dio matice: kada se ona dovede u kontakt sa steznom glavom postavljenom na lijevom kraju vretena, vrh na desnom kraju poluge sječe vijak, a potporni vijak klizi duž platforme, ograničava dubinu rezanja. Dizajn alatnih mašina je izuzetno raznolik, često je takva mašina prilagođena samo za jedan određeni posao, dok drugi rade potpuno automatski. „Mašina za kopiranje“, koja se prvenstveno koristi za proizvodnju drvenih kundaka, cipela i drugih okruglih predmeta, takođe treba da bude uključena u listu alatnih mašina. Stavka se obrađuje WITH(tabela slika 4 može se rotirati oko horizontalne ose paralelne sa osom modela A, sa kojom je os objekta povezana zupčanicima, tako da se rotira istom brzinom i u istom smjeru. Obrada rezačima IN rotira oko ose paralelne s prva dva, ali je postavljena na klizač koji klizi okomito na njih. Kada se model i predmet polako rotiraju, rezači ga odsjeku sve dok potisni vijak spojen na klizač ne legne na površinu modela i odloži daljnje kretanje. Zatim isti proces počinje u drugom dijelu modela. Princip mašine za kopiranje koristi se u raznim oblicima.
Književnost ima u izobilju, ali je malo knjiga koje sadrže relevantne informacije. Glavna knjiga: Holtzapffel, "Tokarenje i mehanička manipulacija" (tom IV,). Prvi tom je izašao u gradu, ali postoji i novo izdanje, koje je objavljeno devedesetih godina. Thieme, "Osnove mašinstva" (); Naidenko, „Priručnik za strugare“ (Ekaterinoslav,; mnogo je prikladno za studente; autor ne ulazi u objašnjenja); iste prirode, ali sadrži mnogo vrijednih podataka: E. Dejonc, “La Mechanique pratique” (P.,); Joshua Rose, "Praktični mašinista".
Oučenje struganja - ovo je dio stranice koji sadrži informacije ne samo za profesionalne strugare, već i za studente strugare. Skretanje je vrlo obećavajuće, jer u naše vrijeme pokušajte pronaći pravog tokara.
Pzanimanje tokarvisoko plaćeni, pa ako niste lijeni i želite dobro zaraditi za svoj rad, počnite učiti osnove uključivanja naše web stranice.
Strug je dizajniran za obradu rezanjem tijela rotacijom, uključujući rotirajuće krajnje ravnine i spiralne površine. Osim toga, radovi koji nisu povezani sa rezanjem mogu se izvoditi na strugovima.
Spisak svih mogućnosti struga veoma veliki i obzirni funkcije struga trebaće mnogo vremena. I Naučite sve funkcije tokarilice u jednoj lekciji to je praktično nemoguće, ali postepeno ćemo sve upoznati zamršenosti okretanja. Obuka okretanja počet ćemo koristiti sljedeću listu skretanje lekcija.
Lekcije okretanja :
Lekcija #1. Tokarski uređaj
Lekcija #2. Rad na strugu ili rukovanje strugom
sadržaj:
1. Tocar cutters
Tocar cutters- Radi se o specijalnim alatima za rezanje koji se koriste za okretanje dijelova.
TOkar sekači se koriste kao glavni alat za tokarenje, rendisanje i druge radove na alatnim mašinama.
DZa kvalitetnu i preciznu obradu dijela i postizanje potrebnih oblika i veličina proizvoda koristi se tokarski rezač kojim se uzastopno režu slojevi materijala.
INU procesu rezanja sloja materijala, rezač se reže u njega, uklanjajući strugotine s njegove površine.
OOštra ivica rezača je njegov glavni radni element.
WITHVremenom, rezač je podložan trošenju, što se dokazuje lomljenjem reznog dela (ivice). Da biste u budućnosti koristili rezač za struganje, mora se ponovo naoštriti.
1.1 Uređaj rezača za okretanje
1.2 Pomak alata za struganje
1.3 Rezanje metala alatom za struganje
1.4 Površina rezanja
1.5 Dizajn rezača
1.6 Uglovi alata za okretanje
1.7 Istrošenost i izdržljivost rezača
1.8 Rezači za strugove
1.9 Materijali za alate za struganje
1.10 Dizajn alata za struganje
1.11 Proizvodnja glodala od tvrdog metala
1.12. Proizvodnja rezača sa oštricama
1.13. Proizvodnja brzih i karbonskih rezača
2. Tokar machine
Tokar mašina -Ovo je mašina za obradu delova rezanjem i okretanjem.
OGlavni radovi koji se izvode na strugovima su: tokarenje, bušenje i tokarenje raznih vrsta površina, narezivanje navoja, obrada krajeva dijelova, bušenje, upuštanje i izrezivanje rupa.
Zradni komad se postavlja u sredinu i rotira pomoću vretena, a zatim mehanizam za pomicanje pomiče rezni alat, rezač, zajedno s potporom pogonske osovine.
DZa obavljanje dodatnih vrsta operacija na mašini, kao što su brušenje, bušenje, glodanje rupa, na mašine se ugrađuje dodatna oprema.
TMašina za rezanje šrafova dizajnirana je za tokarski rad sa obojenim i crnim metalima.

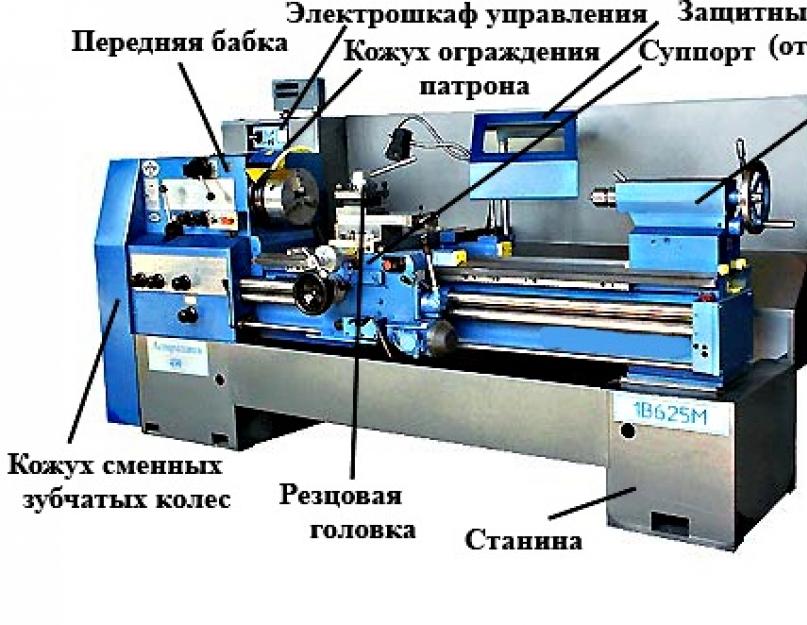
TMašina za rezanje šrafova sastoji se od:
- WITHtanin je glavni deo mašine, koji je okvir za montažu svih mehanizama mašine.
- Pvretena – naziva se i vretenasta glava, zbog postavljanja vretena, menjača i drugih elemenata u njemu.
- TOKutija za uvlačenje omogućava kretanje od vretena do oslonca.
- WITHPodrška – dizajnirana da učvrsti rezni alat i da ga hrani.
- Fartuh - potrebno za pretvaranje rotacije valjka u kretanje čeljusti.
- Ccentar - instalacija za podupiranje radnog komada ili alata.
2.1 Strug za rezanje vijaka model 1A62
2.2 Frikciono kvačilo struga modela IA62
2.3 Dizajn stražnje palice
2.4 Dizajn struga za urezivanje vijaka
2.5 Briga za strug
2.6 Podešavanje struga
2.7 Sigurnost struga
2.8 Uređaji za pričvršćivanje dijelova koji se obrađuju u centrima
2.9 Preciznost struga
Zovdje ćete saznati kako odrediti i podesiti tačnost tokarilice, ovladaju konceptima kao što su krutost tokom tokarenja, obrada trna, rad sa trnom.
Pravila rad With trnovi vretena. U skretanju razmatramo strugovi za rezanje vijaka, kao što je strug za rezanje vijaka 1A62. Više detalja o alati za struganje, njihove vrste, materijali za struganje alata njihov dizajn. Istrošenost i izdržljivost glodala također imaju značajan utjecaj na tokarenje.
Ako je ranije zanimanje tokara bilo popularno, sada mladi ljudi često preferiraju rad u kancelariji, dok je količina "kancelarijskog planktona" jednostavno van granica. Turner je danas zaista tražena profesija. Grane mašinstva, odbrambene industrije, vazduhoplovstva i brodogradnje svakim danom proširuju vidike, pa će profesionalne ruke uvek biti potrebne. Analizirajući prosječnu platu tokara, možemo reći da je ovaj rad pristojno plaćen. Poslodavci su spremni izdvojiti od 30 do 60 hiljada rubalja mjesečno. Naravno, plata zavisi od veština i kategorije radnika.
Činovi strugara su svojevrsni nivo veštine zaposlenog, što se ogleda u plaći. Što zaposleni ima više iskustva, što više znanja i vještina ovlada, to je viši rang, ali pre svega.
Šta posao uključuje?
Glavni zadatak je obrada dijelova i proizvoda tokom rotacije. Rezanjem, profesionalac će moći obraditi različite materijale. Koristeći opremu za struganje, radnik mora biti u stanju ne samo da buši dijelove, već i da ih kalibrira ili upušta. Različiti crteži budućih dijelova, koje mora znati pravilno čitati, pomažu mu da izvrši svoje zadatke. U toku rada strugar mora poštovati sve sigurnosne zahtjeve, jer se dijelovi nakon tokarenja mogu zagrijati do sedamsto stepeni Celzijusa.
Zašto je važno podići nivo?
Činovi tokara su direktan odraz njihovog znanja i vještina. Danas su profesionalni strugari koji imaju rang viši od trećeg visoko cijenjeni u raznim industrijama. Ali plate, na primjer, treće kategorije u sektoru inženjeringa i odbrane značajno će se razlikovati po veličini. Odbrambena industrija se smatra jednom od najplaćenijih, ali kako možete povećati svoj rang?

Zanimanje "tokar" je tehnički posao koji se zasniva na proučavanju svojstava metala, njihovom rezanju i čitanju crteža. Tokar dobija svoj prvi čin u obrazovnoj ustanovi, ali u ovoj fazi savladava samo teoriju. Da bi dobio drugi čin, mora proći dodatna tri mjeseca obuke i vježbati rad na mašini. Nakon godinu dana strugar druge kategorije ima pravo napredovanja u treću i mora biti sposoban da proizvodi složenije dijelove. Također možete podići rang na četvrto nakon godinu dana. Ako su svi ispiti položeni, tek nakon dvije godine studija možete započeti stjecanje 5. kategorije. Detalji u ovoj fazi odgovaraju visokoj složenosti. Ako postoji želja da se rang podigne na šesto, biće potrebno još tri godine.

Sva ova obuka se može obezbijediti kroz kurseve napredne obuke koje može obezbijediti poslodavac. Što su strugari viši, to su im veće plate. Minimum koji treba savladati je srednje specijalizovano obrazovanje. Tokar nije lako zanimanje, to je posao koji zahtijeva dobro oko, odlične fine motoričke sposobnosti i dobro matematičko znanje.
Lični kvaliteti
Prije svega, vrijedi shvatiti da je tokar vrlo izdržljiva osoba, jer mora dugo biti na nogama. Čak i pri visokim temperaturama u radionici ne smije skidati zaštitnu odjeću. Osim toga, ne može svako savladati vještine tokara. Profesionalni tokar mora imati sljedeće kvalitete:
- odgovornost;
- strpljenje;
- organizacija;
- tehničko razmišljanje;
- stalna pažnja na detalje;
- visoka koncentracija;
- dobra mašta.
Ako osoba ima takve kvalitete, tada će mu biti vrlo lako savladati osnove okretanja. Takođe, pravi profesionalac u ovoj profesiji mora imati dobro pamćenje, oštar vid i precizno oko.
Turnerovo radno mjesto
Glavni zadatak tokara tokom rada je da se pridržava svih sigurnosnih zahtjeva. Rad koji se izvodi na strugovima ima visok rizik od ozljeda, tako da je zaštita rada za ovu profesiju prilično važna nijansa.

Radno mjesto tokara čine sama mašina, kao i pomoćna oprema za dizanje i transport, kao što su razna kolica ili električna dizalica. Za udoban rad morate imati:
- razni regali za organizaciju radnog mjesta;
- odgovarajući alati;
- Tehnološki uređaji za proizvodnju dijelova;
- recepcija;
- Ormarić za alat;
- razni uređaji uže specijalizacije itd.
Koje kategorije tokara postoje?
Mnogi ljudi misle da je strugar univerzalna profesija, ali to je daleko od slučaja. Ima radnika koji imaju usku specijalizaciju. Daleko najveće plate primaju oni koji se smatraju generalnim radnicima koji mogu proizvoditi dijelove različite obrade i od različitih materijala. Često je to pravi profesionalac koji je opsežno ovladao profesijom tokara. Takvi stručnjaci prolaze obuku u različitim oblastima.

Sada postoji jedna klasifikacija po kojoj se može odrediti uski fokus zaposlenika, i to:
- tokar-bušilica (radovi na bušilicama);
- strugar-glodalica (obrada ravnih i složenih površina, okruglih i navojnih rupa);
- rotacijski tokar (obrada dijelove tijekom rotacije pod različitim uglovima);
- generalista (proizvodi pojedinačne dijelove koje je teško obraditi).
Univerzalni tokar je jedna od najplaćenijih kategorija, jer ovaj stručnjak mora biti u stanju ne samo proizvoditi dijelove prema crtežima, već i popravljati strojeve.
Izvlačenje zaključaka
Zanimanje "tokar" je bazirano na obradi metala, tako da specijalista u ovoj oblasti mora poznavati različite fizičko-hemijske karakteristike materijala. Osim toga, on je univerzalni specijalista koji uvijek može pronaći posao u montažnim pogonima, građevinarstvu, remontnim pogonima, automobilskoj industriji, sektoru odbrane.
Skretanje se pojavilo u zoru industrijske revolucije i od tada je prešlo dug put. Danas je profesija tokara izgubila svoju privlačnost za mlade ljude. Ali s druge strane, pojavom velikog broja kompjuterski upravljanih mašina, okretanje dobija novo značenje i prelazi u kategoriju inženjerske umetnosti. Dijelovi za struganje koriste se u mašinstvu, elektroenergetici, građevinarstvu i drugim oblastima industrije i tehnologije.
Osnovni principi tokarenja
Za početnike, skretanje izgleda kao mračna šuma puna nerazumljivih pojmova. Iako je zapravo suština procesa okretanja prilično jednostavna. Glavni alat tokarilice je mašina u kojoj se stegnuti dio okreće velikom brzinom, a rezni element obavlja procese obrade drveta, metala ili plastike.
Može se obraditi širok izbor materijala. Najpopularniji materijal u tokarstvu je nesumnjivo čelik.
Ali istorijski, sve je počelo preradom drveta; 12 još uvek operativnih strugova Petra Velikog još uvek se čuvaju u kolekciji Ermitaža. Ruski car je volio zanate, ali mu je okretanje drvenih i metalnih dijelova bila omiljena zabava.
Moderne mašine su, naravno, mnogo složenije od prvih drvenih modela. Ali osnovni princip ostaje isti, unatoč pojavi električnog motora umjesto ručnog pogona i višestrukom povećanju veličine.
Strug se sastoji od nekoliko osnovnih elemenata:
- okvir na koji su pričvršćeni svi ostali elementi;
- naglavak s motorom i vretenom za pričvršćivanje dijela;
- čeljust koja se kreće duž vodilica u okviru, s rezačem koji se nalazi na njemu;
- stražnji dio s dimenzionalnim dijelovima za zaključavanje.
Dio je stegnut, pogon mu daje rotaciju i, podešavanjem položaja alata za rezanje ili glodanje, materijal se obrađuje.

Standardne operacije tokarenja koje se koriste u obradi metala i drveta su:
- tokarenje kugli, konusnih i cilindričnih izradaka;
- trimming;
- rezanje žljebova unutar i izvan dijelova;
- rezanje;
- poravnanje;
- bušenje;
- rezanje navoja, vanjsko i unutarnje;
- upuštanja.
Za svaku operaciju potreban je poseban alat, koji se bira u skladu sa materijalom, potrebnom preciznošću obrade i dizajnerskim karakteristikama mašine.
Vrste opreme za struganje
U sovjetsko doba postojala je široka mreža stručnih škola u kojima su mladi ljudi nakon školovanja mogli potpuno besplatno naučiti zanimanje tokara. Program obuke obuhvatao je teorijski dio, praktičan rad na mašini za obuku u zidovima škole i industrijsku praksu. Jedan od najvažnijih elemenata teorijske obuke, uz proučavanje svojstava metala, bilo je učenje upotrebe alata. Profesionalni tokar ne može bez razumijevanja zašto je potrebna svaka vrsta rezača, kako se ugrađuje u stroj i pod kojim kutom se obrada odvija. Sada su katalozi alata za struganje i glodala višetomne referentne knjige i priručnici za strugare u velikom formatu. Raznolikost opreme dizajnirane za bilo koju suptilnost operacija obrade metala uporediva je sa klasifikacijom vrsta u biologiji. Glavni alati bez kojih nijedna proizvodnja ne može i većina operacija se može izvesti su rezači:
- prolazni, koji se koriste za mljevenje;
- dosadno, omogućavaju vam da izoštrite slijepe rupe;
- rezanje, za rezanje;
- navojni su potrebni za rezanje navoja na radnim komadima;
- u obliku;
- prorez;
- fileti.

Obuka za strug uključuje pripremu za rad sa svim vrstama ovih glodala. I svaki alat zahtijeva precizne specifikacije za držanje alata. Ugao oštrenja, ugao pod kojim se rezač približava delu, brzina pomaka. U tom slučaju, svi parametri će se promijeniti s promjenom materijala. Čak i kod čelika, ovisno o prisutnosti raznih aditiva, proces obrade se prilagođava zasebno.
Mašine koje se sada mogu naći među proizvođačima uvelike variraju u nizu parametara:
- po veličini: od stonih mašina za kućnu radionicu, do industrijskih mašina teških desetine tona za obradu delova hidroelektrana;
- po načinu upravljanja: ručni, CNC, potpuno automatski sistemi;
- prema obrađenim materijalima: za drvo, metal, tvrdu plastiku.
Prva iskustva tokara početnika počinju proučavanjem tokarilice, općih principa rada i najjednostavnijih operacija za rezanje dijelova. Nadalje, s rastom vještina, rada sa mašinom i teoretskom obukom, možete preći na novi posao, na primjer, rezanje navoja ili žljebove.

Ali napredak u vještinama je daleko od brzog; morat ćete se naviknuti na ideju dugog, mukotrpnog treninga. U stručnim školama period obuke traje 3 godine plus industrijska praksa, koja teorijsko znanje predstavlja na potpuno drugačiji način.
Turner činovi
S porastom stručnog usavršavanja, strugar može potvrditi svoje vještine polaganjem ispita za prelazak u sljedeći rang; što je viši rang, to je specijalistu potrebno više teoretskog znanja i, osim toga, bolje vladanje alatima mora pokazati
- strugar 2. kategorije ima veštine za rad na univerzalnim mašinama, sa delovima kvaliteta 12-14;
- strugar 3. kategorije potvrdio je svoje umijeće u postavljanju univerzalnih mašina, radu sa plazma gorionikom, oštrenju rezača i spreman je za obradu dijelova kvaliteta 7-10;
- strugar 4. kategorije vrši plazma-mehaničku obradu, upravlja saonicama sa tri ili više nosača, reže dvokrevetne navoje;
- strugar 5. razreda obrađuje složene dijelove do 6-7 razreda tačnosti, obrađuje visokolegirane čelike i valja višestruke navoje;
- Tokar 6. razreda je najviši nivo profesionalne vještine, specijalista radi sa 5. razredom i može podesiti tanak alat sa nekoliko spojnih površina.

Polaganje ispita za prelazak iz ranga u čin razdvaja period od najmanje godinu dana.
Posljednja šesta kategorija ukazuje na veoma visok nivo pripremljenosti u teorijskom dijelu, praktične vještine obrade dijelova i postavljanja mašina. Plata takvog specijaliste može premašiti platu profesionalnog inženjera.
A ponekad proizvodni proces u poduzeću može u potpunosti ovisiti o stručnjaku s jedinstvenim strugarskim vještinama. Polaganje ispita iz strugarske specijalnosti otvoreno je u mnogim centrima za stručno osposobljavanje, obično za ispit morate dodatno proći obuku i platiti prekvalifikaciju i sam ispit.
Kako postati profesionalac za obradu metala
Obuka za strugare, kao, na primjer, u profesiji ljekara, traje cijeli život, pored značajne količine teoretskih informacija, knjiga i praktičnih vještina koje je potrebno savladati, postoji i stalno ažuriran vozni park opreme koji zahtijeva proučavanje, strugovi se razvijaju. Povećava se i asortiman obrađenih materijala, a pojavljuju se i novi kompozitni i polimerni materijali neispitanih svojstava.
Predgovor šestom izdanjuPreuzmite vodič za okretanje
Uvod
Dio jedan. Kratke informacije o okretanju
Poglavlje I. Osnovni pojmovi o dizajnu struga za urezivanje vijaka
§ 1. Namjena strugova
§ 2. Vrste strugova
§ 3. Glavne komponente struga za urezivanje vijaka
§ 4. Krevet
§ 5. Glava
§ 6. Mehanizmi hranjenja
§ 7. Podrška
§ 8. Pregača
§ 9. Zadnje grlo
§ 10. Pravila za brigu o strugu
Poglavlje II. Osnove procesa rezanja metala
§ 1. Rezni elementi pri obradi na strugovima
§ 2. Proces formiranja čipa
§ 3. Tečnosti za sečenje
§ 4. Materijali koji se koriste za izradu glodala i drugih reznih alata
§ 5. Alati za struganje
§ 6. Oštrenje glodala
Poglavlje III. Safety Brief
§ 1. Važnost sigurnosnih mjera opreza
§ 2. Sigurnosne mjere u mašinskim radionicama
§ 3. Pravila zaštite od požara
Poglavlje IV. Tokarenje vanjskih cilindričnih površina
§ 1. Rezači za uzdužno okretanje
§ 2. Ugradnja i pričvršćivanje rezača
§ 3. Ugradnja i pričvršćivanje delova u centrima
§ 4. Ugradnja i pričvršćivanje delova u patrone
§ 5. Zavrtanje i zavrtanje čeljusti
§ 6. Tehnike tokarenja glatkih cilindričnih površina
§ 7. Tehnike tokarenja cilindričnih površina sa ivicama
§ 8. Elementi režima rezanja tokom tokarenja
§ 9. Održavanje rezača
§ 10. Merni delovi pri struganju cilindričnih površina
§ 11. Nedostaci kod tokarenja cilindričnih površina i mjere za njihovo sprječavanje
§ 12. Sigurnosne mjere pri okretanju cilindričnih površina
Poglavlje V. Obrada krajnjih površina i izbočina
§ 1. Rezači koji se koriste za obradu krajnjih površina i izbočina i njihovu ugradnju
§ 2. Tehnike rezanja krajnjih površina i ivica
§ 3. Tehnike mjerenja krajnjih površina i izbočina
§ 4. Sigurnosne mjere pri rezanju krajnjih površina i ivica
§ 5. Defekti pri sečenju krajnjih površina i izbočina i mere za njihovo sprečavanje
Poglavlje VI. Vanjski žlijeb i rezanje
§ 1. Rezači za struganje žljebova i sečenje, njihova ugradnja
§ 2. Tehnike tokarenja žljebova i rezanja
§ 3. Merni žlebovi
§ 4. Nedostaci prilikom tokarenja žljebova i rezanja i mjere za njihovo sprječavanje
Poglavlje VII. Bušenje i razvrtanje cilindričnih rupa
§ 1. Bušilice
§ 2. Oštrenje spiralnih burgija
§ 3. Bušilice za pričvršćivanje
§ 4. Tehnike bušenja
§ 5 Elementi režima rezanja pri bušenju
§ 6. Razvrtanje
§ 7. Konstrukcijske karakteristike nekih tipova bušilica
§ 8. Zamjena ručnog dodavanja mehaničkim
§ 9. Defekti tokom bušenja i mere za njihovo sprečavanje
Poglavlje VIII. Centriranje
§ 1. Namjena i oblik centralnih rupa
§ 2. Označavanje središnjih rupa
§ 3. Tehnike centriranja
§ 4. Defekti tokom poravnanja i mere za njihovo sprečavanje
Poglavlje IX. Upuštanje, razvrtanje i bušenje cilindričnih rupa. Tokarenje unutrašnjih žljebova
§ 1. Upuštanje cilindričnih rupa
§ 2. Izrada cilindričnih rupa
§ 3. Bušenje cilindričnih rupa
§ 4. Tehnike bušenja i slijepih cilindričnih rupa
§ 5. Nedostaci u obradi cilindričnih rupa i mjere za njihovo sprječavanje
§ 6. Tehnike sečenja unutrašnjih krajnjih površina i tokarenja unutrašnjih žlebova
§ 7. Merenje cilindričnih rupa, unutrašnjih žlebova i udubljenja
Poglavlje X. Tokarenje jednostavnih dijelova
§ 1. Okretanje igle
§ 2. Tokarenje glatkih i stepenastih vratila
Poglavlje XI. Osnovni principi konstruisanja tehnoloških procesa za obradu delova na strugovima
§ 1. Pojam tehnoloških i proizvodnih procesa
§ 2. Elementi tehnološkog procesa
§ 3. Vrste proizvodnje u mašinstvu
§ 4. Principi razvoja tehnološkog procesa mehaničke obrade
§ 5. Koncept instalacionih osnova i njihov izbor
Sekcija dva. Obrada konusnih površina. Brušenje oblikovanih površina. Završna obrada. Trouglasto rezanje navoja
Poglavlje XII. Obrada konusnih površina
§ 1. Pojam konusa i njegovih elemenata
§ 2. Metode za dobijanje konusnih površina
§ 3. Brušenje konusnih površina poprečnim pomeranjem tela stražnje batine
§ 4. Brušenje konusnih površina okretanjem gornjeg dela čeljusti
§ 5. Obrada konusnih površina konusnim ravnalom
§ 6. Obrada konusnih površina širokim rezačem
§ 7. Bušenje i razvrtanje konusnih rupa
§ 8. Merenje konusnih površina
§ 9. Nedostaci u obradi konusnih površina i mjere za njihovo sprječavanje
Poglavlje XIII. Tokarenje oblikovanih površina
§ 1. Oblikovani glodali, njihova ugradnja i rad
§ 2. Brušenje oblikovanih površina prolaznim noževima
§ 3. Obrada oblikovanih površina pomoću kopir mašine
§ 4. Nedostaci kod tokarenja oblikovanih površina i mjere za njihovo sprječavanje
Poglavlje XIV. Završna obrada
§ 1. Hrapavost obrađene površine
§ 2. Fino okretanje
§ 3. Završna obrada ili prelivanje
§ 4. Kotrljanje površine valjkom
§ 5. Kotrljanje
Poglavlje XV. Threading
§ 1. Opšte informacije o nitima
§ 2. Vrste niti i njihova namena
§ 3. Merenje i kontrola navoja
§ 4. Rezanje trouglastih navoja pomoću kalupa
§ 5. Rezanje trouglastih navoja sa slavinama
§ 6. Urezivanje navoja rezačima
§ 7. Matrice sa navojem
§ 8. Postavljanje struga za urezivanje vijaka za rezanje navoja
§ 9. Primjeri brojanja zamjenjivih zupčanika
§ 10. Tehnike rezanja konca rezačima
§ 11. Metode rezanja navoja visokih performansi
§ 12. Nedostaci pri rezanju navoja rezačima i mjere za njihovo sprječavanje
Treći dio. Strugovi. Mehanizacija i automatizacija procesa obrade delova na strugovima
Poglavlje XVI. Konstrukcija strugova
§ 1. Kratak istorijski pregled razvoja struga
§ 2. Glavne vrste mašina za struganje
§ 3. Simbol strugova
§ 4. Glavne karakteristike strugova za narezivanje vijaka domaće proizvodnje
§ 5. Pogoni strugova
§ 6. Kinematički dijagram mašine
§ 7. Mehanizmi menjača i dovoda
§ 8. Oslonac struga za urezivanje vijaka
§ 9. Pregača
§ 10. Strug za šrafove model 1K62
§ 11. Strugovi
Poglavlje XVII. Provjera točnosti struga za rezanje vijaka
§ 1. Alat za provjeru tačnosti alatnih mašina
§ 2. Osnovne metode za provjeru struga
Poglavlje XVIII. Mehanizacija i automatizacija procesa obrade delova na strugovima
§ 1. Uređaji koji mehanizuju proces obrade na strugovima
§ 2. Uređaji koji automatizuju proces obrade na strugovima
§ 3. Kompjuterski kontrolisane mašine
§ 4. Automatske linije
Četvrti dio. Osnove proučavanja rezanja metala
Poglavlje XIX. Opće informacije o rezanju
§ 1. Kratak istorijski pregled
§ 2. Materijali koji se koriste za izradu reznih alata
§ 3. Uglovi rezača
§ 4. Instalacija rezača
Poglavlje XX. Osnovni procesi rezanja
§ 1. Proces formiranja čipa
§ 2. Osnovni podaci o silama koje djeluju na rezač
§ 3. Toplota rezanja
§ 4. Trajnost rezača
§ 5. Hlađenje alata
§ 6. Uticaj različitih faktora na izbor brzine rezanja
Odeljak pet. Rezanje metala visokih performansi. Izbor najpovoljnijih uslova rezanja
Poglavlje XXI. Rezanje metala visokih performansi
§ 1. Suština brzog sečenja metala
§ 2. Geometrija rezača za brzo sečenje
§ 3. Savremeni dizajn rezača visokih performansi
§ 4. Zahtjevi za brzokretne mašine za struganje
§ 5. Uređaji koji se koriste za brzo sečenje
§ 6. Uređaji za uklanjanje strugotine
§ 7. Problemi sa okretanjem velikom brzinom
§ 8. Osnovna pravila za rad sa rezačima opremljenim pločama od tvrde legure
Poglavlje XXII. Izbor najpovoljnijih uslova rezanja
§ 1. Koncept produktivnosti rada
§ 2. Pojam snage tokom okretanja
§ 3. Obrtni moment
§ 4. Pasoš struga
§ 5. Izbor najpovoljnijih uslova rezanja
Dio šest. Kompleksni tokarski radovi
Poglavlje XXIII. Rezanje pravokutnih i trapeznih navoja
§ 1. Opšte informacije o nitima za prenošenje kretanja
§ 2. Rezanje pravougaonih i trapeznih navoja
§ 3. Metode rezanja višestrukih navoja
§ 4. Podjela višepočetnih niti na startove
§ 5. Metode visokih performansi za rezanje višestrukih navoja
§ 6. Osnovne informacije o rezanju navoja rotirajućim noževima
Poglavlje XXIV. Tokarenje delova sa složenom instalacijom
§ 1. Obrada delova u stalnim odmorima
§ 2. Obrada delova na prednjoj ploči
§ 3. Obrada delova na kvadratima
§ 4. Obrada delova na trnovima
§ 5. Obrada ekscentričnih delova
Odjeljak sedam. Organizacija radnog mjesta i rad tokara. Tehnološki proces obrade dijelova na strugovima
Poglavlje XXV. Organizacija radnog mjesta i rad tokara
§ 1. Organizacija radnog mjesta strugara
§ 2. Raspored radnog mjesta strugara
§ 3. Red i čistoća na radnom mestu
§ 4. Organizacija rada na radnom mjestu
§ 5. Rad sa više mašina
Poglavlje XXVI. Racionalne metode tokarenja
§ 1. Tehnološke tehnike koje koriste inovativni strugari
§ 2. Smanjenje glavnog (mašinskog) vremena
§ 3. Smanjenje pomoćnog vremena
§ 4. Kompleksna metoda za smanjenje radnog vremena
Poglavlje XXVII. Tehnološki proces obrade delova na mašinama
§ 1. Opšti podaci o razvoju tehnološkog procesa obrade delova
§ 2. Postupak izrade tehnološkog procesa obrade delova
§ 3. Način grupne obrade delova
§ 4. Karte tehnološkog procesa obrade delova na alatnim mašinama
§ 5. Tehnološka disciplina
Poglavlje XXVIII. Tehnološki procesi obrade dijelova na strugovima
§ 1. Tehnološki proces tokarenja čahure
§ 2. Tehnološki proces tokarenja diskova
§ 3. Tehnološki proces okretanja čaša
Poglavlje XXIX. Primjeri izrade tehnoloških procesa za obradu dijelova na strugovima
§ 1. Obrada stepenastog valjka
§ 2. Obrada potisne matice
Dodatak I. Tehnički list za strug za zavrtnje model 1K12
Dodatak II. Prijelazni klasifikator
Dodatak III. Kartica operacija obrade
Dodatak IV. Tehnološka karta za obradu koraknog valjka
Dodatak V. Tehnološka karta za obradu potisne matice



