खराद और मोड़*
लकड़ी और अन्य कठोर सामग्रियों से घूर्णन पिंड बनाने के लिए एक उपकरण, जिसे "खराद" (अन टूर, टर्निंग लेथ, ड्रेहबैंक) कहा जाता है, प्राचीन काल से जाना जाता है; केवल मिट्टी के गोल बर्तन बनाने के लिए इस्तेमाल किया जाने वाला "कुम्हार का पहिया" ही इससे पुराना है। मिस्र की प्राचीन वस्तुओं में बने उत्पाद बहुतायत में पाए जाते हैं, और हमारे समय में विभिन्न लोगों द्वारा आदिम डिजाइन की मशीनों का उपयोग अभी भी किया जाता है। ये मशीनें दो प्रकार की होती हैं: एशियाई, जो उकड़ू बैठने के आदी हैं, टी. मशीनें भी स्थापित करते हैं जो इस रिवाज के अनुरूप होती हैं, और यूरोपीय लोगों ने उन्हें अनुकूलित किया ताकि वे खड़े होकर काम कर सकें। मेज पर अंजीर। 1 में हिंदुओं को एक स्तंभ को घुमाते हुए दिखाया गया है: एक सहायक एक रस्सी का उपयोग करके संसाधित की जा रही वस्तु को एक वैकल्पिक घूर्णी गति में लाता है, जैसे घर्षण द्वारा आग बनाने के लिए एक धुरी। मशीन में जमीन में गाड़े गए दो खूंटे होते हैं और उनके साथ एक क्षैतिज छड़ी बंधी होती है, जो एक उपकरण के रूप में काम करती है, और घुमाई जाने वाली वस्तु दो कीलों की नोक पर घूमती है। काल्मिक भी एक समान उपकरण का उपयोग करते हैं, लेकिन उनके पास कप मोड़ने के लिए एक अधिक जटिल मशीन भी है (तालिका 2)। जमीन में तय किए गए दांवों के बीच, एक असली "स्पिंडल" की एक लकड़ी की झलक एक गर्दन और उसके पीछे उभरी हुई मोटाई के साथ घूमती है, जो संसाधित किए जा रहे टुकड़े को जोड़ने के लिए "कारतूस" के रूप में कार्य करती है। छोटी वस्तुओं को संसाधित करते समय एक सहायक के बिना काम करने के लिए, रस्सी को "धनुष" पर खींचा जाता है: फिर मास्टर एक हाथ से रोटेशन में काम सेट करता है, और दूसरे हाथ से उपकरण को पकड़ना होता है। ऐसी झुकी हुई मशीनें फारसियों, अरबों आदि के बीच आम हैं। यूरोप में, वे पैर के साथ घूर्णी गति को इंगित करना पसंद करते थे: मेज पर। अंजीर। चित्र 3 में ऐसी मशीन को उस रूप में दर्शाया गया है जिस रूप में इसका उपयोग अब इटली, स्विट्जरलैंड और अन्य स्थानों पर लकड़ी की चीजें बनाने के लिए किया जाता है। जमीन में गाड़े गए डंडों के बजाय, दो क्षैतिज समानांतर पट्टियों वाला एक पूरा फ्रेम होता है, जिसके बीच में घुमाई जाने वाली वस्तु के लिए बिंदुओं वाले दोनों "हेडस्टॉक्स" को स्थानांतरित किया जाता है और वेजेस के साथ सुरक्षित किया जाता है। धनुष के बजाय, एक लोचदार पोल छत से जुड़ा हुआ है, और रस्सी का निचला सिरा "कदम" से बंधा हुआ है। मशीन की धुरी के समानांतर एक समायोज्य बोर्ड कार्यकर्ता के लिए समर्थन के रूप में कार्य करता है। ऐसी मशीनें बहुत साफ और नाजुक काम भी करती हैं; लकड़ी पीसने और कुछ अन्य मामलों के लिए, निरंतर गति की तुलना में वैकल्पिक गति और भी अधिक समीचीन है। धनुष और वैकल्पिक घुमाव का उपयोग घड़ी निर्माताओं द्वारा अपने छोटे खराद (घड़ियाँ देखें) में भी किया जाता है, लेकिन अब इसे लगभग सार्वभौमिक रूप से "फ्लाईव्हील" के माध्यम से निरंतर घुमाव द्वारा प्रतिस्थापित किया जाता है। यद्यपि इस बात के संकेत हैं कि मशीन को गति देने के लिए फ्लाईव्हील (देखें) का उपयोग 16वीं शताब्दी में ही किया जाने लगा था, यह 18वीं शताब्दी से ही सामान्य उपयोग में आना शुरू हुआ। फ्लाईव्हील को मशीन के नीचे रखा जाने लगा; इसे एक प्रसिद्ध तंत्र का उपयोग करके गति में सेट किया गया था जिसमें एक झूलता हुआ कदम, एक "हुक" जो एक कनेक्टिंग रॉड के रूप में कार्य करता था, और एक घुमावदार शाफ्ट (तालिका 4)। मशीन को पहले पिछली मशीन की तरह स्थापित किया गया था, और फ्लाईव्हील की परिधि से एक अंतहीन रस्सी सीधे संसाधित किए जा रहे टुकड़े पर रखी गई थी। लेकिन जल्द ही उन्होंने घर्षण और घर्षण को कम करने के लिए टिन से भरे छेदों में, विशेष "हेडस्टॉक्स" में घूमने वाली दो गर्दनों के साथ एक विशेष "स्पिंडल" बनाना शुरू कर दिया। वर्कपीस को सुरक्षित करने के लिए विभिन्न प्रकार के "चक" को पेंच करने के लिए स्पिंडल के मुक्त सिरे को एक स्क्रू धागे से सुसज्जित किया गया था। कभी-कभी बायां हेडस्टॉक एक निश्चित बिंदु से सुसज्जित होता था, जिसकी बेलनाकार छड़ पर फ्लाईव्हील से फीता के लिए एक छोटी चरखी स्वतंत्र रूप से घूमती थी। इस मामले में, संसाधित की जा रही वस्तु को "केंद्रों के बीच" तय किया गया था, जैसा कि चित्र में है। 3, और छोटी चरखी के किनारे से निकली एक विशेष पिन को बाएं सिरे पर लगाया गया और काम को घुमाव प्रदान किया गया। इस तकनीक को "मृत केंद्रों" पर पीसना कहा जाता है; इसका उपयोग आधुनिक मशीनों में भी किया जाता है जब काम की सबसे बड़ी सटीकता की आवश्यकता होती है। अंजीर में. चौथा और भी अधिक जटिल उपकरण दिखाता है, तथाकथित। "कारतूस" पेंच काटने की मशीन। स्पिंडल गर्दन को उनके चारों ओर लगे बीयरिंगों की तुलना में काफी लंबा बनाया जाता है, ताकि घूमते समय यह अपनी धुरी पर भी घूम सके। स्पिंडल के बाएं छोर पर अलग-अलग गति के कई छोटे स्क्रू काटे जाते हैं, और हेडस्टॉक में संबंधित नट धागे के साथ कठोर लकड़ी के तख्ते लगाए जाते हैं। जब इन बोर्डों को हेडस्टॉक के संबंधित स्लॉट में उतारा जाता है, और सबसे बाहरी, जो कट से सुसज्जित नहीं होता है, उठाया जाता है और स्पिंडल के संबंधित कुंडलाकार कट में डाला जाता है, तो इसमें कोई अनुदैर्ध्य गति नहीं होती है और यह एक सामान्य बिंदु के रूप में कार्य करता है। जब इस बोर्ड को दूसरे द्वारा प्रतिस्थापित किया जाता है, तो स्पिंडल हेलिकल लाइन के साथ कई मोड़ बना सकता है, और संसाधित होने वाली वस्तु पर एक स्थिर "कंघी" की मदद से, एक स्क्रू, बाहरी या आंतरिक, को तदनुसार घुमाया जा सकता है। 19वीं शताब्दी की शुरुआत में, जब भाप इंजन बड़ी संख्या में बनने लगे, तो वे मशीन से सटीक और तेज़ काम की मांग करने लगे; ऊपर वर्णित प्रकारों को अधिक उन्नत और टिकाऊ प्रकारों से बदलना पड़ा। इस संबंध में, पहले आंकड़े अंग्रेजी मैकेनिक मौडस्ले (माउडस्ले, -) और जर्मन मैकेनिक रीचेनबैक (-) थे। रीचेनबैक ने खगोलीय और भूगणितीय उपकरणों को डिजाइन करते समय छोटी वस्तुओं से निपटा और इसलिए केवल लकड़ी के टी के डिजाइन में सुधार किया। मशीन प्रकार चित्र. 4, लेकिन पहले वाले ने इसमें काटने के उपकरण के लिए एक "समर्थन" जोड़ा, जिससे इसे घूमने वाली वस्तु की धुरी के साथ और उसके लंबवत दिशा में स्क्रू के साथ ले जाया जा सके। मौडस्ले ने कैलीपर के साथ टी. कास्ट-आयरन मशीनें बनाना शुरू किया; प्लानिंग मशीन के आविष्कारक क्लेमेंट ने स्पिंडल के डिजाइन में सुधार किया, मशीन के लिए योजनाबद्ध कास्ट-आयरन फ्रेम पेश करना शुरू किया और इसे आम तौर पर आधुनिक रूप दिया, जो, हालांकि, 19 वीं शताब्दी के साठ के दशक में ही विकसित हुआ था। कई लोगों के प्रयासों से. आधुनिक टी. मशीनें कच्चे लोहे से बनी होती हैं: बिस्तर डब्ल्यू(तालिका चित्र 5) को एक टुकड़े से ढाला जाता है और पैरों पर कस दिया जाता है एस।बिस्तर की ऊपरी सतह पर सावधानी से योजना बनाई गई है, जिसमें सामने दो सपाट, समानांतर शासक या एक सपाट शासक और पीछे एक समानांतर, नुकीला शासक दर्शाया गया है, ताकि बाएं हेडस्टॉक को अपने समानांतर ले जाया जा सके और सुरक्षित किया जा सके। डीधुरी के साथ एक्स, मैनुअल कैलिपर पूर्वाह्न, नौकर बटालियनऔर सही दादी घन. श्रमिक के पैर से चलने वाली मशीनों में, फ्रेम के नीचे क्रैंक के साथ एक शाफ्ट लगा होता है एच, आमतौर पर पैरों में लगे दो नुकीले स्क्रू के बीच घूमता है एस; इस शाफ्ट पर एक चरणबद्ध फ्लाईव्हील लगा हुआ है एलएक बेल्ट के माध्यम से प्रेषित मैंचरखी आंदोलन एल 1, धुरी पर रखो एक्स।कदम टीएक हुक के माध्यम से यू, एक कनेक्टिंग रॉड के रूप में कार्य करते हुए, टर्नर के पैर की झूलती गति को पकड़ता है और इसे ज्ञात तरीके से गोलाकार में बदल देता है। स्पिंडल मशीन का मुख्य भाग बनता है; यह अच्छे स्टील से बना होता है, और जर्नल को कठोर किया जाता है और फिर सावधानीपूर्वक पीस दिया जाता है। दिखाई गई मशीन (एफ. 5) में एक मध्यम आकार का स्पिंडल है जिसमें दो शंकु हैं जो कच्चे लोहे के हेडस्टॉक में डाले गए कठोर स्टील के छल्ले में घूमते हैं। दोनों शंकुओं के शीर्ष बाईं ओर हैं, लेकिन उनके झुकाव कोण अलग-अलग हैं; एक बेलनाकार ट्यूब को बाएं छोर से धुरी पर रखा जाता है और एक नट के साथ रखा जाता है। जब स्पिंडल एकल-पतला होता है, तो इसे अंत में पिरोए गए पेंच से अधिक मोटा बनाया जाता है एक्स, ताकि भाग में स्पिंडल को बायीं ओर से डाला जा सके कजोर पेंच डीपर्याप्त रूप से खोल दिया गया। संचालित करने के लिए, इस स्क्रू को सावधानी से कसना चाहिए ताकि इसका सपाट, कठोर और पॉलिश किया हुआ सिरा डबल-शंकु स्पिंडल के थोड़ा उत्तल और कठोर सिरे के सटीक संपर्क में रहे या सिंगल के बाएं छोर पर शंक्वाकार अवकाश में अच्छी तरह से फिट हो जाए। -शंकु स्पिंडल (चित्र 5)। स्नेहन के लिए छल्लों को ऊपर से ड्रिल किया जाता है। दाहिने हेडस्टॉक के ऊपरी हिस्से को धुरी के घूर्णन के ज्यामितीय अक्ष के साथ ड्रिल किया जाता है, ताकि यह एक स्क्रू का उपयोग किए बिना घूमता रहे परऔर हैंडव्हील के साथ नट जेड"केंद्र" डालने वाला सिलेंडर पर. हाथ के औजारों को सहारा देने के लिए बाकी हिस्से में टी-आकार का इंसर्ट होता है बी, जिसे उठाया जा सकता है और एक ऊर्ध्वाधर अक्ष के चारों ओर घुमाया जा सकता है, और इसका स्टैंड मैंएक क्षैतिज स्लॉट से सुसज्जित जो इसे आगे खींचने और नट को मोड़कर सुरक्षित करने की अनुमति देता है एन. कैलिपर डिवाइस एइसे निम्नलिखित चित्रों (तालिका 8 और 9) में बेहतर ढंग से देखा जा सकता है, जो धुरी के घूर्णन की धुरी के साथ इसके लंबवत खंडों का प्रतिनिधित्व करता है और इसके लंबवत है। नींव ए, टी. मशीन बिस्तर के साथ चलते हुए, एक मजबूत फ्रेम का प्रतिनिधित्व करता है, जो एक प्रिज्म के आकार में बना है, जो निचली "गाड़ी" से ढका हुआ है मेंएक चल पच्चर से सुसज्जित वी, स्क्रू के साथ सावधानी से स्थापित किया गया ताकि यह स्क्रू के साथ चले बीऔर एक अखरोट एमकोई पार्श्विक डगमगाहट नहीं. इस गाड़ी की ऊपरी सतह पर एक अनुदैर्ध्य फ्रेम - एक प्रिज्म - घूमता है सीडीकाँटे के पास साथऔर स्क्रू के साथ एक निर्दिष्ट कोण पर सुरक्षित किया गया Χ . यह ऊपरी गाड़ी से ढका हुआ है इएक पेंच द्वारा संचालित एलऔर एक अखरोट एन; इसकी ऊपरी सतह पर कटर 1, 2 को बोल्ट से सुरक्षित किया जाता है Y Yइसे पागल कर दो के बारे में, त्रिकोण जीजीऔर समर्थन पेंच आर. जब लंबी वस्तुओं की केवल पार्श्व सतह को संसाधित करना आवश्यक होता है, तो उन्हें सिरों पर छोटे फ़नल के आकार के अवकाशों से सुसज्जित किया जाता है और मशीन के "केंद्रों" के बीच रखा जाता है। इस वस्तु को स्पिंडल के साथ घुमाने के लिए, बाएं सिरे पर एक "कॉलर" लगाएं (तालिका 13), इसे स्क्रू से दबाएं और स्पिंडल पर लगे चक के हुक को जितना आवश्यक हो उतना बढ़ाएं ताकि यह की पूंछ को पकड़ ले। दबाना. यदि आपको किसी एक सिरे को संसाधित करने, उसमें एक छेद ड्रिल करने या एक स्क्रू या नट काटने की भी आवश्यकता है, तो इस वस्तु को दूसरे सिरे से स्क्रू चक में पेंच कर दिया जाता है (तालिका, चित्र 6)। यह समानता बेलनाकार है. क्रॉसवाइज स्क्रू की दो पंक्तियों से सुसज्जित ग्लास डीऔर डी 1 ; इन पेंचों को व्यवस्थित रूप से कसने से, वस्तु को "केंद्र" में रखना मुश्किल नहीं है। इस चक का उपयोग मुख्य रूप से मोटे पीतल के तार और बेलनाकार स्टील और लोहे की छड़ों से वस्तुओं को मोड़ने के लिए किया जाता है। लकड़ी के लिए, एक ही प्रकार के चक बिना पेंच के बनाए जाते हैं, लेकिन विभिन्न व्यास के, धातु या कठोर लकड़ी से बने होते हैं; संसाधित किए जा रहे लकड़ी के टुकड़े को उसके गोल सिरे से बस ऐसे चक में ठोक दिया जाता है। स्व-केंद्रित अमेरिकी कारतूस अधिक सुविधाजनक है, लेकिन कम कसकर पकड़ता है (तालिका, चित्र 7)। यह कार्ट्रिज कवर के रेडियल स्लॉट में घूमने वाले तीन डाई 1, 2, 3 से सुसज्जित है इ, एक अंगूठी के साथ खराब कर दिया ॐ ; इस कार्ट्रिज की बहुत सपाट सतह पर, एक आर्किमिडीयन सर्पिल काटा जाता है, जो डाइस के नीचे के दांतों को पकड़ लेता है। इस रेखा की संपत्ति के अनुसार, एक स्थिति में फिट किए गए डाई की आंतरिक पसलियाँ, घूर्णन की धुरी के साथ संकेंद्रित एक ही वृत्त पर और अन्य सभी स्थितियों में रहेंगी, जहाँ उन्हें आवरण के सापेक्ष घुमाकर लाया जा सकता है। एक सर्पिल के साथ कारतूस. वर्णित के अलावा, बड़ी संख्या में विभिन्न कारतूस विभिन्न उद्देश्यों के लिए डिज़ाइन किए गए थे। ड्रिलिंग के लिए एक आधुनिक मशीन टूल भी बहुत सुविधाजनक है: जब कोई वस्तु चक में तय की जाती है, तो आप इसे रोटेशन की धुरी के साथ ड्रिल कर सकते हैं: पहले केंद्र को चिह्नित करने के बाद, यानी, इस जगह में हाथ से एक अवकाश बनाकर, डालें इसमें ड्रिल की नोक डालें, स्पिंडल को घुमाएँ और ड्रिल को दाएँ हेडस्टॉक स्क्रू से दबाएँ, जबकि ड्रिल के घूमने में देरी करें। या वे ड्रिल को संबंधित चक में डालते हैं, और ऑब्जेक्ट को दाहिने हेडस्टॉक स्क्रू से दबाते हैं, रोटेशन की धुरी के सामान्य रूप में एक सर्कल के रूप में दाहिने सिरे पर एक विशेष चक लगाते हैं। मशीन का उपयोग पेंच काटने के लिए भी किया जाता है। ऑप्टिकल ग्लास फ्रेम के लिए और सामान्य तौर पर ट्यूब, हड्डी के उत्पादों और कठोर लकड़ी से बने भागों को जोड़ने के लिए, विभिन्न व्यास और अलग-अलग स्ट्रोक लंबाई के छोटे स्क्रू और नट को काटना आवश्यक है। ऐसी कार्ट्रिज मशीन का बायां हेडस्टॉक चित्र में तालिका में दिखाया गया है। 10. इसकी धुरी में दो बेलनाकार गर्दनें होती हैं, पीछे, बायें सिरे पर एक बेलनाकार उपांग होता है, जिस पर अलग-अलग धागों वाले बेलनाकार कारतूस रखे जाते हैं और नट से सुरक्षित किये जाते हैं। संबंधित अखरोट के धागे एक कांस्य तारे के आकार के भाग पर बने होते हैं जो स्लाइड के निचले भाग पर घूमता है, एक लीवर के साथ एक सनकी के माध्यम से हेडस्टॉक के पीछे ऊपर और नीचे फिसलता है। जब स्क्रू को काटना आवश्यक होता है, तो तारे की संबंधित कटिंग को चक की ओर ले जाया जाता है; जब बस तेज करना आवश्यक होता है, तो तारे को नीचे कर दिया जाता है, और धुरी के सिरे को एक विशेष कांटे में पेंच पर सहारा दिया जाता है, चित्र में दिखाया गया है 10 ऊंची स्थिति में. बाहरी स्पिंडल स्क्रू पर एक पिन के साथ एक चक होता है, जिसका उपयोग "केंद्रों पर" तेज करते समय क्लैंप को पकड़ने के लिए किया जाता है; किनारे पर, चरखी के पीछे, एक पट्टी दिखाई देती है, जो इसकी सामने की सतह पर अंकित गोलाकार विभाजनों का उपयोग करने का काम करती है। इन विभाजनों को छोटे छिद्रों द्वारा चिह्नित किया जाता है जिसमें संकेतित पट्टी के किनारे से जुड़ा एक बिंदु प्रवेश करता है; वे संसाधित की जा रही वस्तु की परिधि को चिह्नित करने का काम करते हैं (निश्चित रूप से बेल्ट हटाकर)। लंबे और मोटे स्क्रू के निर्माण के लिए, विशेष रूप से आयताकार धागे के साथ, "स्क्रू-कटिंग" टी का उपयोग किया जाता है। मास्टर स्क्रू वाली मशीनें, जो सिलेंडर, प्लेन और शंकु को मोड़ने के लिए "स्व-शार्पनिंग मशीन" के रूप में भी काम करती हैं। ऐसी मशीन को चित्र में तालिका में दिखाया गया है। 11. इसमें समान हिस्से होते हैं, लेकिन थोड़ा अलग डिज़ाइन होता है; इसका फ्रेम तथाकथित कटआउट से सुसज्जित है। "अंतराल" ताकि आप इसके केंद्रों की ऊंचाई से अधिक त्रिज्या के पहियों को पीस सकें। इसके सामने की ओर एक लंबा "मदर स्क्रू" है, जो चर गियर की एक प्रणाली द्वारा स्पिंडल से जुड़ा हुआ है, जिसकी आपूर्ति मशीन के नीचे दिखाई गई है (बाईं ओर चार समायोज्य स्क्रू के साथ एक "यूनिवर्सल" चक है, और दाईं ओर ड्राइव से स्पिंडल तक गति संचारित करने के लिए एक चरखी है)। एक अलग करने योग्य नट के माध्यम से, यह पेंच फ्रेम के साथ ही समर्थन की निचली गाड़ी को स्थानांतरित कर सकता है; एक अन्य, अनुप्रस्थ, पेंच इस गाड़ी के साथ स्लाइड करता है, जिसका पेंच स्पिंडल से भी घूम सकता है: इस मामले में, इसका नट है गियर की धुरी पर बैठे एक घोंघे के साथ अलग और संचार किया जाता है जो चित्र में दिखाई देने वाले दूसरे के माध्यम से गाड़ी के अनुप्रस्थ पेंच तक घुमाव पहुंचाता है। स्क्रू को अनावश्यक रूप से घिसने से बचाने के लिए, इंस्टॉलेशन के लिए गाड़ी को चित्र में दिखाई दे रहे गियर स्ट्रिप, गियर और हैंडल के माध्यम से ले जाया जाता है। कटर की सुविधाजनक स्थापना के लिए अनुप्रस्थ गाड़ी पर एक मैनुअल सपोर्ट लगाया गया है। गाड़ी के दाईं ओर आप "लूनेट" देख सकते हैं: एक निश्चित स्टैंड जिसमें लंबी वस्तुओं को सहारा देने के लिए कटआउट के साथ लकड़ी के टुकड़े रखे जाते हैं ताकि मुड़ते समय वे मुड़ें नहीं। बायां हेडस्टॉक "ओवरकिल" है: जब धुरी को तेजी से घुमाया जाना चाहिए, तो बेल्ट को चरखी के ऊपर रख दिया जाता है, और चरखी को धुरी से बांध दिया जाता है। जब धीमी गति से घूमना आवश्यक होता है, तो चरखी को धुरी से अलग कर दिया जाता है और हेडस्टॉक के पीछे की ओर तैयार किए गए बीयरिंगों में घूमने वाले एक विशेष अक्ष पर लगे गियर को उसके बाएं छोर पर गियर में ले जाया जाता है। इस धुरी के दाहिने छोर पर स्थित गियर स्पिंडल के दाहिने छोर पर स्थित पहिये के साथ जुड़ जाता है और इसे कई गुना धीमी गति से घुमाता है। किसी दिए गए स्ट्रोक के स्क्रू को काटने के लिए, आपको गर्भाशय स्क्रू के स्ट्रोक को जानना होगा। मान लीजिए कि यह 1 सेमी के बराबर है। यदि स्क्रू स्पिंडल के समान गति से घूमता है, तो इसकी प्रतिलिपि कटनी शुरू हो जाएगी; पेंच फंसाने के लिए एनकई गुना कम स्ट्रोक के लिए, आपको पहिए लगाने की ज़रूरत है ताकि यह एक चक्कर लगा सके एनधुरी क्रांतियाँ. यह गणना करना कठिन नहीं है कि इस उद्देश्य के लिए आपको कितने दांतों का उपयोग करने की आवश्यकता है, लेकिन व्यवहार में आपको पहियों के मौजूदा सेट का उपयोग करने की आवश्यकता है; चूँकि यह सेट सीमित है, कभी-कभी आपको अनुमान से ही संतुष्ट रहना पड़ता है। आमतौर पर मशीन संभावित और सामान्य संयोजनों की एक तालिका के साथ आती है। यदि स्पिंडल और स्क्रू पर पहियों के व्यास सीधे जुड़ाव के लिए अपर्याप्त हैं, तो एक सहायक पहिया लगाया जाता है जो उन दोनों के साथ जुड़ता है और इसलिए संचरित गति अनुपात को नहीं बदलता है। इस तरह का एक और पहिया लगाने के बाद, हम पेंच के घूमने की दिशा बदल देंगे और दाएं पेंच के बजाय हम बाएं पेंच को काटना शुरू कर देंगे, या इसके विपरीत। जब आपको स्वयं-पीसकर सिलेंडर को तेज करने की आवश्यकता होती है, तो कम गति वाले स्क्रू की तरह पहियों का चयन करें। कभी-कभी, डिज़ाइन को सरल बनाने के लिए, ऐसी गैर-स्क्रू-कटिंग सेल्फ-शार्पनिंग मशीनों में, मदर स्क्रू के बजाय, गियर के साथ एक गियर स्ट्रिप स्थापित की जाती है, जो स्पिंडल से गति प्राप्त करती है।
मुड़ना।
नरम लकड़ी को तेजी से घूमने की आवश्यकता होती है, पतली वस्तुओं के लिए प्रति सेकंड लगभग 10 चक्कर; उपयोग किए जाने वाले उपकरण मुख्य रूप से अर्धवृत्ताकार और सपाट छेनी ("रेरा" और "मेन्ज़ेल") हैं। दोनों अपनी अधिक लंबाई में बढ़ईगीरी वाले से भिन्न होते हैं, हैंडल में डाली गई पूंछ पर "नट" की अनुपस्थिति, और इस तथ्य में कि अर्धवृत्ताकार को बढ़ईगीरी की तरह सीधा तेज नहीं किया जाता है, लेकिन इसके कोने अधिक जमीन से अलग होते हैं मध्य की तुलना में; फ्लैट को दोनों तरफ से तेज किया जाता है ताकि ब्लेड लंबाई में झुका रहे और एक कोण तेज और दूसरा अधिक कोण वाला हो। काम करते समय, उपकरण को "आराम" पर सहारा दिया जाता है और संसाधित सतह पर लगाया जाता है ताकि ब्लेड का निचला कक्ष लगभग उसके स्पर्शरेखा पर हो। यदि आप हैंडल को थोड़ा ऊपर उठाते हैं ताकि इस कक्ष और स्पर्शरेखा के बीच कई डिग्री का कोण बन जाए, तो चिप्स पहले मोटे हो जाते हैं, और फिर उपकरण खुरचना शुरू कर देता है: चिप्स के बजाय टुकड़े प्राप्त होते हैं, और सतह चिकनी रहती है। एक चिकनी सतह प्राप्त करने के लिए, आपको हमेशा लकड़ी की "परतों के साथ" काटना होगा, न कि उनके विपरीत, जैसे कि चाकू से योजना बनाते समय; पलटने के बाद, वे इसे सैंडपेपर से रेतते हैं (एमरी देखें) और फिर इसे उसी लकड़ी की छीलन से मजबूती से पोंछते हैं, जिसके परिणामस्वरूप सतह पर हल्की चमक आ जाती है। नरम लकड़ी के लिए काटने का कोण 20 और 30° के बीच होता है; कठोर ग्रेड के लिए यह 45° हो सकता है, और उपकरण को जानबूझकर काटने के बजाय खुरचने के लिए मजबूर किया जा सकता है: काम शांत है, लेकिन जटिल आकार और पैटर्न बनाना आसान है। पीतल, लोहे और हड्डी को इंगित करने के लिए, हाथ से कुछ सरल उपकरणों का उपयोग किया जाता है: एक "स्टीहेल" में चौकोर क्रॉस-सेक्शन की एक स्टील की छड़ होती है, जिसे एक विकर्ण विमान द्वारा तेज किया जाता है, जिसके परिणामस्वरूप एक तेज त्रिफलकीय कोण और दो काटने वाले ब्लेड होते हैं। यदि आप बजरी को टूल रेस्ट पर रखते हैं ताकि इसके कक्ष का छोटा विकर्ण लगभग ऊर्ध्वाधर हो, और इसकी नोक को केंद्र रेखा से थोड़ा नीचे काटने के लिए मजबूर करें, तो यह बहुत दृढ़ता से कार्य करता है, खासकर लोहे और स्टील पर, लेकिन एक पसली वाली सतह छोड़ देता है जिसे इसके ब्लेड से चिकना किया जा सकता है। पीतल के लिए, गोल या दो-कक्षीय सिरे वाला एक सीधा उपकरण अधिक सुविधाजनक होता है। लोहे के लिए काटने का कोण लगभग 60° होता है, और पीतल के लिए यह कुंद होता है, 70° से 80° तक और अंतिम चिकनाई के लिए 90° तक भी। पीतल के लिए घूमने की गति लकड़ी की तुलना में थोड़ी ही कम हो सकती है, लेकिन लोहे के लिए यह 3 या 4 गुना कम होनी चाहिए, अन्यथा उपकरण सुस्त हो जाता है और काम खराब हो जाता है। भारी धातु के काम के लिए, जब अभी तक समर्थन वाली कोई मशीनें नहीं थीं, "हुक" का उपयोग किया जाता था: उपकरण का काटने वाला सिरा एक समकोण पर मुड़ा हुआ था, लंबे हैंडल को कंधों पर रखा जा सकता था, और "एड़ी" को कंधे पर रखा जा सकता था। उपकरण आराम. इस तरह, सारा प्रतिरोध टूल रेस्ट में स्थानांतरित हो गया, और कार्यकर्ता के लिए टूल को पकड़ना और मार्गदर्शन करना आसान हो गया। लेथ हुक 19वीं शताब्दी के पूर्वार्ध में अंग्रेजी "मिलराइट्स" (क्यू.वी.) का एक विशेष उपकरण था; अब यह उपयोग से बाहर हो गया है। कैलीपर का उपयोग करके धातु पर काम करने के लिए उपकरणों का आकार सावधानीपूर्वक डिज़ाइन किया गया है। सबसे पहले, हम ध्यान दें कि कोई भी स्व-तीक्ष्ण उपकरण घुमाई जा रही वस्तु की पार्श्व सतह पर एक पेचदार नाली छोड़ देगा, और घूर्णन की धुरी के सामान्य विमान पर एक आर्किमिडीयन सर्पिल के आकार में एक नाली छोड़ देगा। यदि टिप गोल या त्रिकोणीय है, तो नाली अपेक्षाकृत गहरी होगी, लेकिन प्रत्येक चक्कर के उभरे हुए हिस्सों को अगले एक के बनने पर काट दिया जाएगा, जब हेलिक्स का स्ट्रोक चौड़ाई की तुलना में काफी कम हो चिप्स निकाले जा रहे हैं. खांचे और भी विलंबित दिखाई देंगे यदि टिप को इस तरह से तेज किया जाए कि इसमें दो लगभग परस्पर लंबवत ब्लेड हों, जिनमें से एक बनने वाली सतह पर लगभग स्पर्शरेखा हो, और दूसरा, लगभग सामान्य, आगे बढ़ता है और अधिकांश करता है काम की। ऐसे "साइड कटर" गर्दन और प्रोट्रूशियंस को धँसे हुए कोणों से मोड़ने के लिए आवश्यक हैं। लेकिन इस आकार के साथ, दोनों ब्लेडों के प्रतिच्छेदन का तीव्र कोण स्टील और लोहे पर आसानी से कुंद हो जाता है, इसलिए चिकनी सतहों को मोड़ने के लिए, वे एक सीधे ब्लेड वाले कटर को पसंद करते हैं, जो रोटेशन की धुरी पर 30 डिग्री झुका हुआ होता है, जिसे काटने के लिए मजबूर किया जाता है किसी कोण पर नहीं, बल्कि बीच में। केवल जमीन पर रखी वस्तु की त्रिज्या के साथ चलते हुए, ऐसा कटर क्रांति के एक शासित हाइपरबोलॉइड (देखें) का निर्माण करेगा, जो उसकी गर्दन में सिलेंडर के स्पर्शरेखा है, यही कारण है कि, अनुदैर्ध्य रूप से चलते समय, ऐसा कटर एक बहुत चिकनी सतह छोड़ता है। पीतल और कच्चे लोहे को सुखाकर तेज़ किया जाता है, लेकिन लोहा और स्टील तभी चिकनी सतह देते हैं जब उन्हें तेल, वनस्पति तेल और तारपीन के मिश्रण या तेल के साथ साबुन के घोल से सिक्त किया जाता है। रेत के पैमाने और कणों वाली कास्टिंग की बाहरी परत को हटाते समय, गोल सिरे वाले एक साधारण कटर को प्राथमिकता दी जाती है। बड़ी टी. मशीनों के लिए, वे पूरे कटर को स्टील से नहीं बनाना, बल्कि स्टील की छड़ों के छोटे टुकड़ों का उपयोग करना फायदेमंद समझते हैं, जिन्हें ज़रूरत के अनुसार अलग-अलग क्रॉस-सेक्शन प्रोफाइल में रोल किया जाता है, कठोर किया जाता है और विशेष "धारकों" में डाला जाता है, जो बदले में समर्थन में खराब कर दिया जाता है। इस मामले में, न केवल सामग्री की बचत होती है, बल्कि ब्लेड का सटीक आकार भी बना रहता है, क्योंकि काटने वाले ब्लॉक केवल उनकी अनुप्रस्थ सतह पर ही तेज होते हैं। आमतौर पर मशीन पर घूमते समय सतह को ग्राइंडिंग फाइल से भी उपचारित किया जाता है, हालांकि आकार की शुद्धता का उल्लंघन होता है; यदि सतह घर्षण के अधीन नहीं है, तो इसे सामान्य तकनीकों का उपयोग करके रेत और पॉलिश किया जा सकता है। कार्य की सफलता उपकरण की सही स्थापना पर निर्भर करती है। काटने की नोक को घूर्णन की धुरी से गुजरने वाले क्षैतिज विमान में काम करने के लिए मजबूर करना उचित है, अन्यथा "ढलान कोण" DAQ(चित्र I ऊपर) वस्तु के जमीन पर होने पर बदल जाएगा, और यदि इसकी सतह को अक्ष के लंबवत संसाधित किया जाता है, तो केंद्र के पास ब्लेड काम करना बंद कर देगा और इसके नीचे या ऊपर से गुजर जाएगा।
यह स्थिति एक ही समय में कामकाजी परिस्थितियों के लिए सबसे लाभप्रद है: पतली चिप्स का प्रतिरोध स्पर्शरेखीय रूप से निर्देशित होता है और बल द्वारा व्यक्त किया जा सकता है अक, और टिप की प्रतिक्रिया बल द्वारा होती है एआर, पहले के बिल्कुल विपरीत। ये बल, समान गति के साथ, एक-दूसरे को रद्द कर देते हैं, बिना उन घटकों के जो कटर पर संसाधित होने वाली वस्तु को धक्का देते हैं या उसे दूर ले जाते हैं। यदि कटर केंद्रीय तल (मध्य रेखा के फॉर्म I) के ऊपर छूता है, तो एक परिणाम दिखाई देगा अब, संसाधित की जा रही वस्तु से इसे दूर करने का प्रयास करना; यदि यह नीचे काम करता है, तो इस बल को विपरीत दिशा में निर्देशित किया जाएगा, यदि चिप्स मोटे हो जाते हैं या तो असमानता का सामना करना पड़ता है, या कैलीपर के लापरवाह आंदोलन के कारण, कटर में "चिपकने" की प्रवृत्ति होती है, और गहराई से काटता है। पेंच। दोनों फायदों को संयोजित करने के लिए, कटर की ऊपरी सतह अबवे आमतौर पर इसे तिरछा बनाते हैं (चित्र I निचली रेखा) और इसे केंद्रों की रेखा पर स्थापित करते हैं। मोटे चिप्स को हटाते समय, धातु के कणों को अलग करने की तुलना में उन्हें मोड़ने में अधिक काम की आवश्यकता होती है, इस स्थिति में बल की दिशा क्यूनिकट आ रहा होगा ऐ, काटने के कोण को आधे में विभाजित करने वाली एक रेखा खराब, एक पच्चर के लिए के रूप में। यह परिस्थिति कटर की नोक को ऊपर उठाने या उसकी सतह को झुकाने के लिए आवश्यक बनाती है, जहाँ तक संभव हो, यदि आवश्यक हो, तो झुकाव का कोण दें DAQ 3° से 4° तक, और काटने का कोण खराबलोहे के लिए 51° से 60° तक, कच्चा लोहा के लिए 51° से 70° तक और कांस्य और पीतल के लिए 66° से 80° तक। अनुभव से पता चला है कि प्रति सेकंड सेमी में परिधीय गति पर न्यूनतम इंजन कार्य के साथ चिप्स की सबसे बड़ी संख्या प्राप्त की जाती है: लोहे के लिए 5.5, कच्चा लोहा के लिए 4.0 और कांस्य के लिए 6.5। चिप्स की मोटाई 0.3 मिमी और चौड़ाई 10 से 40 मिमी थी। लेकिन वास्तव में, ड्राइविंग बल की लागत कारीगर के समय की तुलना में बहुत कम होती है, इसलिए अधिक बल का उपयोग करके और अधिक गति से मोटे चिप्स को हटाकर काम को तेज करना लाभदायक होता है। इसलिए, व्यवहार में वे इन गति से काफी विचलित हो जाते हैं। डीजॉन्क के अनुसार, ये गति हैं:
इससे भी अधिक गति लेना असंभव है क्योंकि कटर गर्म हो जाता है, और उपकरण और वस्तु जमीन पर कांपने लगते हैं और सतह असमान हो जाती है। इसलिए, उदाहरण के लिए, बड़ी टी. मशीनों के संचालन में तेजी लाने के लिए। गाड़ी के पहियों को घुमाते समय, कटर (वियना के पास फ्लोरिसडॉर्फ में रोथ की मशीन) के बजाय "कटर" (या "मिलिंग कटर", देखें) का हाल ही में सफलतापूर्वक उपयोग किया गया था। ये कई बिंदुओं वाले घूमने वाले काटने वाले पहिये हैं; इसलिए काम को एक बड़ी सतह पर वितरित किया जाता है और, पर्याप्त श्रम के व्यय के साथ, कई गुना तेजी से आगे बढ़ता है। भारी मशीन टूल्स के काम को तेज करने का एक और साधन अमेरिका में आविष्कार किया गया था: ये एक विशेष प्रकार के स्टील से बने कटर हैं जो गहरे लाल रंग की गर्मी में गर्म होने पर भी अपनी कठोरता नहीं खोते हैं; इसलिए, स्टील को 10 सेमी के चक्र पर, नरम कच्चा लोहा 96 सेमी, ग्रे कच्चा लोहा 50 सेमी, और पीतल को 100 सेमी प्रति सेकंड की गति से "तीक्ष्ण" करने के लिए घुमाया जा सकता है। यह संभावना है कि यह तथाकथित प्राकृतिक रूप से कठोर स्टील की किस्मों में से एक है: इन किस्मों में आमतौर पर कार्बन के अलावा, टंगस्टन, टाइटेनियम, मोलिब्डेनम और अन्य तत्व होते हैं। प्रत्येक किस्म के लिए निर्धारित तापमान से ऊपर गर्म होने के कारण, ठंडा होने पर वे ठोस हो जाते हैं, भले ही यह ठंडा होना धीरे-धीरे हो। यदि उन्हें दूसरी बार किसी अन्य निश्चित, लेकिन कम उच्च तापमान पर गर्म किया जाता है, तो ठंडा होने पर वे अधिक नरम हो जाते हैं। ताप जो इस दूसरे "महत्वपूर्ण तापमान" तक नहीं पहुंचता है, कठोरता पर कोई महत्वपूर्ण प्रभाव डाले बिना रहता है। ऐसे कटरों के उपयोग के लिए अधिक टिकाऊ डिजाइन के मशीन टूल्स की आवश्यकता होती है, क्योंकि सभी मौजूदा कटर हानिकारक कंपन के बिना उच्च गति पर मोटे चिप्स को हटाने की अनुमति नहीं देंगे। धातु उत्पादों के आधुनिक बड़े पैमाने पर निर्माण में तथाकथित द्वारा एक बहुत महत्वपूर्ण भूमिका निभाई जाती है। "परिक्रामी टी. मशीनें"। हथियारों, सिलाई मशीनों, साइकिलों, महिलाओं की घड़ियों, बिजली के सामान आदि के निर्माण में, हजारों समान स्क्रू और अन्य छोटे-छोटे भागों की आवश्यकता होती है, जो समान होने के इतने करीब होने चाहिए कि वे एक-दूसरे की जगह ले सकें। कोई समायोजन. 3 सेमी व्यास तक के तार, ज्यादातर पीतल, से ऐसी वस्तुएं बनाने के लिए, मशीन के स्पिंडल (तालिका, चित्र 12) को ड्रिल किया जाता है ताकि लंबे तारों को गुजरने की अनुमति मिल सके और स्क्रैप की संख्या कम हो सके (सपोर्ट स्क्रू में दिखाया गया है) आकृति केवल छोटी, ढली हुई या जाली वस्तुओं को संसाधित करते समय डाली जाती है, मशीन के नीचे दिखाए गए चक में तय की जाती है, जिसमें अनियमित आकार की वस्तुओं में नरम धातु डालने के लिए बक्से के रूप में होंठ भी डाले जा सकते हैं)। चक से जितना आवश्यक हो उतना तार निकालने के बाद, स्पिंडल को गति में सेट करें और बुर्ज समर्थन के पहले उपकरण को उसकी ओर तब तक घुमाएँ जब तक कि एक विशेष स्टॉप स्क्रू न पहुँच जाए। फिर कैलीपर को पीछे ले जाया जाता है, जबकि एक विशेष पंजा कैलीपर के ऊपरी हिस्से को, रिवॉल्वर के ड्रम की तरह, एक क्रांति के छठे भाग से घुमाता है, ताकि पहले उपकरण के स्थान पर दूसरा उपकरण हो, आदि। काटने के लिए एक पेंच या तैयार काम को काटने के लिए, हेडस्टॉक स्पिंडल में घूमने वाले लीवर का उपयोग करें। इसके बाएं सिरे पर नट का एक हिस्सा लगा होता है: जब इसे स्पिंडल के बाएं सिरे पर रखे स्क्रू चक के संपर्क में लाया जाता है, तो लीवर के दाहिने सिरे पर स्थित बिंदु स्क्रू को काट देता है, और सपोर्ट स्क्रू फिसल जाता है प्लेटफ़ॉर्म के साथ, काटने की गहराई को सीमित करता है। मशीन टूल्स का डिज़ाइन बेहद विविध है; अक्सर ऐसी मशीन केवल एक विशिष्ट कार्य के लिए अनुकूलित होती है, जबकि अन्य पूरी तरह से स्वचालित रूप से काम करती हैं। मुख्य रूप से लकड़ी के बंदूक स्टॉक, जूते के पिछले हिस्से और अन्य गोल वस्तुओं के निर्माण के लिए उपयोग की जाने वाली "कॉपी मशीन" को भी मशीन टूल्स की सूची में शामिल किया जाना चाहिए। आइटम संसाधित किया जा रहा है साथ(तालिका चित्र 4 को मॉडल की धुरी के समानांतर एक क्षैतिज अक्ष के चारों ओर घुमाया जा सकता है ए, जिससे किसी वस्तु की धुरी गियर द्वारा जुड़ी होती है, जिससे वह एक ही गति और एक ही दिशा में घूमती है। कटर से प्रसंस्करण मेंपहले दो के समानांतर एक अक्ष के चारों ओर घूमता है, लेकिन उनके लंबवत फिसलने वाली स्लाइड पर लगा होता है। जब मॉडल और ऑब्जेक्ट को धीरे-धीरे घुमाया जाता है, तो कटर इसे तब तक काट देते हैं जब तक कि स्लाइड से जुड़ा थ्रस्ट स्क्रू मॉडल की सतह पर न टिक जाए और आगे की गति में देरी न हो जाए। फिर वही प्रक्रिया मॉडल के दूसरे खंड में शुरू होती है। प्रतिलिपि बनाने वाली मशीन के सिद्धांत का उपयोग विभिन्न रूपों में किया जाता है।
साहित्यप्रचुर मात्रा में है, लेकिन लागू जानकारी वाली पुस्तकें कम हैं। मुख्य पुस्तक: होल्ट्ज़ैपफेल, "टर्निंग एंड मैकेनिकल मैनिपुलेशन" (वॉल्यूम IV)। पहला खंड शहर में प्रकाशित हुआ था, लेकिन एक नया निरंतर संस्करण है, जो नब्बे के दशक में प्रकाशित हुआ था। थिएम, "मैकेनिकल इंजीनियरिंग के बुनियादी सिद्धांत" (); नाइडेंको, "टर्नर्स के लिए मैनुअल" (एकाटेरिनोस्लाव; छात्रों के लिए बहुत कुछ उपयुक्त है; लेखक स्पष्टीकरण में नहीं जाता है); समान प्रकृति का, लेकिन इसमें बहुत सारी मूल्यवान जानकारी शामिल है: ई. डेजॉन्क, "ला मैकेनिक प्रैटिक" (पी.); जोशुआ रोज़, "द प्रैक्टिकल मशीनिस्ट"।
के बारे मेंसीखना मोड़ - यह साइट का एक भाग है जिसमें न केवल पेशेवर टर्नर्स के लिए, बल्कि टर्निंग छात्रों के लिए भी जानकारी शामिल है। टर्निंग बहुत आशाजनक है, क्योंकि हमारे समय में, एक वास्तविक टर्नर खोजने का प्रयास करें।
पीटर्नर का पेशाअत्यधिक भुगतान, इसलिए यदि आप आलसी नहीं हैं और अपने काम के लिए अच्छा पैसा कमाना चाहते हैं, तो हमारी वेबसाइट को चालू करने की मूल बातें सीखना शुरू करें।
खराद डिजाइन किया गया है घूर्णन द्वारा किसी पिंड को काटकर प्रसंस्करण के लिए, जिसमें घूमने वाले अंतिम तल और पेचदार सतहें शामिल हैं। इसके अलावा, काटने से संबंधित कार्य खराद पर नहीं किया जा सकता है।
सभी की सूची खराद क्षमताएँबहुत बड़ा और विचारणीय खराद कार्यबहुत समय लगेगा. और खराद के सभी कार्यों को जानेंएक पाठ में यह व्यावहारिक रूप से असंभव है, लेकिन धीरे-धीरे हम सभी को जान जायेंगे मोड़ की पेचीदगियाँ. टर्निंग ट्रेनिंगहम निम्नलिखित सूची का उपयोग शुरू करेंगे पाठ बदलना।
टर्निंग सबक :
पाठ 1। खराद युक्ति
पाठ 2। खराद पर काम करना या खराद चलाना
सामग्री:
1. टीओकार कटर
टीओकार कटर- ये विशेष काटने के उपकरण हैं जिनका उपयोग भागों को मोड़ने के लिए किया जाता है।
टीओकर कटर का उपयोग मशीन टूल्स पर टर्निंग, प्लानिंग और अन्य कार्यों के लिए मुख्य उपकरण के रूप में किया जाता है।
डीभाग की उच्च-गुणवत्ता और सटीक प्रसंस्करण और उत्पाद के आवश्यक आकार और आकार प्राप्त करने के लिए, एक टर्निंग कटर का उपयोग किया जाता है, जिसके साथ सामग्री की परतें क्रमिक रूप से कट जाती हैं।
मेंसामग्री की एक परत को काटने की प्रक्रिया में, कटर इसे काटता है, इसकी सतह से चिप्स हटा देता है।
के बारे मेंकटर की तेज़ धार इसका मुख्य कार्य तत्व है।
साथसमय के साथ, कटर घिस जाता है, जैसा कि काटने वाले हिस्से (किनारे) के छिलने से पता चलता है। भविष्य में टर्निंग कटर का उपयोग करने के लिए, इसे फिर से तेज करना होगा।
1.1 टर्निंग कटर का उपकरण
1.2 टर्निंग टूल की फ़ीड
1.3 टर्निंग टूल से धातु काटना
1.4 काटने की सतह
1.5 कटर डिज़ाइन
1.6 टर्निंग टूल एंगल
1.7 कटर की टूट-फूट और टिकाऊपन
1.8 खराद के लिए कटर
1.9 औजारों को मोड़ने के लिए सामग्री
1.10 टर्निंग टूल के डिज़ाइन
1.11 कार्बाइड कटर का विनिर्माण
1.12 ब्लेड वाले कटर का निर्माण
1.13 हाई-स्पीड और कार्बन कटर का विनिर्माण
2. टीओकर मशीन
टीओकर मशीन -यह भागों को काटकर और मोड़कर प्रसंस्करण करने की एक मशीन है।
के बारे मेंखराद पर किए जाने वाले मुख्य कार्य: विभिन्न प्रकार की सतहों को मोड़ना, बोरिंग करना और मोड़ना, थ्रेडिंग करना, भागों के सिरों को संसाधित करना, ड्रिलिंग, काउंटरसिंकिंग और छेद काटना।
जेडवर्कपीस को केंद्र में स्थापित किया जाता है और एक स्पिंडल का उपयोग करके घुमाया जाता है, फिर फ़ीड तंत्र काटने वाले उपकरण, कटर को चलने वाले शाफ्ट के समर्थन के साथ ले जाता है।
डीमशीन पर अतिरिक्त प्रकार के कार्य जैसे पीसना, ड्रिलिंग, छेद करना आदि करने के लिए मशीनों पर अतिरिक्त उपकरण लगाए जाते हैं।
टीविंडो-स्क्रू-कटिंग मशीन को अलौह और लौह धातुओं के साथ खराद कार्य के लिए डिज़ाइन किया गया है।

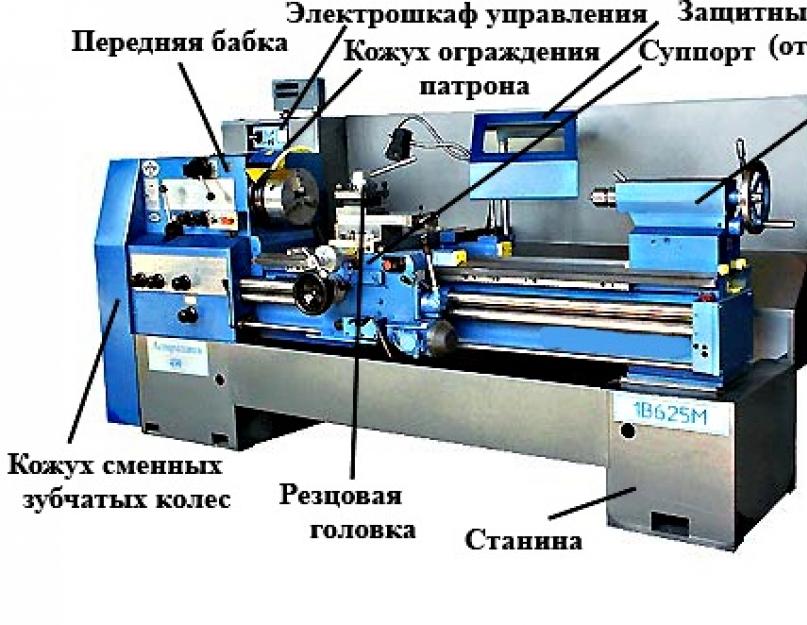
टीविंडो-स्क्रू-कटिंग मशीन में निम्न शामिल हैं:
- साथटैनिन मशीन का मुख्य भाग है, जो मशीन के सभी तंत्रों को माउंट करने का ढांचा है।
- पीहेडस्टॉक - इसमें स्पिंडल, गियरबॉक्स और अन्य तत्वों के स्थान के कारण इसे स्पिंडल हेडस्टॉक भी कहा जाता है।
- कोफ़ीड बॉक्स धुरी से समर्थन तक गति प्रदान करता है।
- साथसमर्थन - काटने के उपकरण को सुरक्षित करने और उसे खिलाने के लिए डिज़ाइन किया गया।
- एफआर्टुह - रोलर के घूर्णन को कैलीपर की गति में परिवर्तित करने के लिए आवश्यक है।
- सीकेंद्र - किसी वर्कपीस या टूल को सपोर्ट करने के लिए एक इंस्टॉलेशन।
2.1 स्क्रू-कटिंग खराद मॉडल 1ए62
2.2 खराद मॉडल IA62 का घर्षण क्लच
2.3 टेलस्टॉक डिज़ाइन
2.4 स्क्रू-कटिंग खराद का डिज़ाइन
2.5 खराद की देखभाल
2.6 खराद को समायोजित करना
2.7 खराद सुरक्षा
2.8 केंद्रों में संसाधित भागों को सुरक्षित करने के लिए उपकरण
2.9 खराद सटीकता
जेडयहां आपको पता चलेगा खराद की सटीकता का निर्धारण और समायोजन कैसे करें, मोड़ के दौरान कठोरता, मेन्ड्रेल पर मशीनिंग, मेन्ड्रेल के साथ काम करने जैसी मास्टर अवधारणाओं।
पीरवीला कामसाथ धुरी खराद का धुरा. टर्निंग सेक्शन में हम विचार करते हैं पेंच काटने वाली खराद, जैसे कि पेंच-काटने वाला खराद 1ए62. के बारे में अधिक जानकारी मोड़ने के उपकरण, उनके प्रकार, टर्निंग टूल सामग्रीउनका डिज़ाइन. कटर के घिसाव और स्थायित्व का भी मोड़ पर महत्वपूर्ण प्रभाव पड़ता है।
यदि पहले टर्नर का पेशा लोकप्रिय था, तो अब युवा लोग अक्सर कार्यालय का काम पसंद करते हैं, जबकि "कार्यालय प्लैंकटन" की मात्रा बहुत कम है। टर्नर आज वास्तव में मांग वाला पेशा है। मैकेनिकल इंजीनियरिंग, रक्षा उद्योग, विमान और जहाज निर्माण की शाखाएँ हर दिन अपने क्षितिज का विस्तार कर रही हैं, इसलिए पेशेवर हाथों की हमेशा आवश्यकता होगी। एक टर्नर के औसत वेतन का विश्लेषण करते हुए, हम कह सकते हैं कि इस काम के लिए उचित भुगतान किया जाता है। नियोक्ता प्रति माह 30 से 60 हजार रूबल आवंटित करने के लिए तैयार हैं। बेशक, वेतन कर्मचारी के कौशल और श्रेणी पर निर्भर करता है।
टर्नर की रैंक कर्मचारी का एक प्रकार का कौशल स्तर है, जो वेतन में परिलक्षित होता है। एक कर्मचारी के पास जितना अधिक अनुभव होगा, उसने जितना अधिक ज्ञान और कौशल में महारत हासिल की होगी, उसकी रैंक उतनी ही ऊंची होगी, लेकिन सबसे पहले चीज़ें।
नौकरी में क्या शामिल है?
मुख्य कार्य रोटेशन के दौरान भागों और उत्पादों को संसाधित करना है। काटने से, एक पेशेवर विभिन्न सामग्रियों को संसाधित करने में सक्षम होगा। टर्निंग उपकरण का उपयोग करते हुए, एक कर्मचारी को न केवल भागों को ड्रिल करने में सक्षम होना चाहिए, बल्कि उन्हें कैलिब्रेट या काउंटरसिंक करने में भी सक्षम होना चाहिए। भविष्य के हिस्सों के विभिन्न चित्र, जिन्हें उसे सही ढंग से पढ़ने में सक्षम होना चाहिए, उसे अपने कार्यों को पूरा करने में मदद करते हैं। कार्य प्रक्रिया के दौरान, टर्नर को सभी सुरक्षा आवश्यकताओं का पालन करना चाहिए, क्योंकि मोड़ के बाद हिस्से सात सौ डिग्री सेल्सियस तक गर्म हो सकते हैं।
स्तर को ऊपर उठाना क्यों महत्वपूर्ण है?
टर्नर्स की रैंक उनके ज्ञान और कौशल का प्रत्यक्ष प्रतिबिंब है। आज, तीसरे से अधिक रैंक वाले पेशेवर टर्नर को विभिन्न उद्योगों द्वारा अत्यधिक महत्व दिया जाता है। लेकिन, उदाहरण के लिए, इंजीनियरिंग और रक्षा क्षेत्रों में तीसरी श्रेणी का वेतन आकार में काफी भिन्न होगा। रक्षा उद्योग को सबसे अधिक भुगतान करने वाले उद्योगों में से एक माना जाता है, लेकिन आप अपनी रैंक कैसे बढ़ा सकते हैं?

"टर्नर" का पेशा एक तकनीकी कार्य है जो धातुओं के गुणों, उन्हें काटने और चित्र पढ़ने के अध्ययन पर आधारित है। एक टर्नर एक शैक्षणिक संस्थान में अपनी पहली रैंक प्राप्त करता है, लेकिन इस स्तर पर वह केवल सिद्धांत में महारत हासिल करता है। दूसरी रैंक प्राप्त करने के लिए, उसे मशीन पर काम करने के लिए तीन महीने का अतिरिक्त प्रशिक्षण और अभ्यास करना होगा। एक वर्ष के बाद, दूसरी श्रेणी के टर्नर को तीसरी श्रेणी में पदोन्नत होने का अधिकार है, और उसे अधिक जटिलता वाले भागों का उत्पादन करने में सक्षम होना चाहिए। आप एक वर्ष के बाद रैंक को चौथे तक भी बढ़ा सकते हैं। यदि सभी परीक्षाएं उत्तीर्ण हो जाती हैं, तो केवल दो साल के अध्ययन के बाद ही आप 5वीं श्रेणी प्राप्त करना शुरू कर सकते हैं। इस स्तर पर विवरण उच्च जटिलता के अनुरूप हैं। यदि रैंक बढ़ाकर छठवीं तक पहुंचाने की चाहत है तो तीन साल और लगेंगे।

यह सभी प्रशिक्षण उन्नत प्रशिक्षण पाठ्यक्रमों के माध्यम से प्रदान किया जा सकता है जो नियोक्ता द्वारा प्रदान किया जा सकता है। टर्नर का पद जितना ऊँचा होगा, उनकी मज़दूरी भी उतनी ही अधिक होगी। जिस न्यूनतम चीज़ में महारत हासिल करने की आवश्यकता है वह है माध्यमिक विशिष्ट शिक्षा। टर्नर एक आसान पेशा नहीं है; यह एक ऐसा काम है जिसके लिए अच्छी आंख, उत्कृष्ट मोटर कौशल और अच्छे गणितीय ज्ञान की आवश्यकता होती है।
व्यक्तिगत गुण
सबसे पहले, यह समझने योग्य है कि टर्नर एक बहुत ही साहसी व्यक्ति है, क्योंकि उसे लंबे समय तक अपने पैरों पर खड़ा रहना पड़ता है। कार्यशाला में उच्च तापमान पर भी, उसे अपने सुरक्षात्मक कपड़े नहीं उतारने चाहिए। इसके अलावा, हर कोई टर्नर के कौशल में महारत हासिल नहीं कर सकता। एक पेशेवर टर्नर में निम्नलिखित गुण होने चाहिए:
- ज़िम्मेदारी;
- धैर्य;
- संगठन;
- तकनीकी सोच;
- विस्तार पर निरंतर ध्यान;
- बहुत ज़्यादा गाड़ापन;
- अच्छी कल्पना.
यदि किसी व्यक्ति में ऐसे गुण हैं, तो उसके लिए टर्निंग की बुनियादी बातों में महारत हासिल करना बहुत आसान होगा। साथ ही, इस पेशे में एक सच्चे पेशेवर के पास अच्छी याददाश्त, तेज़ नज़र और सटीक नज़र होनी चाहिए।
टर्नर का कार्यस्थल
काम के दौरान टर्नर का मुख्य कार्य सभी सुरक्षा आवश्यकताओं का अनुपालन करना है। खराद पर किए गए काम में चोट लगने का खतरा अधिक होता है, इसलिए इस पेशे के लिए श्रम सुरक्षा एक काफी महत्वपूर्ण बारीकियां है।

टर्नर के कार्यस्थल में मशीन के साथ-साथ सहायक उठाने और परिवहन उपकरण, जैसे विभिन्न ट्रॉली या इलेक्ट्रिक होइस्ट शामिल होते हैं। आरामदायक काम के लिए आपके पास होना चाहिए:
- कार्यस्थल को व्यवस्थित करने के लिए विभिन्न रैक;
- उपयुक्त उपकरण;
- भागों के निर्माण के लिए तकनीकी उपकरण;
- रिसेप्शन टेबल;
- उपकरण कैबिनेट;
- संकीर्ण विशेषज्ञता के विभिन्न उपकरण, आदि।
टर्नर की कौन सी श्रेणियां हैं?
बहुत से लोग सोचते हैं कि टर्निंग एक सार्वभौमिक पेशा है, लेकिन यह मामले से बहुत दूर है। ऐसे कार्यकर्ता हैं जिनके पास एक संकीर्ण विशेषज्ञता है। अब तक, सबसे अधिक वेतन उन लोगों को मिलता है जिन्हें एक सामान्यवादी कार्यकर्ता माना जाता है जो विभिन्न प्रसंस्करण के साथ और विभिन्न सामग्रियों से भागों का उत्पादन कर सकते हैं। अक्सर यह एक वास्तविक पेशेवर होता है जिसने टर्नर के पेशे में बड़े पैमाने पर महारत हासिल की है। ऐसे विशेषज्ञ विभिन्न क्षेत्रों में प्रशिक्षण लेते हैं।

अब एक वर्गीकरण है जिसके द्वारा किसी कर्मचारी का संकीर्ण फोकस निर्धारित किया जा सकता है, अर्थात्:
- टर्नर-बोरर (बोरिंग मशीनों पर काम करता है);
- टर्नर-मिलिंग ऑपरेटर (सपाट और जटिल सतहों, गोल और थ्रेडेड छेदों का प्रसंस्करण);
- रोटरी टर्नर (विभिन्न कोणों पर घूमने के दौरान भागों को संसाधित करता है);
- जनरलिस्ट (एकल भागों का निर्माण करता है जिन्हें संसाधित करना कठिन होता है)।
यूनिवर्सल टर्नर सबसे अधिक भुगतान वाली श्रेणियों में से एक है, क्योंकि इस विशेषज्ञ को न केवल चित्रों के अनुसार भागों का उत्पादन करने में सक्षम होना चाहिए, बल्कि मशीनों की मरम्मत भी करनी चाहिए।
निष्कर्ष निकालना
"टर्नर" का पेशा धातुकर्म पर आधारित है, इसलिए इस क्षेत्र के विशेषज्ञ को सामग्रियों की विभिन्न भौतिक और रासायनिक विशेषताओं को जानना चाहिए। इसके अलावा, वह एक सार्वभौमिक विशेषज्ञ है जो हमेशा असेंबली संयंत्रों, निर्माण, मरम्मत संयंत्रों, मोटर वाहन उद्योग और रक्षा क्षेत्र में काम पा सकता है।
टर्निंग औद्योगिक क्रांति की शुरुआत में दिखाई दी और तब से एक लंबा सफर तय किया है। आजकल, टर्नर के पेशे ने युवाओं के लिए अपना आकर्षण खो दिया है। लेकिन दूसरी ओर, बड़ी संख्या में कंप्यूटर-नियंत्रित मशीनों के आगमन के साथ, टर्निंग एक नया अर्थ लेती है और इंजीनियरिंग कला की श्रेणी में आ जाती है। टर्निंग पार्ट्स का उपयोग मैकेनिकल इंजीनियरिंग, इलेक्ट्रिकल पावर इंजीनियरिंग, निर्माण और उद्योग और प्रौद्योगिकी के अन्य क्षेत्रों में किया जाता है।
मोड़ने के बुनियादी सिद्धांत
शुरुआती लोगों के लिए, मोड़ समझ से बाहर शब्दों से भरा एक अंधेरे जंगल जैसा लगता है। हालाँकि वास्तव में टर्निंग प्रक्रिया का सार काफी सरल है। खराद का मुख्य उपकरण एक मशीन है जिसमें क्लैंप वाला हिस्सा उच्च गति से घूमता है, और काटने वाला तत्व लकड़ी, धातु या प्लास्टिक पर प्रसंस्करण प्रक्रियाओं को पूरा करता है।
विभिन्न प्रकार की सामग्रियों को संसाधित किया जा सकता है। टर्निंग में सबसे लोकप्रिय सामग्री निस्संदेह स्टील है।
लेकिन ऐतिहासिक रूप से, सब कुछ लकड़ी प्रसंस्करण के साथ शुरू हुआ; पीटर द ग्रेट के 12 ऑपरेटिंग खराद अभी भी हर्मिटेज संग्रह में संरक्षित हैं। रूसी ज़ार शिल्प का शौकीन था, लेकिन लकड़ी और धातु के हिस्सों को मोड़ना उसका पसंदीदा शगल था।
बेशक, आधुनिक मशीनें पहले लकड़ी के मॉडल की तुलना में कहीं अधिक जटिल हैं। लेकिन मैनुअल ड्राइव के बजाय इलेक्ट्रिक मोटर के आगमन और आकार में कई गुना वृद्धि के बावजूद, मूल सिद्धांत वही रहता है।
एक खराद में कई बुनियादी तत्व होते हैं:
- वह फ़्रेम जिस पर अन्य सभी तत्व जुड़े हुए हैं;
- भाग को ठीक करने के लिए मोटर और स्पिंडल के साथ हेडस्टॉक;
- फ़्रेम में गाइड के साथ चलने वाला एक कैलीपर, जिस पर एक कटर स्थित है;
- लॉकिंग आयामी भागों के साथ टेलस्टॉक।
भाग को क्लैंप किया जाता है, ड्राइव इसे घुमाता है और, काटने या मिलिंग उपकरण की स्थिति को समायोजित करके, सामग्री को संसाधित किया जाता है।

धातु और लकड़ी दोनों में उपयोग किए जाने वाले मानक टर्निंग ऑपरेशन हैं:
- गोले, शंक्वाकार और बेलनाकार वर्कपीस को मोड़ना;
- ट्रिमिंग;
- भागों के अंदर और बाहर खांचे काटना;
- काट रहा है;
- संरेखण;
- ड्रिलिंग;
- धागा काटना, बाहरी और आंतरिक;
- पलटना
प्रत्येक ऑपरेशन के लिए एक विशेष उपकरण की आवश्यकता होती है, जिसे सामग्री, आवश्यक प्रसंस्करण सटीकता और मशीन की डिज़ाइन सुविधाओं के अनुसार चुना जाता है।
टर्निंग उपकरण के प्रकार
सोवियत काल में, व्यावसायिक स्कूलों का एक व्यापक नेटवर्क था जिसमें युवा लोग स्कूल के बाद टर्नर का पेशा पूरी तरह से निःशुल्क सीख सकते थे। प्रशिक्षण कार्यक्रम में सैद्धांतिक भाग, स्कूल की दीवारों के भीतर एक प्रशिक्षण मशीन पर व्यावहारिक कार्य और औद्योगिक अभ्यास शामिल था। सैद्धांतिक प्रशिक्षण के सबसे महत्वपूर्ण तत्वों में से एक, धातु के गुणों के अध्ययन के साथ-साथ, एक उपकरण का उपयोग करना सीखना था। एक पेशेवर टर्नर यह समझे बिना नहीं रह सकता कि प्रत्येक प्रकार के कटर की आवश्यकता क्यों है, इसे मशीन में कैसे स्थापित किया जाता है और प्रसंस्करण किस कोण पर होता है। अब टर्निंग टूल और मिलिंग कटर के कैटलॉग एक विशाल प्रारूप में टर्नर के लिए बहु-खंड संदर्भ पुस्तकें और मैनुअल हैं। धातु संचालन की किसी भी सूक्ष्मता के लिए डिज़ाइन किए गए उपकरणों की विविधता जीव विज्ञान में प्रजातियों के वर्गीकरण के बराबर है। मुख्य उपकरण जिनके बिना कोई भी उत्पादन नहीं चल सकता और अधिकांश ऑपरेशन किए जा सकते हैं, वे हैं कटर:
- पास-थ्रू, पीसने के लिए उपयोग किया जाता है;
- उबाऊ, आपको अंधे छिद्रों को तेज करने की अनुमति देता है;
- काटने के लिए, काटने के लिए;
- वर्कपीस पर धागे काटने के लिए थ्रेडेड की आवश्यकता होती है;
- आकार दिया हुआ;
- स्लॉटेड;
- fillets.

खराद प्रशिक्षण में इन सभी प्रकार के कटरों के साथ काम करने की तैयारी शामिल है। और प्रत्येक उपकरण को सटीक उपकरण धारण विनिर्देशों की आवश्यकता होती है। तीक्ष्ण कोण, वह कोण जिस पर कटर भाग तक पहुंचता है, फ़ीड गति। इस मामले में, सामग्री में बदलाव के साथ सभी पैरामीटर बदल जाएंगे। यहां तक कि स्टील के साथ भी, विभिन्न योजकों की उपस्थिति के आधार पर, प्रसंस्करण प्रक्रिया को अलग से समायोजित किया जाता है।
जो मशीनें अब निर्माताओं के बीच पाई जा सकती हैं वे कई मापदंडों में काफी भिन्न हैं:
- आकार के अनुसार: घरेलू कार्यशाला के लिए डेस्कटॉप मशीनों से लेकर जलविद्युत ऊर्जा संयंत्रों के भागों के प्रसंस्करण के लिए दसियों टन वजन वाली औद्योगिक मशीनों तक;
- नियंत्रण विधि द्वारा: मैनुअल, सीएनसी, पूरी तरह से स्वचालित सिस्टम;
- प्रसंस्कृत सामग्री के अनुसार: लकड़ी, धातु, कठोर प्लास्टिक के लिए।
एक नौसिखिया टर्नर का पहला अनुभव एक खराद, संचालन के सामान्य सिद्धांतों और भागों को काटने के लिए सबसे सरल संचालन का अध्ययन करने से शुरू होता है। इसके अलावा, कौशल में वृद्धि, मशीन के साथ काम करने और सैद्धांतिक प्रशिक्षण के साथ, आप नए काम पर आगे बढ़ सकते हैं, उदाहरण के लिए, धागा काटना या ग्रूविंग करना।

लेकिन कौशल में प्रगति त्वरित नहीं है, आपको लंबे, श्रमसाध्य प्रशिक्षण के विचार की आदत डालनी होगी। व्यावसायिक स्कूलों में, प्रशिक्षण अवधि में 3 साल और औद्योगिक अभ्यास लगता है, जो सैद्धांतिक ज्ञान को पूरी तरह से अलग तरीके से प्रस्तुत करता है।
टर्नर रैंक
पेशेवर प्रशिक्षण की वृद्धि के साथ, एक टर्नर अगली रैंक पर जाने के लिए परीक्षा उत्तीर्ण करके अपने कौशल की पुष्टि कर सकता है; जितनी ऊंची रैंक, एक विशेषज्ञ को उतना अधिक सैद्धांतिक ज्ञान की आवश्यकता होती है और इसके अलावा, उसे उपकरणों की बेहतर महारत का प्रदर्शन करना होगा
- दूसरी श्रेणी के टर्नर के पास 12-14 गुणवत्ता वाले भागों वाली सार्वभौमिक मशीनों पर काम करने का कौशल है;
- तीसरी श्रेणी के टर्नर ने सार्वभौमिक मशीनें स्थापित करने, प्लाज्मा टॉर्च के साथ काम करने, कटर को तेज करने में अपने कौशल की पुष्टि की है, और 7-10 गुणवत्ता के भागों को संसाधित करने के लिए तैयार है;
- चौथी श्रेणी का टर्नर प्लाज्मा-मैकेनिकल प्रसंस्करण करता है, तीन या अधिक समर्थन वाले स्लेज को नियंत्रित करता है, डबल-स्टार्ट थ्रेड को काटता है;
- 5वीं कक्षा का टर्नर 6-7 सटीकता ग्रेड तक के जटिल भागों को संसाधित करता है, उच्च-मिश्र धातु स्टील्स को संसाधित करता है और मल्टी-स्टार्ट थ्रेड्स को रोल करता है;
- 6वीं कक्षा का टर्नर पेशेवर कौशल का उच्चतम स्तर है, एक विशेषज्ञ 5वीं कक्षा के साथ काम करता है और कई संभोग सतहों के साथ एक पतले उपकरण को समायोजित कर सकता है।

एक रैंक से दूसरे रैंक पर जाने के लिए परीक्षा उत्तीर्ण करने में कम से कम एक वर्ष की अवधि का अंतर होता है।
अंतिम छठी श्रेणी सैद्धांतिक भाग में बहुत उच्च स्तर की तैयारी, भागों के प्रसंस्करण और मशीनों की स्थापना में व्यावहारिक कौशल को इंगित करती है। ऐसे विशेषज्ञ का वेतन एक पेशेवर इंजीनियर के वेतन से अधिक हो सकता है।
और कभी-कभी किसी उद्यम में उत्पादन प्रक्रिया पूरी तरह से अद्वितीय टर्निंग कौशल वाले विशेषज्ञ पर निर्भर हो सकती है। टर्निंग की विशेषज्ञता में परीक्षा देना कई पेशेवर प्रशिक्षण केंद्रों में खुला है; आमतौर पर परीक्षा के लिए आपको अतिरिक्त प्रशिक्षण पाठ्यक्रम लेना होगा और पुनः प्रशिक्षण और परीक्षा के लिए भुगतान करना होगा।
मेटलवर्किंग प्रोफेशनल कैसे बनें
टर्निंग में प्रशिक्षण, उदाहरण के लिए, एक डॉक्टर के पेशे में, पूरे जीवन चलता है, सैद्धांतिक जानकारी, पुस्तकों और व्यावहारिक कौशल की एक महत्वपूर्ण मात्रा के अलावा, जिसमें महारत हासिल करने की आवश्यकता होती है, उपकरणों का एक लगातार अद्यतन बेड़ा होता है अध्ययन की आवश्यकता है, खराद विकसित हो रहे हैं। प्रसंस्कृत सामग्रियों की रेंज भी बढ़ रही है, और बिना अध्ययन किए गुणों वाली नई मिश्रित और बहुलक सामग्रियां सामने आ रही हैं।
छठे संस्करण की प्रस्तावनाटर्निंग ट्यूटोरियल डाउनलोड करें
परिचय
खण्ड एक। मोड़ के बारे में संक्षिप्त जानकारी
अध्याय I. स्क्रू-कटिंग खराद के डिजाइन के बारे में बुनियादी अवधारणाएँ
§ 1. खराद का उद्देश्य
§ 2. खराद के प्रकार
§ 3. स्क्रू-कटिंग खराद के मुख्य घटक
§ 4. बिस्तर
§ 5. हेडस्टॉक
§ 6. भोजन तंत्र
§ 7. समर्थन
§ 8. एप्रन
§ 9. टेलस्टॉक
§ 10. खराद की देखभाल के नियम
दूसरा अध्याय। धातु काटने की प्रक्रिया की मूल बातें
§ 1. खराद पर प्रसंस्करण करते समय तत्वों को काटना
§ 2. चिप निर्माण की प्रक्रिया
§ 3. तरल पदार्थ काटना
§ 4. कटर और अन्य काटने के उपकरण के निर्माण के लिए उपयोग की जाने वाली सामग्री
§ 5. टर्निंग टूल्स
§ 6. कटर को तेज़ करना
अध्याय III. सुरक्षा संक्षिप्त
§ 1. सुरक्षा सावधानियों का महत्व
§ 2. मशीन की दुकानों में सुरक्षा सावधानियाँ
§ 3. अग्नि सुरक्षा नियम
अध्याय चतुर्थ. बाहरी बेलनाकार सतहों को मोड़ना
§ 1. अनुदैर्ध्य मोड़ के लिए कटर
§ 2. कटर की स्थापना और बन्धन
§ 3. केंद्रों में भागों की स्थापना और बन्धन
§ 4. कारतूसों में भागों की स्थापना और बन्धन
§ 5. जॉ चक्स को पेंच करना और कसना
§ 6. चिकनी बेलनाकार सतहों को मोड़ने की तकनीक
§ 7. बेलनाकार सतहों को किनारों से मोड़ने की तकनीक
§ 8. मोड़ के दौरान कटिंग मोड के तत्व
§ 9. कटर की देखभाल
§ 10. बेलनाकार सतहों को मोड़ते समय भागों को मापना
§ 11. बेलनाकार सतहों को मोड़ने पर होने वाले दोष और उन्हें रोकने के उपाय
§ 12. बेलनाकार सतहों को मोड़ते समय सुरक्षा सावधानियां
अध्याय V. अंतिम सतहों और किनारों का प्रसंस्करण
§ 1. अंतिम सतहों और किनारों के प्रसंस्करण और उनकी स्थापना में उपयोग किए जाने वाले कटर
§ 2. अंतिम सतहों और किनारों को काटने की तकनीक
§ 3. अंतिम सतहों और किनारों को मापने की तकनीक
§ 4. अंतिम सतहों और किनारों को काटते समय सुरक्षा सावधानियां
§ 5. अंतिम सतहों और किनारों को काटते समय दोष और इसे रोकने के उपाय
अध्याय VI. बाहरी ग्रूविंग और कटिंग
§ 1. खांचे मोड़ने और काटने के लिए कटर, उनकी स्थापना
§ 2. खांचे को मोड़ने और काटने की तकनीक
§ 3. खांचे मापना
§ 4. खांचे मोड़ने और काटने में होने वाले दोष और उन्हें रोकने के उपाय
अध्याय सातवीं. बेलनाकार छिद्रों की ड्रिलिंग और रीमिंग
§ 1. अभ्यास
§ 2. शार्पनिंग ट्विस्ट ड्रिल
§ 3. बन्धन अभ्यास
§ 4. ड्रिलिंग तकनीक
§ ड्रिलिंग करते समय कटिंग मोड के 5 तत्व
§ 6. रीमिंग
§ 7. कुछ प्रकार के अभ्यासों की डिज़ाइन विशेषताएँ
§ 8. मैनुअल फीड को मैकेनिकल से बदलना
§ 9. ड्रिलिंग के दौरान दोष और उसे रोकने के उपाय
अध्याय आठ. केंद्रित
§ 1. केंद्र छिद्रों का उद्देश्य और आकार
§ 2. केंद्र छिद्रों को चिह्नित करना
§ 3. केन्द्रित करने की तकनीक
§ 4. संरेखण के दौरान दोष और उसके निवारण के उपाय
अध्याय IX. बेलनाकार छिद्रों की काउंटरसिंकिंग, रीमिंग और बोरिंग। आंतरिक खांचे को मोड़ना
§ 1. बेलनाकार छिद्रों की काउंटरसिंकिंग
§ 2. बेलनाकार छिद्रों का विकास
§ 3. बेलनाकार छिद्रों की बोरिंग
§ 4. बेलनाकार छिद्रों में छेद करने की तकनीक
§ 5. बेलनाकार छिद्रों के प्रसंस्करण में दोष एवं निवारण के उपाय
§ 6. आंतरिक अंत सतहों को काटने और आंतरिक खांचे को मोड़ने की तकनीक
§ 7. बेलनाकार छिद्रों, आंतरिक खांचे और अवकाशों का माप
अध्याय X. साधारण भागों को मोड़ना
§ 1. पिन को घुमाना
§ 2. चिकने और चरणबद्ध शाफ्टों को मोड़ना
अध्याय XI. खराद पर भागों के प्रसंस्करण के लिए तकनीकी प्रक्रियाओं के निर्माण के बुनियादी सिद्धांत
§ 1. तकनीकी और उत्पादन प्रक्रियाओं की अवधारणा
§ 2. तकनीकी प्रक्रिया के तत्व
§ 3. मैकेनिकल इंजीनियरिंग में उत्पादन के प्रकार
§ 4. यांत्रिक प्रसंस्करण की तकनीकी प्रक्रिया के विकास के सिद्धांत
§ 5. स्थापना आधारों की अवधारणा और उनकी पसंद
धारा दो. शंक्वाकार सतहों का प्रसंस्करण. आकार की सतहों को पीसना। सतही परिष्करण। त्रिकोणीय धागा काटना
अध्याय XII. शंक्वाकार सतहों की मशीनिंग
§ 1. शंकु और उसके तत्वों की अवधारणा
§ 2. शंक्वाकार सतह प्राप्त करने की विधियाँ
§ 3. टेलस्टॉक बॉडी के अनुप्रस्थ विस्थापन द्वारा शंक्वाकार सतहों को पीसना
§ 4. कैलीपर के ऊपरी भाग को घुमाकर शंक्वाकार सतहों को पीसना
§ 5. शंक्वाकार रूलर का उपयोग करके शंक्वाकार सतहों का प्रसंस्करण
§ 6. चौड़े कटर से शंक्वाकार सतहों का प्रसंस्करण
§ 7. शंक्वाकार छिद्रों की बोरिंग एवं रीमिंग
§ 8. शंक्वाकार सतहों का माप
§ 9. शंक्वाकार सतहों के प्रसंस्करण में दोष और इसे रोकने के उपाय
अध्याय XIII. आकार की सतहों को मोड़ना
§ 1. आकार के कटर, उनकी स्थापना और संचालन
§ 2. पासिंग कटर से आकार की सतहों को पीसना
§ 3. एक कापियर का उपयोग करके आकार की सतहों का प्रसंस्करण
§ 4. आकार की सतहों को मोड़ते समय दोष और उसे रोकने के उपाय
अध्याय XIV. सतही परिष्करण
§ 1. मशीनीकृत सतह का खुरदरापन
§ 2. बारीक मोड़ना
§ 3. फिनिशिंग या लैपिंग
§ 4. सतह को रोलर से रोल करना
§ 5. लुढ़कना
अध्याय XV. सूत्रण
§ 1. धागों के बारे में सामान्य जानकारी
§ 2. धागों के प्रकार और उनका उद्देश्य
§ 3. धागा माप और नियंत्रण
§ 4. त्रिकोणीय धागों को डाई से काटना
§ 5. त्रिकोणीय धागों को नल से काटना
§ 6. कटर से थ्रेडिंग
§ 7. थ्रेडेड मर जाता है
§ 8. धागा काटने के लिए स्क्रू-कटिंग खराद स्थापित करना
§ 9. बदली जाने योग्य गियर की गिनती के उदाहरण
§ 10. कटर से धागे काटने की तकनीक
§ 11. उच्च प्रदर्शन धागा काटने के तरीके
§ 12. कटर से धागा काटते समय होने वाले दोष और उनके निवारण के उपाय
धारा तीन. खराद। खराद पर भागों की प्रसंस्करण प्रक्रियाओं का मशीनीकरण और स्वचालन
अध्याय XVI. खराद का निर्माण
§ 1. खराद के विकास का संक्षिप्त ऐतिहासिक अवलोकन
§ 2. मुख्य प्रकार की टर्निंग मशीनें
§ 3. खराद का प्रतीक
§ 4. घरेलू स्तर पर उत्पादित स्क्रू-कटिंग खराद की मुख्य विशेषताएं
§ 5. खराद की ड्राइव
§ 6. मशीन का गतिक आरेख
§ 7. गियरबॉक्स और फ़ीड के तंत्र
§ 8. पेंच काटने वाले खराद का सहारा
§ 9. एप्रन
§ 10. स्क्रू-कटिंग खराद मॉडल 1K62
§ 11. खराद
अध्याय XVII. सटीकता के लिए स्क्रू-कटिंग खराद की जाँच करना
§ 1. सटीकता के लिए मशीन टूल्स की जाँच के लिए उपकरण
§ 2. खराद की जाँच के लिए बुनियादी तरीके
अध्याय XVIII. खराद पर भागों की प्रसंस्करण प्रक्रियाओं का मशीनीकरण और स्वचालन
§ 1. उपकरण जो खराद पर प्रसंस्करण प्रक्रिया को यंत्रीकृत करते हैं
§ 2. उपकरण जो खराद पर प्रसंस्करण प्रक्रिया को स्वचालित करते हैं
§ 3. कंप्यूटर नियंत्रित मशीनें
§ 4. स्वचालित लाइनें
धारा चार. धातु काटने के अध्ययन के मूल सिद्धांत
अध्याय XIX. काटने के बारे में सामान्य जानकारी
§ 1. संक्षिप्त ऐतिहासिक सिंहावलोकन
§ 2. काटने के उपकरण के निर्माण के लिए प्रयुक्त सामग्री
§ 3. कटर कोण
§ 4. कटर की स्थापना
अध्याय XX. बुनियादी काटने की प्रक्रियाएँ
§ 1. चिप निर्माण की प्रक्रिया
§ 2. कटर पर कार्य करने वाले बलों के बारे में बुनियादी जानकारी
§ 3. काटने की गर्मी
§ 4. कटर की स्थायित्व
§ 5. उपकरण ठंडा करना
§ 6. काटने की गति के चुनाव पर विभिन्न कारकों का प्रभाव
धारा पांच. उच्च प्रदर्शन धातु काटना। सबसे लाभप्रद काटने की स्थिति का चयन
अध्याय XXI. उच्च प्रदर्शन धातु काटना
§ 1. धातुओं को उच्च गति से काटने का सार
§ 2. उच्च गति काटने के लिए कटर की ज्यामिति
§ 3. उच्च प्रदर्शन कटर के आधुनिक डिजाइन
§ 4. उच्च गति वाली टर्निंग मशीनों के लिए आवश्यकताएँ
§ 5. उच्च गति से काटने के लिए उपयोग किए जाने वाले उपकरण
§ 6. चिप्स हटाने के लिए उपकरण
§ 7. हाई-स्पीड टर्निंग में समस्या
§ 8. कठोर मिश्र धातु प्लेटों से सुसज्जित कटर के साथ काम करने के बुनियादी नियम
अध्याय XXII. सबसे लाभप्रद काटने की स्थिति का चयन
§ 1. श्रम उत्पादकता की अवधारणा
§ 2. मोड़ के दौरान शक्ति की अवधारणा
§ 3. टॉर्क
§ 4. खराद का पासपोर्ट
§ 5. सबसे लाभप्रद काटने की स्थिति का चयन
धारा छह. जटिल टर्निंग कार्य
अध्याय तेईसवें. आयताकार और समलम्बाकार धागों को काटना
§ 1. गति संचारित करने के लिए धागों के बारे में सामान्य जानकारी
§ 2. आयताकार और समलम्बाकार धागों को काटना
§ 3. मल्टी-स्टार्ट धागों को काटने की विधियाँ
§ 4. मल्टी-स्टार्ट थ्रेड्स का स्टार्ट्स में विभाजन
§ 5. मल्टी-स्टार्ट थ्रेड काटने के लिए उच्च-प्रदर्शन विधियाँ
§ 6. घूमने वाले कटर से धागा काटने के बारे में बुनियादी जानकारी
अध्याय XXIV. जटिल स्थापना के साथ भागों को मोड़ना
§ 1. स्थिर विश्राम में भागों का प्रसंस्करण
§ 2. फेसप्लेट पर भागों का प्रसंस्करण
§ 3. वर्गों पर भागों का प्रसंस्करण
§ 4. मैंड्रेल पर भागों का प्रसंस्करण
§ 5. विलक्षण भागों का प्रसंस्करण
धारा सात. कार्यस्थल का संगठन और टर्नर का कार्य। खराद पर भागों के प्रसंस्करण की तकनीकी प्रक्रिया
अध्याय XXV. कार्यस्थल का संगठन और टर्नर का कार्य
§ 1. टर्नर के कार्यस्थल का संगठन
§ 2. टर्नर के कार्यस्थल का लेआउट
§ 3. कार्यस्थल में व्यवस्था एवं साफ-सफाई
§ 4. कार्यस्थल पर श्रम का संगठन
§ 5. बहु-मशीन कार्य
अध्याय XXVI. तर्कसंगत मोड़ के तरीके
§ 1. नवोन्मेषी टर्नर्स द्वारा उपयोग की जाने वाली तकनीकी तकनीकें
§ 2. मुख्य (मशीन) समय में कमी
§ 3. सहायक समय कम करना
§ 4. टुकड़ा समय कम करने की जटिल विधि
अध्याय XXVII. मशीनों पर भागों के प्रसंस्करण की तकनीकी प्रक्रिया
§ 1. प्रसंस्करण भागों के लिए तकनीकी प्रक्रिया के विकास के बारे में सामान्य जानकारी
§ 2. प्रसंस्करण भागों के लिए तकनीकी प्रक्रिया तैयार करने की प्रक्रिया
§ 3. भागों के समूह प्रसंस्करण की विधि
§ 4. मशीन टूल्स पर भागों के प्रसंस्करण की तकनीकी प्रक्रिया के मानचित्र
§ 5. तकनीकी अनुशासन
अध्याय XXVIII. खराद पर भागों के प्रसंस्करण के लिए तकनीकी प्रक्रियाएं
§ 1. झाड़ियों को मोड़ने की तकनीकी प्रक्रिया
§ 2. डिस्क घुमाने की तकनीकी प्रक्रिया
§ 3. कपों को मोड़ने की तकनीकी प्रक्रिया
अध्याय XXIX. खराद पर भागों के प्रसंस्करण के लिए तकनीकी प्रक्रियाओं को तैयार करने के उदाहरण
§ 1. स्टेप्ड रोलर का प्रसंस्करण
§ 2. प्रेशर नट का प्रसंस्करण
परिशिष्ट I. स्क्रू-कटिंग खराद मॉडल 1K12 के लिए डेटा शीट
परिशिष्ट II. संक्रमण वर्गीकारक
परिशिष्ट III. मशीनिंग ऑपरेशन कार्ड
परिशिष्ट IV. मशीनिंग स्टेप रोलर के लिए तकनीकी मानचित्र
परिशिष्ट V. प्रेशर नट की मशीनिंग के लिए तकनीकी मानचित्र



