Токарний верстат та токарна справа*
Пристрій для вироблення тіл обертання з дерева та інших твердих матеріалів, що називається "токарним верстатом" (un tour, turning lathe, Drehbank), відомий з найдавніших часів; тільки "гончарний круг", що служить для вироблення круглих глиняних судин, давніше за нього. Точені вироби перебувають у багатьох між єгипетськими давнинами, а верстати первісного устрою ще й у час використовуються в різних народів. Верстати ці двох типів: азіати, що звикли сидіти навпочіпки, влаштовують і Т. верстати, що відповідають цьому звичаю, а європейці пристосували їх так, щоб працювати стоячи. На табл. фіг. 1 представлені індуси, що обточують стовпчик: помічник приводить оброблюваний предмет у поперемінний обертальний рух допомогою мотузки, як веретено для добування вогню тертям. Сам верстат складається з двох вбитих у землю кілочків і прив'язаної до них горизонтальної палиці, що служить підручником, а предмет, що обточується, обертається на вістрях двох цвяхів. Подібне ж пристосування використовують і калмики, але для виточування чашок у них існує більш складний верстат (табл. фіг. 2). Між укріпленими в землі кілками обертається дерев'яна подоба справжнього "шпинделя" з шийкою і видатним за нею потовщенням, що служить "патроном" для прикріплення шматка, що обробляється. Щоб обходитися без помічника при обробці невеликих предметів, мотузку натягують на "змичок": тоді майстер однією рукою приводить роботу у обертання, а іншою має тримати інструмент. Такі смичкові верстати поширені у персіян, арабів та ін. У Європі воліли повідомляти обертальний рух ногою: на табл. фіг. 3 зображений такий верстат у тому вигляді, як його і тепер використовують для вироблення дерев'яних речей в Італії, Швейцарії та інших місцях. Замість убитих у землю колів влаштована ціла станина з двома горизонтальними паралельними брусами, між якими пересуваються і закріплюються клинами обидві "бабці" з вістрями для предмета, що обточується. Замість смичка до стелі прикріплюють пружну жердину, а нижній кінець мотузки прив'язують до "підніжки". Переставна дошка, паралельна осі верстата, є опорою для працівника. На таких верстатах роблять навіть дуже чисту та тонку роботу; для шліфування дерева і для деяких інших випадків поперемінний рух навіть доцільніше безперервного. Смичок і поперемінне обертання використовуються і годинникарами в їх маленьких токарних верстатах (див. Годинник), але тепер його майже повсюдно замінюють безперервним обертанням, через посередництво "махового колеса". Хоча є вказівка, що махове колесо (див.) вживалося для руху Т. верстата вже в XVI стол., але в загальне вживання воно почало входити лише з XVIII ст. Махове колесо стали поміщати під верстатом, в рух його приводили за допомогою відомого механізму, що складається з підніжки, що гойдається, "гачка", службовця шатуном, і вигнутого валу (табл. фіг. 4). Сам верстат влаштовувався спочатку на кшталт попереднього, і нескінченну мотузку з кола махового колеса накладали прямо на шматок, що обробляється. Але незабаром стали робити особливий "шпиндель" із двома шийками, що обертаються в особливих "бабках", в отворах, залитих оловом, щоб зменшити тертя та стирання. Вільний кінець шпинделя постачали гвинтовою нарізкою, щоб нагвинчувати на нього різного роду "патрони" для закріплення предмета, що обробляється. Іноді ліву бабку постачали нерухомим вістрям, на циліндричному стрижні якого вільно обертався невеликий шків для шнурка від маховика. У такому випадку предмет, що обробляється, закріплювався "між центрами", як на фіг. 3, а особливий штифт, видатний з боку малого шківа, зачіплював за лівий кінець і повідомляв роботу про обертання. Такий прийом називається обточуванням на "мертвих центрах"; ним користуються і в сучасних верстатах, коли необхідна можливо більша точність роботи. На фіг. 4-й зображено пристрій ще складніший, так звані. "патронний" гвинторізний верстат. Шийки шпинделя зроблені значно довше підшипників, що охоплюють їх, так що він може при обертанні рухатися і вздовж своєї осі. На лівому кінці шпинделя нарізано кілька коротких гвинтів різного ходу, а бабці укріплені дощечки твердого дерева з відповідними гайковими нарізками. Коли ці дощечки опущені у відповідні прорізи бабки, а крайня, не забезпечена нарізками, піднята і вставлена у відповідний кільцевий надріз шпинделя, він не має поздовжнього руху і служить для звичайної точки. Коли ж дошка ця замінена іншою, шпиндель може зробити кілька обертів по гвинтовій лінії, і допомогою нерухомої "гребінки" на предметі, що обробляється, можна виточити відповідного ходу гвинт, зовнішній або внутрішній. На початку XIX ст., коли почали будувати багато парових машин, від Т. верстата стали вимагати точної і швидкої роботи; вищеописані типи довелося замінити більш досконалими та міцними. У цьому плані першими діячами були англійський механік Маудслі (Maudsley, -) і німецький механік Рейхенбах (-). Рейхенбах, займаючись конструкцією астрономічних та геодезичних інструментів, мав справу з невеликими предметами і тому лише удосконалив конструкцію дерев'яного Т. верстата типу фіг. 4, але перший додав до нього "супорт" для ріжучого інструменту, що дозволяє пересувати його гвинтами вздовж осі предмета, що обточується, і по перпендикулярному до неї напрямку. Маудслі став робити Т. верстати чавунні, із супортом; Клеман, винахідник стругальної машини, удосконалив конструкцію шпинделя, став вводити стругані чавунні станини для верстата і надав йому загалом сучасного вигляду, який виробився, однак, лише в шістдесятих роках XIX ст., працями багатьох осіб. Сучасні Т. верстати робляться чавунні: станина w(табл. рис. 5) відливається з одного шматка і згвинчується з ногами s.Станина ретельно стругана на своїй верхній поверхні, що представляє дві плоскі, паралельні лінійки або плоску лінійку спереду і паралельну їй, загострену, ззаду, так що по них можна пересувати паралельно самим собі і закріплювати ліву бабку Dзі шпинделем x, ручний супорт Am, підручник Bnі праву бабку Су. У верстатах, що рухаються ногою працівника, під станиною укріплений вал з кривошипом h, що зазвичай обертається між двох загострених гвинтів, укріплених у ногах S; на цьому валу одягнений ступінчастий маховик l, що передає через посередництво ременя Iрух шківу l 1 , одягненому на шпиндель х.Підніжка tчерез посередництво гачка u, що служить шатуном, приймає коливальний рух ноги токаря і перетворює його відомим чином на кругове. Шпиндель становить головну частину Т. верстата, його роблять із гарної сталі, а шийки гартують і потім ретельно шліфують. На зображеному (ф. 5) верстаті середньої величини шпиндель із двома конусами, що обертаються в сталевих загартованих кільцях, вставлених у чавунну бабку. Обидва конуси мають вершини вліво, але різний кут нахилу; з лівого кінця на шпиндель надягається циліндрична трубка та дотримується гайкою. Коли шпиндель з одним конусом, він робиться товще гвинта, нарізаного на кінці х, так що шпиндель можна вставити зліва, коли в частині kзавзятий гвинт Dдосить відгвинчений. Для роботи гвинт цей треба ретельно підгвинтити, щоб його плоский, загартований і відполірований кінець точно стикався з випуклим і злегка опуклим і теж загартованим кінцем двоконусного шпинделя або акуратно входив у конічне поглиблення на лівому кінці одноконусного (фіг. 5). Для змащення кільця просвердлені зверху. Верхня частина правої бабки просвердлена по геометричній осі обертання шпинделя, так що в ній рухається, не обертаючись, за допомогою гвинта ута гайки з маховичком zциліндр із вставним "центром" у. Підручник для опори ручних інструментів складається з Т-подібної вставки B, яку можна піднімати та повертати біля вертикальної осі, та її підставки i, з горизонтальним прорізом, що дозволяє висувати її вперед і закріплювати поворотом гайки n. Пристрій супорту Акраще видно на наступних кресленнях (табл. рис. 8 і 9), що представляють його вертикальні розрізи вздовж осі обертання шпинделя та перпендикулярно до неї. Фундамент A, що пересувається станиною Т. верстата, представляє міцну раму, відстругану у формі призми , яку охоплює нижня "каретка" У, з рухомим клином v, ретельно встановлюваним гвинтами, щоб вона рухалася гвинтом bта гайкою mбез бокового хитання. На верхній поверхні цієї каретки повертається поздовжня рамка – призма CDбіля шипа зі зміцнюється під призначеним кутом гвинтами Χ . Її охоплює верхня каретка E, що приводиться в рух гвинтом lта гайкою n; на її верхній поверхні зміцнюється різець 1, 2 за допомогою болта YY, гайки його Про, трикутника ggта опорного гвинта Р. Коли доводиться обробляти лише бічну поверхню довгих предметів, їх забезпечують невеликими лійкоподібними заглибленнями на кінцях і встановлюють між "центрами" верстата. Щоб змусити цей предмет обертатися разом зі шпинделем, надягають на лівий кінець "хомутик" (табл. фіг. 13), притискають його гвинтом і висувають скільки потрібно гачок нагвинченого на шпиндель патрона, щоб він захоплював хвіст хомутика. Якщо потрібно обробити також один з кінців, висвердлити в ньому дірку або нарізати гвинт або гайку, то цей предмет загвинчують іншим кінцем у гвинтовий патрон (табл., фіг. 6). Це подібність циліндричних. склянки, з двома рядами навхрест розташованих гвинтів dі d 1; систематично підгвинчуючи ці гвинти, неважко "центрувати" предмет. Такий патрон використовується переважно для виточування предметів з товстого латунного дроту та з циліндричних сталевих та залізних прутів. Для дерева роблять такого ж виду набої без гвинтів, але різного діаметру, з металу або твердого дерева; Оброблений шматок дерева просто забивають заокругленим кінцем у такий патрон. Зручніше, але тримає менш міцно самоцентруючий патрон американський (таблиця, фіг. 7). Він забезпечений трьома плашками 1, 2, 3, що рухаються в радіальних прорізах кришки патрона Eзвинувачені з кільцем Оm ; на самій плоскій поверхні цього патрона нарізана архімедова спіраль, захоплююча зубці на нижній стороні плашок. За властивістю цієї лінії внутрішні ребра плашок, пригнані в одному положенні, залишатимуться на одному і тому ж колі концентричному з віссю обертання і в усіх інших положеннях, в які їх можна привести, обертаючи кришку щодо патрона зі спіраллю. Крім описаних, для різних цілей було влаштовано ще велику кількість різноманітних патронів. Сучасний Т. верстат дуже зручний і для свердління: коли предмет укріплений в патроні, можна просвердлити його вздовж осі обертання: намітивши попередньо центр, тобто виточивши від руки поглиблення в цьому місці, вставляють в нього вістря свердла, обертають шпиндель і натискають на свердло гвинтом правої бабки, затримуючи при цьому обертання самого свердла. Або ж вставляють свердло у відповідний патрон, а на предмет натискають гвинтом правої бабки, надягнувши на праве вістря особливий патрон у вигляді кружка, нормального до осі обертання. Т. верстат служить і для нарізування гвинтів. Для оправ оптичного скла і взагалі для з'єднання частин, що готуються з трубок, виробів з кістки та твердого дерева доводиться нарізати короткі гвинти та гайки різного діаметру та різної довжини ходу. Ліва бабка такого патронного верстата зображена на таблиці, фіг. 10. Шпиндель її з двома циліндричними шийками, на задньому, лівому кінці його залишений циліндричний придаток, на який надягаються циліндричні патрони з різним різьбленням і закріплюються гайкою. Відповідні гайкові нарізки зроблені на бронзовій зіркоподібній частині, що повертається на нижній частині санок, що ковзають вниз і вгору по задній поверхні бабки за допомогою ексцентрика з важелем. Коли треба нарізати гвинт, присувають до патрона відповідну нарізку зірки, коли треба просто точити, зірку опускають, а кінець шпинделя спирають на гвинт в особливій вилці, зображений на фіг. 10 у піднесеному вигляді. На зовнішньому гвинті шпинделя зображений одягнений патрон зі штифтом, що служить для захоплення хомутика, коли точать "на центрах"; збоку, ззаду шківа видно смугу, що служить для користування круговими поділами, нанесеними на передній поверхні. Ці поділки відзначені невеликими дірочками, в які входить вістря, укріплене збоку зазначеної смужки; вони служать для нанесення поділів на коло предмета, що обробляється (звісно, при знятому ремені). Для виготовлення довгих і товстих гвинтів, особливо з прямокутною нарізкою, служать "гвинторізні" Т. верстати з маточним гвинтом, що служать також "самоточкою" для обточування циліндрів, площин і конусів. Такий верстат зображено на таблиці фіг. 11. Він складається з тих же частин, але дещо іншої конструкції, станина його забезпечена вирізом, так звані. "гапом", щоб можна було обточувати колеса більшого радіуса, ніж висота його центрів. Уздовж її передньої сторони йде довгий "матковий гвинт", що зчіплюється зі шпинделем системою змінних зубчастих коліс, запас яких зображений під верстатом (ліворуч лежить "універсальний" патрон з чотирма переставними гвинтами, а праворуч шків для передачі руху шпинделю від приводу). За допомогою гайки, що роз'єднується, гвинт цей може рухати нижню каретку супорта вздовж самої станини, по цій каретці ковзає інша, поперечна, гвинт якої теж може обертатися від шпинделя: в такому випадку гайку його роз'єднують і повідомляють його з равликом, що сидить на осі зубчастого колеса, поперечному гвинту каретки за допомогою іншого, видимого на фігурі. Щоб не стирати даремно гвинт, для установок пересувають каретку через зубчасту смугу, шестерні і рукоятки, видних на фігурі. На поперечній каретці зміцнюється ручний супорт для зручного встановлення різця. Правіше за каретку видно "люнет": нерухома підставка, в яку вкладають дерев'яшки з вирізом для підтримки довгих предметів, щоб вони не гнулися при обточуванні. Ліва бабка "з перебором": коли слід крутити шпиндель швидше, ремінь накидають на шків, а шків скріплюють зі шпинделем. Коли ж необхідно повільне обертання, розчіплюють шків від шпинделя і присувають до шестерні на його лівому кінці зубчасте колесо, укріплене на особливій осі, що обертається в підшипниках, приготовлених на задній стороні бабки. Шестерня на правому кінці цієї осі зчепляється при цьому з колесом на правому кінці шпинделя і повідомляє йому обертання в кілька разів повільніше. Щоб нарізати гвинт цього ходу, треба знати хід гвинта. Припустимо, що він дорівнює 1 см. Якщо гвинт обертатиметься з тією ж швидкістю, як і шпиндель, нарізуватиметься його копія; щоб отримати гвинт у nраз меншого ходу, треба надіти такі колеса, щоб він повернувся на один оберт при nоборотах шпинделя. Неважко вирахувати, зі скількома зубцями треба взяти для цього колеса, але на практиці треба користуватися наявним набором коліс; так як набір цей обмежений, то іноді доводиться задовольнятися наближенням. Зазвичай при верстаті додається таблиця можливих та вживаних комбінацій. Якщо діаметри коліс на шпинделі і на гвинті недостатні для безпосереднього зчеплення, вводять допоміжне колесо, що зчепляється з ними обома і не змінює відношення числа обертів. Ввівши ще друге таке колесо, змінимо напрямок обертання гвинта і замість правого гвинта нарізатимемо лівий, або навпаки. Коли треба просто обточити циліндр самоточкою, вибирають колеса для гвинта з малим ходом. Іноді для спрощення конструкції в таких не гвинторізних самоточках замість маткового гвинта влаштовують зубчасту смугу з шестернею, що отримує рух від шпинделя.
ТОКАРНА СПРАВА.
М'яке дерево вимагає швидкого обертання, близько 10 обертів на секунду для тонких предметів; інструментами служать головним чином напівкругла та плоска стамески ("рера" та "мензель"). Обидві відрізняються від столярних більшою довжиною, відсутністю "гайки" на хвості, що вставляється в рукоятку, і тим, що напівкругла відточується не прямо, як столярна, а кути її сточують більше середини; плоска заточується з обох боків так, що лезо похило до довжини і один кут гострий, а інший тупий. При роботі інструмент спирають на "підручник" і прикладають до поверхні, що обробляється так, щоб нижня фаска леза була майже дотична до неї. Якщо злегка піднімати рукоятку так, щоб між цією фаскою та дотичною утворився кут у кілька градусів, стружки спочатку стають товстішими, а потім інструмент починає шкребти: замість стружок виходять крихти, а поверхня залишається негладкою. Для отримання гладкої поверхні доводиться завжди різати "по шарах" дерева, а не проти них, як і при струганні ножем; після обточування шліфують "шкуркою" (див. наждак) і потім міцно витирають стружками того ж дерева, чому виходить легкий блиск на поверхні. Ріжучий кут м'якого дерева - між 20 і 30 °; для твердих сортів він може бути і 45 °, а інструменти можна навмисно змушувати шкребти, а не різати: робота при цьому йде тихіше, але легше виробляти складні форми та візерунки. Для точки латуні, заліза, а також кістки від руки користуються небагатьма простими інструментами: "штихель" складається із сталевого прута квадратного перерізу, загостреного однією діагональною площиною, внаслідок чого виходять один гострий тригранний кут і два ріжучі леза. Якщо поставити штихель на підручник так, щоб коротка діагональ його фаски була майже вертикальна, і змусити його вістря різати трохи нижче лінії центрів, він діє дуже сильно, особливо на залозі і сталі, але залишає рубчасту поверхню, яку можна згладжувати його лезом. Для латуні зручніший прямий інструмент із заокругленим або загостреним двома фасками кінцем. Ріжучий кут для заліза близько 60 °, а для латуні тупіший, від 70 ° до 80 ° і навіть до 90 ° для остаточного згладжування. Швидкість обертання для латуні може бути лише трохи меншою, ніж для дерева, але для заліза вона повинна бути в 3 або 4 рази менше, інакше інструмент тупиться і робота йде погано. Для важкої роботи по металу, коли ще не було верстатів із супортами, вживали "гачки": ріжучий кінець інструменту відгинався під прямим кутом, довгу ручку можна було спирати на плечі, а "п'яту" на підручник. Таким чином весь опір передавався підручнику, а працівникові ставало легко утримувати та спрямовувати інструмент. Токарний гачок був спеціальним інструментом англійських "мільрайтів" (див.) першої половини XIX ст., тепер він вийшов із вжитку. Форма інструментів для обробки металу за допомогою супорта ретельно вироблена. Насамперед зауважимо, що всякий інструмент у самоточці залишатиме на бічній поверхні предмета, що обточується, гвинтову борозенку, а на площині, нормальної до осі обертання, борозенку у формі архімедової спіралі. Якщо вістря округле або трикутне, то борозенка буде виходити порівняно глибока, але видатні частини кожного обороту зрізуватимуться при утворенні наступного, коли хід гвинтової лінії значно менше ширини стружки, що знімається. Ще відкладніше виходитимуть борозенки, якщо вістря ув'язнено так, що складається з двох майже взаємно перпендикулярних лез, з яких одне майже стосовно утворюваної поверхні, а інше, майже нормальне, йде вперед і робить більшу частину роботи. Такі "бічні різці" необхідні для виточування шийок і виступів з кутами, що входять. Але при такій формі гострий кут перетину обох лез легко притуплюється на сталі та залозі, тому для обточування гладких поверхонь віддають перевагу різцю з одним прямолінійним лезом, нахиленим градусів на 30 до осі обертання, яке змушують різати не кутом, а серединою. Посуваючись лише вздовж радіуса предмета, що обточується, такий різець утворив би лінійчастий гіперболоїд обертання (див.), дотичний до циліндра у своїй шийці, тому при поздовжньому русі такий різець і залишає дуже гладку поверхню. Латунь і чавун точать насухо, але залізо і сталь дають гладку поверхню лише при змочуванні їх олією, сумішшю олії та скипидару або розчином мила з домішкою олії. При зніманні зовнішньої кори виливків, що містить окалину і піщинки, воліють простий різець з округлим кінцем. Для великих Т. верстатів знаходять вигідним не виковувати весь різець зі сталі, а вживати невеликі шматки сталевих прутків, прокатаних за різними відповідними потребами профілям перерізу, загартовані і вставляються в особливі "державки", що у свою чергу загвинчуються в супорт. При цьому не тільки виходить економія в матеріалі, але дотримується точно форма леза, тому що ріжучі брусочки відточують лише на їхній поперечній поверхні. Зазвичай поверхню обробляють ще шліфним напилком під час обертання на верстаті, хоча правильність форми при цьому порушується; якщо ж поверхня не піддаватиметься стирання, то її можна шліфувати наждаком і полірувати звичайними прийомами. Успіх робіт залежить від правильного встановлення інструменту. Бажано змушувати вістря різання працювати в горизонтальній площині, що проходить через вісь обертання, інакше "кут ухилу" DAQ(Фіг. I зверху) буде змінюватися в міру сточування предмета, а якщо обробляється його поверхня, перпендикулярна до осі, то біля центру лезо перестане працювати і пройде або нижче, або вище за нього.
Це положення водночас і найвигідніше для умов роботи: опір тонкої стружки спрямований по дотичній і може бути виражений силою AQ, а реакція вістря - силою АР, Прямо протилежною першою. Ці сили при рівномірному русі взаємно знищуються, не викликаючи складових, які прагнуть насунути предмет, що обробляється, на різець або відсунути його. Якщо різець торкається вище центральної площини (ф. I серед. чорт.), з'явиться рівнодіюча АВ, що прагне віддалити його від предмета, що обробляється; якщо ж він працює нижче, то ця сила буде спрямована у зворотний бік, різець матиме прагнення "заїдати", врізуватись глибше, якщо стружка стане товщою від того, що зустрінеться нерівність, або внаслідок необережного подвигу гвинта супорта. Щоб з'єднати обидві переваги, верхню поверхню різця ABзазвичай роблять похилою (фіг. I нижн. чорт.) і встановлюють його на лінії центрів. При зніманні товстої стружки на її відгинання йде більше роботи, ніж роз'єднання частинок металу, у разі напрям сили Qбуде наближатися до АЕ, лінії, що ділить навпіл ріжучий кут BADяк для клину. Ця обставина змушує неодмінно піднімати вістря різця або робити його поверхню похилою, наскільки це можливо за необхідності надавати куту ухилу. DAQвід 3° до 4°, а ріжучому куту BADвід 51° до 60° для заліза, від 51° до 70° для чавуну та від 66° до 80° для бронзи та латуні. Досвід показав, що найбільша кількість стружок виходить при найменшій витраті роботи двигуна при швидкостях на колі стм в секунду: 5,5 для заліза, 4,0 для чавуну та 6,5 для бронзи. Стружки при цьому мали 0,3 мм товщини та ширину від 10 до 40 мм. Але насправді рушійна сила коштує набагато дешевше за час майстра, тому вигідно прискорити роботу, витрачаючи більше сили і знімаючи товщу стружку при більшій швидкості. Тому практично сильно відступають від цих швидкостей. За Дежонком (Dejonc), ці швидкості:
Брати ще більші швидкості не можна тому, що різець нагрівається, а інструмент і предмет, що обточується, починають тремтіти і поверхня виходить нерівна. Тож прискорення роботи великих Т. верстатів, напр. при обточуванні вагонних коліс, нещодавно були застосовані з успіхом "шарошки" (або "фрезери", див.) замість різця (верстат Рота у Флорисдорфі, поблизу Відня). Це різальні колеса, що обертаються, з багатьма вістрями; робота тому розподіляється на велику поверхню і при витраті достатньої робочої сили йде набагато швидше. Інший засіб для прискорення роботи важких Т. верстатів придумано в Америці: це різці з особливого сорту сталі, що не втрачає своєї твердості та при нагріванні до темно-червоного жару; тому сталь можна обточувати для "обдирки" при швидкості на колі в 10 ст, м'яке лите залізо при 96 ст, сірий чавун при 50 ст, а латунь при 100 ст в 1 секунду. Ймовірно, що це один з сортів так званої натурально-твердої сталі: ці сорти містять зазвичай, крім вуглецю, ще вольфрам, титан, молібден та ін елементи. Будучи нагріті вище за певну для кожного сорту температури, вони стають по охолодженні твердими, навіть якщо це охолодження відбувалося повільно. Якщо ж їх нагріти вдруге до іншої певної, але менш високої температури, то після охолодження вони виявляються значно м'якшими. Нагрівання ж, яке не досягає цієї другої "критичної температури", залишається без значного впливу на твердість. Застосування таких різців вимагає Т. верстатів міцнішої конструкції, оскільки не всі існуючі допустять знімання товстих стружок при великій швидкості без шкідливих тремтінь. Дуже важливу роль у сучасній масовій фабрикації металевих виробів грають так зв. "Револьверні Т. верстати". При виготовленні зброї, швейних машин, велосипедів, дамських годинників, електричного приладдя тощо потрібні десятки тисяч однакових гвинтів та інших дрібних точених частин, які повинні бути настільки близькі до тотожності, щоб замінювати одна одну без будь-якої підгонки. Для виготовлення таких предметів із дроту до 3 стм діам., переважно латунної, шпиндель верстата (таблиця, фіг. 12) роблять просвердленим наскрізь, щоб пропускати довгий дріт і зменшити кількість обрізків (опорний гвинт, зображений на фігурі, вставляється лише тоді, коли обробляють короткі, литі або ковані предмети, що закріплюються в зображеному під верстатом патроні, в який можна вставляти губи у вигляді коробок для заливання м'яким металом предметів неправильної форми). Виставивши з патрона скільки потрібно дроту, пускають шпиндель у рух і присувають до нього перший інструмент револьверного супорта, поки не буде досягнутий особливий гвинт. Тоді відсувають супорт назад, при цьому особливий собачка повертає верхню частину супорта, як барабан револьвера, на шосту частину обороту, так що на місце першого інструмента стає другою і т. д. Для нарізування гвинта або для відрізування готової роботи служить важіль, що обертається в бабці шпинделя. На лівому його кінці укріплена частина гайки: коли вона приведена в дотик з гвинтовим патроном, одягненим на лівий кінець шпинделя, вістря на правому кінці важеля нарізує гвинт, а гвинт, ковзаючи по платформі, обмежує глибину нарізки. Пристрій Т. верстатів надзвичайно різноманітний, часто такий верстат пристосований лише для однієї певної роботи, інші діють абсолютно автоматично. До Т. верстатів треба зарахувати і "копіювальний верстат", що вживається переважно для виготовлення дерев'яних рушничних лож, шевських колодок та інших округлих предметів. Оброблюваний предмет З(табл. фіг. 4 може повертатися біля горизонтальної осі, паралельної осі моделі А, З якою вісь предмета зчеплена зубчастими колесами, так що обертається з рівною швидкістю і в ту саму сторону. Обробна шарошками Уобертається біля осі, паралельної двом першим, але укріпленої на санках, що ковзають перпендикулярно до них. При повільному обертанні моделі та предмета шарошки зрізують його, поки завзятий гвинт, пов'язаний із санчатами, не спиратиметься на поверхню моделі і не затримає подальшого руху. Тоді той самий процес починається в іншому перерізі моделі. Принцип копіювального Т. верстата застосовується у дуже різноманітних видах.
Літературарясна, але книг, що містять застосовні відомості, мало. Основна книга: Holtzapffel, "Turning and mechanical manipulation" (т. IV, ). Перший том вийшов у м., але існує нове видання, що вийшло в дев'яностих роках. Тімі, "Основи машинобудування" (); Найденко, "Керівництво для токарів" (Катеринослав , ; багато придатне для учнів; у пояснення автор не вдається); такого ж характеру, але містить дуже багато цінних відомостей: Е. Dejonc, La Mechanique pratique (П., ); Joshua Rose, "The practical Machinist".
Пробучення токарної справи - це розділ сайту, що містить інформацію не тільки для професійних токарів, але й для учнів токарної справи. Токарна справа є дуже перспективною, тому що справжнього токаря в наш час спробуй знайди.
Професія токарявисоко оплачувана, тому, якщо ви не ледар, і хочете заробляти хороші гроші за свою працю, починайте вивчати основи токарної справи на нашому сайті.
Токарний верстат призначений для обробки різанням тіла обертанням, у тому числі торцевих площин, що обертаються, і гвинтових поверхонь. Крім цього на токарних верстатах можуть виконуватися роботи, не пов'язані з обробкою різанням.
Список всіх можливостей токарного верстатадуже великий та розгляд функцій токарного верстатазайме чимало часу. І вивчити всі функції токарного верстатаза одне заняття практично не реально, але поступово ми з вами знайомитимемося з усіма тонкощами токарної справи. Навчання токарної справими почнемо, використовуючи наступний список уроків з токарної справи.
Уроки токарної справи :
Урок №1. Влаштування токарного верстата
Урок №2. Робота на токарному верстаті або керування токарним верстатом
Зміст:
1. Токарні різці
Токарні різці- це спеціальні різальні інструменти, що використовуються для токарної обробки деталей.
Токарні різці застосовуються, як основний інструмент для токарних, стругальних та інших робіт на верстатах.
Для якісної та точної обробки деталі та досягнення необхідних форм та розмірів виробу використовують токарний різець, за допомогою якого послідовно зрізуються шари матеріалу.
УУ процесі зрізання шару матеріалу різець врізається в нього, знімаючи з його поверхні стружку.
ПроСтрою кромка різця є його основним робочим елементом.
Зпро час роботи різець піддається зносу, про що говорить викрашування ріжучої частини (окроми). Для використання токарного різця надалі потрібне його переточування.
1.1 Влаштування токарного різця
1.2 Подача токарного різця
1.3 Зріз металу токарним різцем
1.4 Поверхня різання
1.5 Конструкція різця
1.6 Кути токарного різця
1.7 Зношування та стійкість різця
1.8 Різці для токарних верстатів
1.9 Матеріали токарних різців
1.10 Конструкції токарних різців
1.11 Виготовлення твердосплавних різців
1.12 Виготовлення різців із пластинками
1.13 Виготовлення швидкорізальних та вуглецевих різців
2. Токарний верстат
Токарний верстат -це верстат для обробки деталей способом різання та точення.
Проосновні роботи, що виконуються на токарних верстатах: точення, розточування та обточування різних типів поверхонь, нарізка різьблення, обробка торців деталі, свердління, зенкерування та нарізування отворів.
Заготівка встановлюється в центрі, і обертається за допомогою шпинделя, далі механізм подачі переміщує різець різальний разом з супортом ходового валу.
Для здійснення додаткових видів операцій на верстаті, таких як шліфування, свердління, фрезерування отворів на верстати встановлюється додаткове обладнання.
Токарно-гвинторізний верстат призначений для здійснення токарної роботи з кольоровими та чорними металами.

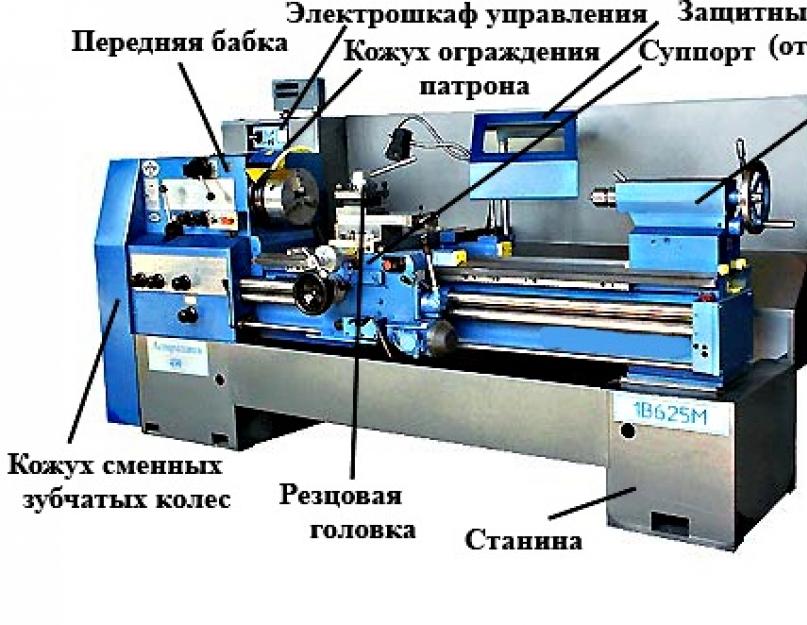
Токарно-гвинторізний верстат складається з:
- ЗТаніна - основна частина верстата, яка є кістяком для монтування всіх механізмів верстата.
- Передняя бабка - ще її називають шпиндельною, через розміщення в ній шпинделя, коробки швидкостей та інших елементів.
- Дообробка подач забезпечує рух від шпинделя до супорту.
- Зуппорт – призначений для закріплення різального інструменту та його подачі.
- Фартух – необхідний перетворення обертання валика в рух супорта.
- Центр – установка підтримки обробки деталі чи інструмента.
2.1 Токарно-гвинторізний верстат моделі 1А62
2.2 Фрикційна муфта токарного верстата моделі IA62
2.3 Влаштування задньої бабки
2.4 Влаштування токарно-гвинторізного верстата
2.5 Догляд за токарним верстатом
2.6 Регулювання токарного верстата
2.7 Безпека роботи на токарному верстаті
2.8 Пристосування для закріплення деталей, що обробляються в центрах
2.9 Точність токарного верстата
Здесь ви дізнаєтесь як визначити та налаштувати точність токарного верстата, освоїте такі поняття як жорсткість при токарній обробці, обробка на оправках, роботи з оправкою.
Правила роботиз шпиндельними оправками. У розділі токарну справу розглянуто токарно-гвинторізні верстати, такі як токарно-гвинторізний верстат 1А62. Докладніше розказано про токарних різцях, їх видах, матеріали токарних різцівїхня конструкція. Зношування і стійкість різця теж мають немалий вплив на токарну обробку.
Якщо раніше професія токаря була популярною, то зараз молодь найчастіше віддає перевагу офісній роботі, при цьому кількість "офісного планктону" вже просто зашкалює. Токар - це по-справжньому популярна професія на сьогоднішній день. Галузі машинобудування, оборонної промисловості, авіа- та кораблебудування з кожним днем розширюють свої горизонти, тому робочі руки професіонала завжди будуть потрібні. Аналізуючи середню зарплатню токаря, можна сказати, що це робота оплачується гідно. За місяць роботодавці готові виділити від 30 до 60 тисяч карбованців. Звичайно, розмір зарплати залежить від умінь та розряду робітника.
Розряди токарів – це свого роду рівень кваліфікації працівника, який відбивається на зарплаті. Чим більший досвід працівника, що більше знань і умінь він освоїв, то вищий розряд, але все по порядку.
Що входить у роботу?
Основне завдання - це обробляти деталі та вироби у процесі обертання. За рахунок різання професіонал зможе опрацювати різні матеріали. На токарному обладнанні працівник повинен вміти не тільки просвердлювати деталі, а й проводити калібрування або зенковку. Виконувати поставлені завдання допомагають різні креслення майбутніх деталей, які він має вміти правильно читати. У процесі виконання робіт токар повинен дотримуватись усіх вимог безпеки, оскільки деталі після точення можуть нагріватися до семисот градусів Цельсія.
Чому важливо піднімати розряд?
Розряди токарів - це пряме відображення їх знань та вмінь. На сьогоднішній день професійні токарі, які мають розряд вище за третій, дуже цінуються різними галузями промисловості. Але зарплати, наприклад, 3-го розряду в машинобудівній та оборонній сферах суттєво відрізнятимуться за розміром. Оборонна промисловість вважається однією з найоплачуваніших, але як можна підвищити розряд?

Професія "токар" - це технічна робота, яка ґрунтується на вивченні властивостей металів, їх обробці різанням та читанні креслень. Перший розряд токар отримує у навчальному закладі, але цьому етапі він освоює лише теорію. Щоб отримати другий розряд, йому необхідно пройти додаткове тримісячне навчання та практику роботи на верстаті. Через один рік токар другого розряду має право підвищувати його до третього, при цьому він повинен уміти виробляти деталі з більшою складністю. Піднімати розряд до четвертого можна за рік. Якщо всі іспити складено, то тільки через два роки навчання можна приступати до отримання 5 розряду. Деталі цьому етапі відповідають високої складності. За бажання підвищити розряд до шостого, знадобиться ще три роки.

Проводити це навчання можна на курсах підвищення кваліфікації, які може забезпечувати роботодавець. Чим вищі розряди токарів, тим вища їхня заробітна плата. Мінімум, який необхідно освоїти, – це середня спеціальна освіта. Токар - це не проста професія, це робота, яка потребує гарного окоміру, відмінної дрібної моторики рук, хороших математичних знань.
Особистісні якості
Насамперед, варто розуміти, що токар - це дуже витривала людина, тому що їй доводиться довгий час перебувати на ногах. Навіть за високих температур у цеху йому не можна знімати захисний одяг. Крім того, освоїти навички токаря зможе далеко не кожна людина. Професійний токар повинен мати такі якості:
- відповідальністю;
- терпінням;
- організованістю;
- технічним мисленням;
- стійкою увагою до деталей;
- високою концентрацією;
- гарною уявою.
Якщо людина має такі якості, то освоїти ази токарні їй буде дуже просто. Також справжній професіонал даної професії повинен мати гарну пам'ять, гострий зір і точний окомір.
Місце роботи токаря
Головним завданням токаря під час роботи є відповідність усім вимогам техніки безпеки. Роботи, що виконуються на токарних верстатах, мають високу травмонебезпечність, тому охорона праці для цієї професії – досить важливий нюанс.

Робоче місце токаря є безпосередньо верстат, а також допоміжне підйомно-транспортне обладнання, наприклад різні візки або електричні талі. Для комфортної роботи необхідно мати:
- різні стелажі для організації робочого місця;
- відповідні інструменти;
- технологічні пристрої для виготовлення деталей;
- приймальний столик;
- інструментальна шафа;
- різні прилади вузької спеціалізації тощо.
Які категорії токарів бувають?
Багато хто думає, що токар - це універсальна професія, але це далеко не так. Є робітники, які мають і вузьку спеціалізацію. Безумовно, найвищу заробітну плату отримують ті, хто вважається універсальним працівником, що вміє виробляти деталі з різною обробкою та з різних матеріалів. Найчастіше це справжній професіонал, який широко освоїв професію "токар". Навчання такі фахівці проходять у різних сферах.

Зараз існує одна класифікація, за якою можна визначити вузькоспрямованість працівника, а саме:
- токар-розточник (займається на розточувальних верстатах);
- токар-фрезерувальник (обробка плоских та складних поверхонь, круглих та різьбових отворів);
- токар-карусельщик (обробляє деталі у процесі обертання під різними кутами);
- універсал (виготовляє поодинокі складні в обробці деталі).
Токар-універсал - це одна з найбільш високооплачуваних категорій, тому що цей фахівець повинен вміти не тільки виробляти деталі за кресленнями, а й ремонтувати верстати.
Робимо висновки
Професія "токар" ґрунтується на металообробці, тому фахівець даної сфери повинен знати різні фізичні та хімічні особливості матеріалів. Крім того, це універсальний спеціаліст, який завжди зможе знайти роботу на монтажних підприємствах, будівництві, ремонтних заводах, автомобілебудуванні, оборонній сфері.
Токарна справа виникла на зорі промислової революції і з того часу пройшла довгий шлях еволюції. Зараз професія токаря встигла втратити привабливість для молодих людей. Але з іншого боку з появою великої кількості верстатів з програмним управлінням, токарна справа набуває нового звучання і переходить у розряд інженерного мистецтва. Деталі токарної обробки застосовуються в машинобудуванні, електроенергетиці, будівництві та інших галузях промисловості та техніки.
Основні засади токарної обробки
Для початківців токарна справа здається темним лісом, сповненим незрозумілих термінів. Хоча насправді суть процесу токарної точності досить проста. Головний інструмент токаря - це верстат в якому затиснута деталь обертається на високій швидкості, а ріжучий елемент виробляє обробні процеси по дереву, металу або пластику.
Оброблятися можуть різні матеріали. Найбільш затребуваним матеріалом у справі безумовно є сталь.
Але історично все починалося з обробки дерева, 12 ще діючих токарних верстатів Петра Першого досі збереглися в колекції Ермітажу. Російський цар захоплювався ремеслами, але токарна обробка дерев'яних та металевих деталей була його улюбленим заняттям.
Сучасні верстати, звичайно, набагато складніші за перші дерев'яні зразки. Але базовий принцип зберігається, незважаючи на появу електричного двигуна замість ручного приводу та багаторазове збільшення у розмірах.
Токарний верстат складається з кількох базових елементів:
- станина, на яку кріпляться решта елементів;
- передня бабка з двигуном та шпинделем для фіксації деталі;
- супорт, що рухається по напрямних у станині, з розташованим на ньому різцем;
- задня бабка із фіксатором габаритних деталей.
Деталь затискається, привод повідомляє їй обертання і, регулюючи положення різального або фрезерувального інструменту, проводиться обробка матеріалу.

Стандартні токарні операції, що застосовуються і в металообробці, і в обробці дерева:
- точення сфер, конусних та циліндричних заготовок;
- торцювання;
- нарізка канавок, усередині та зовні деталей;
- відрізання;
- центрування;
- свердлівка;
- нарізка різьблення, зовні та зсередини;
- Зенкерування.
Кожна операція вимагає спеціальний інструмент, який підбирають відповідно до матеріалу, необхідної точністю обробки та конструктивних особливостей верстата.
Види обладнання для токарної обробки
У радянські часи існувала розгалужена мережа професійних училищ, у яких молоді люди після школи могли освоїти професію токаря безкоштовно. Навчальна програма включала теоретичну частину практичну роботу на навчальному верстаті у стінах училища та виробничу практику. Одним із найважливіших елементів теоретичної підготовки поряд з вивченням властивостей металу було навчання володінню інструментом. Без розуміння того навіщо потрібен кожен вид різця, як він встановлюється в верстаті і під яким кутом відбувається обробка, професійний токар ніяк обійтися не зможе. Зараз каталоги токарних різців та фрез - це багатотомні довідники та посібники для токаря величезного формату. Різноманітність оснастки, розробленої для будь-яких тонкощів операцій металообробки порівняно з класифікацією видів у біології. Основні інструменти, без яких точно не обійдеться жодне виробництво і можна проводити більшість операцій – це різці:
- прохідні, служать для обточування;
- розточувальні, дозволяють точити глухі отвори;
- відрізні, для нарізки;
- різьбові потрібні нарізання різьблення на заготовках;
- фасонні;
- прорізні;
- жолобні.

Навчання роботі на токарному верстаті включає підготовку до роботи з усіма видами цих різців. І для кожного інструмента потрібна точна специфікація фіксації інструменту. Кута заточування, кута під яким різець підходить до деталі, швидкості подачі. При цьому всі параметри змінюватимуться зі зміною матеріалу. Навіть у сталі залежно від наявності різних присадок процес обробки налаштовується окремо.
Верстати, які можна зараз зустріти у виробників дуже сильно різняться за низкою параметрів:
- за габаритами: від настільних верстатів у домашню майстерню, до промислових машин до десятків тонн для обробки деталей гідроелектростанцій;
- за способом керування: ручні, з ЧПУ, повністю автоматичні комплекси;
- з оброблюваних матеріалів: для дерева, металу, твердих пластиков.
Перші досліди початківця токаря починаються з вивчення токарного верстата, загальних принципів роботи та найпростіших операцій з нарізування деталей. Далі зі зростанням навичок, роботи зі верстатом та теоретичної підготовки можна переходити до нових робіт, наприклад, з нарізки різьблення або проточки.

Але прогрес в уміннях справа далеко не швидка, доведеться звикнути до думки про довге ретельне навчання. У професійних училищах термін підготовки займає 3 роки плюс виробнича практика, яка по-іншому подає теоретичні знання.
Розряди токарів
Зі зростанням професійної підготовки токар може підтверджувати свої вміння складати екзамени для переходу в наступний розряд, чим вищий розряд, тим більших теоретичних знань необхідно фахівцеві і, тим більше, тонке володіння інструментів він повинен демонструвати.
- токар 2-го розряду має навички роботи на універсальних верстатах, з деталями 12-14 квалітету;
- токар 3-го розряду підтвердив навички з налагодження універсальних верстатів, роботи з плазмотроном, заточування різців, готовий обробляти деталі 7-10 квалітетів;
- токар 4-го розряду виконує плазмово-механічну обробку, керує санками з трьома і більше супортами, нарізує двозахідні різьблення;
- токар 5-го розряду обробляє складні деталі до 6-7 квалитету точності, обробляти високолеговані сталі та накочувати багатозахідні різьблення;
- токар 6 розряду вищий ступінь професійної майстерності, фахівець працює з 5 квалітетом і може виконувати налаштування тонкого інструменту, з кількома поверхнями, що сполучені.

Складання іспитів для переходу від розряду до розряду поділено періодом не менше року.
Останній шостий розряд свідчить про дуже високу підготовку в теоретичній частині, практичні навички обробки деталей та налаштування верстатів. Заробітна плата такого фахівця може перевищувати оплату професійного інженера.
І іноді від фахівця з унікальними токарними навичками може залежати виробничий процес на підприємстві. Складання іспитів за спеціальністю токарну справу відкрито в багатьох професійних навчальних центрах, зазвичай для іспиту потрібно додатково пройти навчальний курс і оплатити перепідготовку і сам іспит.
Як стати професіоналом у металообробці
Навчання токарній справі, як, наприклад, у професії лікаря, триває ціле життя, крім суттєвого обсягу теоретичної інформації, книг і практичних навичок, які належить освоїти, є постійно оновлюваний парк техніки, що вимагає вивчення, токарні верстати розвиваються. Також збільшується номенклатура оброблюваних матеріалів, з'являються нові композитні та полімерні матеріали з невивченими властивостями.
Передмова до шостого виданняЗавантажити навчальний посібник з токарної справи
Вступ
Розділ перший. Короткі відомості про токарну справу
Глава I. Основні поняття про влаштування токарно-гвинторізного верстата
§ 1. Призначення токарних верстатів
§ 2. Типи токарних верстатів
§ 3. Основні вузли токарно-гвинторізного верстата
§ 4. Станіна
§ 5. Передня бабка
§ 6. Механізми подачі
§ 7. Супорт
§ 8. Фартух
§ 9. Задня бабка
§ 10. Правила догляду за токарним верстатом
Розділ II. Основи процесу різання металів
§ 1. Елементи різання під час обробки на токарних верстатах
§ 2. Процес утворення стружки
§ 3. Мастило-охолоджувальні рідини
§ 4. Матеріали, що застосовуються для виготовлення різців та інших різальних інструментів
§ 5. Токарні різці
§ 6. Заточення різців
Розділ III. Короткі відомості про техніку безпеки
§ 1. Значення техніки безпеки
§ 2. Техніка безпеки у механічних цехах
§ 3. Правила пожежної безпеки
Розділ IV. Обточування зовнішніх циліндричних поверхонь
§ 1. Різці для поздовжнього обточування
§ 2. Встановлення та закріплення різця
§ 3. Встановлення та закріплення деталей у центрах
§ 4. Встановлення та закріплення деталей у патронах
§ 5. Нагвинчування та звинчування кулачкових патронів
§ 6. Прийоми обточування гладких циліндричних поверхонь
§ 7. Прийоми обточування циліндричних поверхонь із уступами
§ 8. Елементи режиму різання під час обточування
§ 9. Догляд за різцем
§ 10. Вимірювання деталей при обточуванні циліндричних поверхонь
§ 11. Шлюб при обточуванні циліндричних поверхонь та заходи його попередження
§ 12. Техніка безпеки при обточуванні циліндричних поверхонь
Глава V. Обробка торцевих поверхонь та уступів
§ 1. Різці, що застосовуються при обробці торцевих поверхонь і уступів, та їх встановлення
§ 2. Прийоми підрізання торцевих поверхонь та уступів
§ 3. Прийоми вимірювання торцевих поверхонь та уступів
§ 4. Техніка безпеки при підрізанні торцевих поверхонь та уступів
§ 5. Шлюб при підрізанні торцевих поверхонь та уступів та заходи його попередження
Розділ VI. Виточування зовнішніх канавок та відрізання
§ 1. Різці для виточування канавок та відрізання, їх встановлення
§ 2. Прийоми виточування канавок та відрізання
§ 3. Вимірювання канавок
§ 4. Шлюб при виточуванні канавок та відрізанні та заходи його попередження
Розділ VII. Свердління та розсвердлювання циліндричних отворів
§ 1. Свердла
§ 2. Заточування спіральних свердлів
§ 3. Закріплення свердл
§ 4. Прийоми свердління
§ 5 Елементи режиму різання під час свердління
§ 6. Розсвердлювання
§ 7. Особливості конструкцій деяких типів свердел
§ 8. Заміна ручної подачі механічної
§ 9. Шлюб при свердлінні та заходи його попередження
Розділ VIII. Центрування
§ 1. Призначення та форми центрових отворів
§ 2. Розмітка центрових отворів
§ 3. Прийоми центрування
§ 4. Шлюб при центруванні та заходи його попередження
Розділ IX. Зенкерування, розгортання та розточування циліндричних отворів. Виточування внутрішніх канавок
§ 1. Зенкерування циліндричних отворів
§ 2. Розгортання циліндричних отворів
§ 3. Розточування циліндричних отворів
§ 4. Прийоми розточування наскрізних та глухих циліндричних отворів
§ 5. Шлюб при обробці циліндричних отворів та заходи його попередження
§ 6. Прийоми підрізування внутрішніх торцевих поверхонь та виточування внутрішніх канавок
§ 7. Вимірювання циліндричних отворів, внутрішніх канавок та виточок
Глава X. Токарна обробка нескладних деталей
§ 1. Токарна обробка штиря
§ 2. Токарна обробка гладких та ступінчастих валів
Розділ XI. Основні принципи побудови технологічних процесів обробки деталей на токарних верстатах
§ 1. Поняття про технологічний та виробничий процес
§ 2. Елементи технологічного процесу
§ 3. Типи виробництв у машинобудуванні
§ 4. Принципи розробки технологічного процесу механічної обробки
§ 5. Поняття про настановні бази та їх вибір
Розділ другий. Обробка конічних поверхонь. Обточування фасонних поверхонь. Оздоблення поверхонь. Нарізування трикутного різьблення
Розділ XII. Обробка конічних поверхонь
§ 1. Поняття про конус та його елементи
§ 2. Способи отримання конічних поверхонь
§ 3. Обточування конічних поверхонь поперечним зміщенням корпусу задньої бабки
§ 4. Обточування конічних поверхонь поворотом верхньої частини супорта
§ 5. Обробка конічних поверхонь із застосуванням конусної лінійки
§ 6. Обробка конічних поверхонь широким різцем
§ 7. Розточування та розгортання конічних отворів
§ 8. Вимірювання конічних поверхонь
§ 9. Шлюб при обробці конічних поверхонь та заходи його запобігання
Розділ XIII. Обточування фасонних поверхонь
§ 1. Фасонні різці, їх встановлення та робота ними
§ 2. Обточування фасонних поверхонь прохідними різцями
§ 3. Обробка фасонних поверхонь по копіру
§ 4. Шлюб при обточуванні фасонних поверхонь та заходи його попередження
Розділ XIV. Оздоблення поверхонь
§ 1. Шорсткість обробленої поверхні
§ 2. Точне точення
§ 3. Доведення або притирання
§ 4. Обкатування поверхні роликом
§ 5. Накочування
Розділ XV. Нарізання різьблення
§ 1. Загальні відомості про різьблення
§ 2. Типи різьблення та їх призначення
§ 3. Вимірювання та контроль різьблення
§ 4. Нарізання трикутного різьблення плашками
§ 5. Нарізання трикутного різьблення мітчиками
§ 6. Нарізання різьблення різцями
§ 7. Різьбові гребінки
§ 8. Налаштування токарно-гвинторізного верстата для нарізування різьблення
§ 9. Приклади підрахунку змінних зубчастих коліс
§ 10. Прийоми нарізування різьблення різцями
§ 11. Високопродуктивні методи нарізування різьблення
§ 12. Шлюб при нарізанні різьблення різцями та заходи його попередження
Розділ третій. Токарні верстати. Механізація та автоматизація процесів обробки деталей на токарних верстатах
Розділ XVI. Влаштування токарних верстатів
§ 1. Короткий історичний огляд розвитку токарного верстата
§ 2. Основні типи верстатів токарної групи
§ 3. Умовне позначення токарних верстатів
§ 4. Основні характеристики токарно-гвинторізних верстатів вітчизняного виробництва
§ 5. Приводи токарних верстатів
§ 6. Кінематична схема верстата
§ 7. Механізми коробок швидкостей та подач
§ 8. Супорт токарно-гвинторізного верстата
§ 9. Фартух
§ 10. Токарно-гвинторізний верстат моделі 1К62
§ 11. Верстати токарної групи
Розділ XVII. Перевірка токарно-гвинторізного верстата на точність
§ 1. Інструмент для перевірки верстатів на точність
§ 2. Основні методи перевірки токарного верстату
Розділ XVIII. Механізація та автоматизація процесів обробки деталей на токарних верстатах
§ 1. Пристрої, що механізують процес обробки на токарних верстатах
§ 2. Пристрої, що автоматизують процес обробки на токарних верстатах
§ 3. Верстати з програмним управлінням
§ 4. Автоматичні лінії
Розділ четвертий. Основи вчення про різання металів
Розділ XIX. Загальні відомості про різання
§ 1. Короткий історичний огляд
§ 2. Матеріали, що застосовуються для виготовлення різальних інструментів
§ 3. Кути різця
§ 4. Встановлення різця
Розділ XX. Основні процеси різання
§ 1. Процес утворення стружки
§ 2. Основні відомості про сили, що діють на різець
§ 3. Теплота різання
§ 4. Стійкість різця
§ 5. Охолодження інструменту
§ 6. Вплив різних факторів на вибір швидкості різання
Розділ п'ятий. Високопродуктивне різання металів. Вибір найвигідніших режимів різання
Розділ XXI. Високопродуктивне різання металів
§ 1. Сутність швидкісного різання металів
§ 2. Геометрія різців для швидкісного різання
§ 3. Сучасні конструкції високопродуктивних різців
§ 4. Вимоги до верстатів для швидкісного точення
§ 5. Пристосування, які застосовуються при швидкісному різанні
§ 6. Пристосування для відведення стружки
§ 7. Несправності при швидкісному точенні
§ 8. Основні правила роботи різцями, оснащеними пластинками із твердих сплавів
Розділ XXII. Вибір найвигідніших режимів різання
§ 1. Поняття про продуктивність праці
§ 2. Поняття про потужність при точенні
§ 3. Крутний момент
§ 4. Паспорт токарного верстата
§ 5. Вибір найвигідніших режимів різання
Розділ шостий. Складні токарні роботи
Розділ XXIII. Нарізання прямокутної та трапецеїдальної різьблення
§ 1. Загальні відомості про різьблення для передачі руху
§ 2. Нарізання прямокутної та трапецеїдальної різьблення
§ 3. Способи нарізування багатозахідних різьблень
§ 4. Розподіл багатозахідних різьблень на заходи
§ 5. Високопродуктивні методи нарізування багатозахідних різьблень
§ 6. Основні відомості про нарізання різьби різцями, що обертаються
Розділ XXIV. Токарна обробка деталей зі складною установкою
§ 1. Обробка деталей у люнетах
§ 2. Обробка деталей на планшайбі
§ 3. Обробка деталей на косинцях
§ 4. Обробка деталей на оправках
§ 5. Обробка ексцентрикових деталей
Розділ сьомий. Організація робочого місця та праці токаря. Технологічний процес обробки деталей на токарних верстатах
Розділ XXV. Організація робочого місця та праці токаря
§ 1. Організація робочого місця токаря
§ 2. Планування робочого місця токаря
§ 3. Порядок та чистота на робочому місці
§ 4. Організація праці на робочому місці
§ 5. Багатоверстатна робота
Розділ XXVI. Раціональні методи токарної обробки
§ 1. Технологічні прийоми, які застосовують токарі-новатори
§ 2. Скорочення основного (машинного) часу
§ 3. Скорочення допоміжного часу
§ 4. Комплексний метод скорочення штучного часу
Розділ XXVII. Технологічний процес обробки деталей на верстатах
§ 1. Загальні відомості щодо розробки технологічного процесу обробки деталей
§ 2. Порядок складання технологічного процесу обробки деталей
§ 3. Метод групової обробки деталей
§ 4. Карти технологічного процесу обробки деталей на верстатах
§ 5. Технологічна дисципліна
Розділ XXVIII. Технологічні процеси обробки деталей на токарних верстатах
§ 1. Технологічний процес токарної обробки втулок
§ 2. Технологічний процес токарної обробки дисків
§ 3. Технологічний процес токарної обробки склянок
Розділ XXIX. Приклади складання технологічних процесів обробки деталей на токарних верстатах
§ 1. Обробка ступінчастого валика
§ 2. Обробка натискної гайки
Додаток I. Паспорт токарно-гвинторізного верстата моделі 1К12
Додаток ІІ. Класифікатор переходів
Додаток ІІІ. Операційна карта механічної обробки
Додаток IV. Технологічна карта механічної обробки ступінчастого валика
Додаток V. Технологічна карта механічної обробки натискної гайки



