اللحام هو ربط جزأين معدنيين أو أكثر بسبيكة من معدن آخر ، تسمى اللحام.
يتم تطبيق الأجزاء المراد لحامها على بعضها البعض ، ويتم سكب اللحام المصهور السائل في الفجوة بينهما. عندما يبرد اللحام ، فإنه يتصلب ويربط الأجزاء المراد لحامها بقوة.
الجنود عبارة عن سبائك تستخدم في اللحام. اعتمادًا على تكوين السبيكة ، يكون الجنود صلبًا - من سبائك النحاس والزنك (النحاس والزنك) أو الفضة والنحاس والزنك (الفضة) واللين - من سبائك القصدير والرصاص والأنتيمون (الرصاص القصدير).
يحتوي لحام النحاس والزنك على 36 إلى 56٪ من النحاس. نقطة انصهارها هي 700-900 درجة ، لذلك لا يذوب اللحام بحديد اللحام ، بل يذوب فقط في الصياغة ، موقد اللحام ، موقد البنزين ، إلخ.
جنود الرصاص القصدير (GOST 1499-54) ، على عكس جنود النحاس والزنك ، يذوبون بسهولة ويمكن تطبيقهم على المعدن باستخدام مكواة لحام.
للحصول على أكثر اتصال دائم للمعدن الذي يتم لحامه باللحام ، من الضروري أن يكون اللحام السائل على اتصال وثيق بسطح المعدن ليتم لحامه وتوصيله جيدًا. للقيام بذلك ، يتم تنظيف السطح الملحوم للجزء قبل اللحام باستخدام ملف أو قطعة قماش صنفرة ، وما إلى ذلك حتى يتم الحصول على لمعان معدني. يزيل هذا التنظيف الميكانيكي الأوساخ والشحوم والطلاء والرواسب الأخرى من الأسطح المراد لحامها. تحت تأثير الأكسجين الجوي ، يتم تغطية السطح النظيف بسرعة كبيرة بفيلم أكسيد ، غير مرئي للعين ، والذي سيتداخل مع اتصال اللحام المحكم بسطح الجزء ، ولن يحدث لحام قوي.
لحماية المعدن من الأكسدة ، يتم طلاء السطح المراد لحامه أو تعليبه مسبقًا بمواد كيميائية تسمى التدفقات. وتشمل: البورق ، والأمونيا ، وكلوريد الزنك ، وحمض الهيدروكلوريك.
البورق أبيض اللون ويذوب بسهولة في الماء. في الهواء ، تتحلل بلورات البوراكس الشفافة إلى مسحوق أبيض.
عندما يذوب البوراكس ، يذوب أكسيد المعدن ، مما ينتج عنه أسطح معدنية نظيفة يسهل لحامها.
في معظم الحالات ، في الممارسة العملية ، يتم استخدام البوراكس في شكل مسحوق ، ولكن يمكن استخدامه أيضًا في صورة مذابة.
يتم تطبيق البوراكس على شكل مسحوق على أماكن اللحام أو تخفيفه بالماء مباشرة قبل الاستخدام ويغطي الملاط السائل الناتج الأماكن المراد لحامها.
لحماية البورق من الرطوبة ، يجب تخزينه في صناديق مغلقة.
كلوريد الأمونيوم له شكل بلورات شفافة أو مسحوق أبيض ، قابل للذوبان في الماء بسهولة ، ويستخدم لتحضير سائل اللحام. عند تسخينه ، فإنه يربط الأكسجين بسطح المعدن المؤكسد ، مكونًا مركبات كيميائية معه ، مما ينتج عنه سطح معدني نظيف.
عند اللحام ، يتم استخدام الأمونيا في تعليب وتنظيف مكاوي اللحام.
يعمل كلوريد الزنك (حمض الهيدروكلوريك المحفور) أيضًا كسائل لحام ويتم تطبيقه على سطح الأجزاء المراد لحامها.
لتحضير كلوريد الزنك ، توضع قطع من الزنك المعدني في حمض الهيدروكلوريك الذي يذوب فيه (يتحد كلوريد الحمض مع الزنك). في هذه الحالة ، يغلي الحمض بقوة ويتم إطلاق فقاعات الهيدروجين منه ، والتي يتم استبدالها في الحمض بالزنك. يجب ترشيح كلوريد الزنك الناتج.
حمض الهيدروكلوريك (تقني) له صبغة صفراء ، ورائحة قوية ، ويدخن في درجة حرارة الغرفة (14-16 درجة) ، ويطلق غازات سامة ضارة.
يستخدم حمض الهيدروكلوريك في لحام الفولاذ المجلفن ولإعداد التدفق - كلوريد الزنك.
يجب التعامل مع الحمض بحذر لتجنب الحروق. يجب تخفيفه بالماء عن طريق إضافة حمض إلى الماء وليس العكس.
عند لحام الفولاذ الناعم أو الصفيح أو النحاس الأصفر ، يتم استخدام كلوريد الزنك كتدفق.
عند لحام الأجزاء المجلفنة والصفائح الفولاذية المجلفنة ، يكون التدفق هو حمض الهيدروكلوريك النقي.
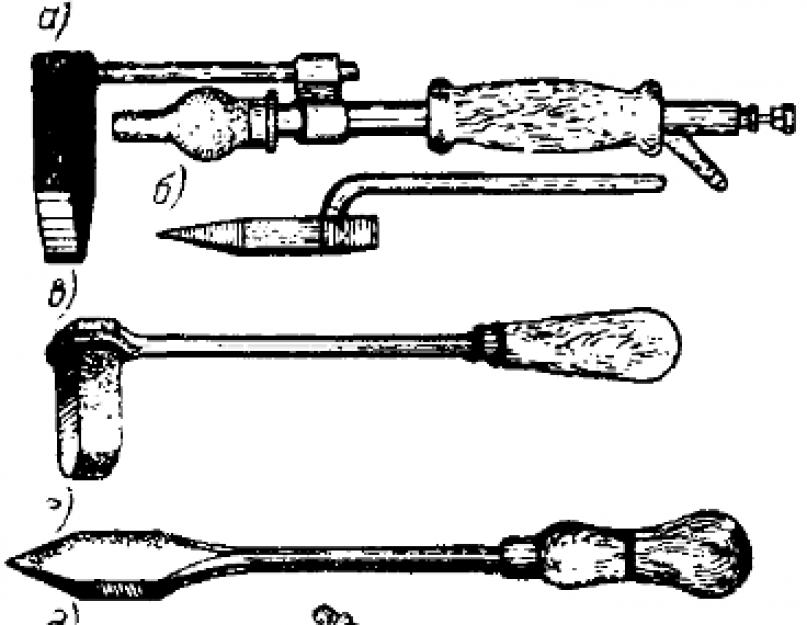
يتم اللحام بمكواة لحام مصنوعة من النحاس الأحمر (الشكل 115). تسخن مكواة اللحام هذه بشكل جيد وتطلق الحرارة بسرعة على الأسطح المراد لحامها.

أرز. 115- أنواع مكاوي اللحام:
أ - الغاز ب ، ج و د - للبوق ؛ د - البنزين. ه - كهربائي ز - الشكل الصحيح لجزء العمل من مكواة اللحام
بالإضافة إلى مكاوي اللحام التقليدية التي يتم تسخينها في الفرن أو على الموقد ، يتم استخدام مكاوي كهربائية وغيرها من مكاوي اللحام.
يجب أن تكون نهاية مكواة اللحام ، وهي جزء العمل الخاص بها ، مملوءة جيدًا ونظيفة دائمًا. املأ مكواة اللحام على النحو التالي. يتم تسخينه إلى لون قرمزي ويتم قطع نهايته بملف. ثم يتم غمس نهاية مكواة اللحام في كلوريد الزنك ، ويتم جمع قطرة من السوسن المنصهر عليها وفركها على قطعة من الأمونيا حتى يتم تغطية نهاية مكواة اللحام بطبقة متساوية من اللحام (مشععة).
عند اللحام بالجنود الناعمين ، يتم توصيل أطراف الأجزاء المراد لحامها ، ويتم تلطيخ مكان اللحام بكلوريد الزنك ، ثم يتم إجراء اللحام ببطء باستخدام مكواة لحام ساخنة ، وفي نهايتها يوجد قطرة اللحام المنصهر. يلتصق اللحام بالمنتج ، ويبرد بسرعة ، ويقوى ويحمل الأجزاء المراد لحامها معًا. إذا لم يتباعد اللحام على طول خط اللحام للمنتجات الملحومة ، فمن الضروري تغطية التماس بالتمويه مرة أخرى.
من أجل تجنب الحروق ، يجب أن يكون الكائن المراد لحامه ثابتًا وموقعه بإحكام بحيث لا تسقط قطرة اللحام التي تتدحرج عن طريق الخطأ على يدي أو أقدام العامل.
يتم إجراء اللحام باستخدام الجنود الصلبين على النحو التالي. أولاً ، يتم تنظيف الأجزاء المراد لحامها للحصول على لمعان معدني.
بعد ذلك ، بعد طلاء الأجزاء الموجودة في أماكن اللحام بالتدفق (البني) ، يتم ربطها ببعضها البعض بسلك ناعم في الموضع الذي يجب أن تبقى فيه بعد اللحام. يتم وضع قطع اللحام في طبقات تحت السلك. بعد ذلك ، يتم تسخين الأجزاء في موقد حدادة أو موقد اللحام حتى يذوب اللحام ويملأ اللحامات ليتم لحامها.
أثناء التسخين ، يتم رش نقاط اللحام بالبوراكس ، مما يسرع من ذوبان اللحام ويوفر اتصالاً أفضل بمعدن الجزء. بعد صهر وتعبئة اللحامات باللحام ، تتم إزالة الجزء بعناية من الفرن ويُترك ليبرد ببطء ، مما يضمن جودة لحام جيدة.
التعليب هو طلاء السطح المعدني بطبقة من القصدير. لتعليب منتجات الصلب الصغيرة ، يجب تنظيف السطح المعدني من الحجم. للقيام بذلك ، يتم تنظيف الجزء باستخدام مبرد أو قطعة قماش صنفرة حتى لمعان معدني. يتم غمر الأجزاء الكبيرة المصنوعة من ألواح الصلب الرقيقة أو الصفائح المعدنية في خزانات خشبية بحمض الكبريتيك ، مما يؤدي إلى إذابة الميزان. بعد التنظيف من الحجم ، يُغسل سطح المادة بالماء ، ويُغمس في كلوريد الزنك ثم يُعلَب.
حمض الكبريتيك سائل زيتي ذو لون بني. يتم استخدامه لحفر سطح المعادن أثناء التعليب. يجب التعامل مع حامض الكبريتيك بحذر لأنه يترك حروقًا عميقة. عند تخفيفه بالماء ، يضاف حمض الكبريتيك إلى الماء ، وليس العكس ، لأنه عند إضافة الماء إلى الحمض ، يتم الحصول على البقع من التسخين القوي للماء.
عند العمل بحمض الكبريتيك ، ارتدِ نظارات واقية وقفازات مطاطية. يجب تخزين حامض الكبريتيك فقط في أوعية من الطين أو الزجاج أو الرصاص مع سدادات زجاجية مطحونة.
يتم تعليب الأجزاء الصغيرة بمكواة لحام ، ويتم غمر الأجزاء الكبيرة أو الألواح الفولاذية في القصدير المصهور. من القصدير المصهور ، يتم إزالة المنتج أو لوح الصلب بسرعة ، ورجه ، ويتم إزالة القصدير الزائد بقطر من الكتان.
من أجل تجنب الحروق أثناء التعليب ، من الضروري استخدام القفازات واتباع لوائح السلامة.
تعليب
إلىفئة:
اللحيم
تعليب
يسمى طلاء سطح المنتجات المعدنية بطبقة رقيقة من سبيكة تتوافق مع الغرض من المنتجات (القصدير ، وسبائك الرصاص والقصدير ، وما إلى ذلك) بالتغليف ، والطبقة المطبقة شبه صلبة.
يستخدم التعليب ، كقاعدة عامة ، في تحضير الأجزاء للحام ، وكذلك لحماية المنتجات من التآكل والأكسدة.
التعليب هو عملية تمهيدية لملء المحامل ببابيت.
يتم تحضير نصف المخبوزات بنفس طريقة تحضير اللحام. يتم استخدام سبائك القصدير والقصدير كنصف يوم.
تستخدم سبائك القصدير مع الرصاص والزنك في قصدير المنتجات المعدنية لحمايتها من الصدأ. يتم الحصول على نصف حديد جميل أبيض ولامع لتعليب المنتجات الفنية من سبائك القصدير البزموت (90-10٪).
تتكون عملية البودينغ من تحضير السطح وتحضير الصقل وتطبيقه على السطح.
يعتمد تجهيز السطح للتعليب على متطلبات المنتجات وعلى طريقة تطبيق القصدير. قبل الطلاء بالقصدير ، تتم معالجة السطح بفرشاة وطحن وإزالة الشحوم والحفر.
عادة ما تعالج الفرشاة الأسطح ؛ مغطاة بمقياس أو شديدة الاتساخ. قبل التحضير ، يتم غسل المنتجات بالماء النظيف ، وأثناء المعالجة ، يتم استخدام الرمل الناعم والخفاف والجير لتسريع العملية.
تتم إزالة المخالفات على المنتجات عن طريق الطحن بعجلات وجلود كاشطة.
تتم إزالة الشحوم الكيميائية لأسطح المنتج في محلول مائي من الصودا الكاوية (10 جم من الصودا لكل 1 لتر من الماء). يُسكب المحلول في وعاء معدني ويُسخن حتى الغليان. ثم يتم غمر الجزء في محلول ساخن لمدة 10-15 دقيقة ، ويتم إزالته وغسله نظيفًا ، واستبداله عدة مرات بالماء الدافئ وتجفيفه. على سطح منزوع الدسم جيدًا ، تنتشر قطرات من الماء النقي.
تتم إزالة المواد الدهنية مع الجير فيينا. تتم إزالة الزيوت المعدنية بالبنزين والكيروسين والمذيبات الأخرى. يتم حفر منتجات النحاس والنحاس الأصفر والصلب لمدة تتراوح بين 20 و 23 دقيقة في محلول حامض كبريتيك ساخن بنسبة 20-30٪.
يتم التعليب بطريقتين: عن طريق الغمر في شبه المتأنق (المنتجات الصغيرة) والفرك (المنتجات الكبيرة).
يتم التعليب عن طريق الغمر في وعاء معدني نظيف ، حيث يتم وضع القصدير وتذويبه ، وسكب قطع صغيرة من الفحم على السطح لحمايته من الأكسدة. الغمر ببطء في نصف يوم مصهور ، يتم الاحتفاظ بالمنتجات فيه حتى يتم تسخينها ، ثم يتم إخراجها ، والاهتزاز بسرعة. تتم إزالة البولودا الزائدة عن طريق المسح بالقطر مع رشها بمسحوق الأمونيا. ثم يتم غسل المنتج بالماء وتجفيفه في نشارة الخشب.
يتم تنفيذ الصباغة عن طريق وضع كلوريد الزنك أولاً على المنطقة التي تم تنظيفها بفرشاة شعر أو بقطرة. ثم يتم تسخين سطح المنتج بالتساوي لدرجة حرارة الانصهار لنصف يوم ، والتي يتم تطبيقها من القضيب. يرش القطر بمسحوق الأمونيا ، ويفرك السطح الساخن بالقطر بحيث يتم توزيع نصف اليوم بالتساوي عليه. بعد ذلك ، يسخنون ويقدمون أماكن أخرى بنفس الترتيب. في نهاية التعليب ، يُمسح المنتج المبرد بالرمل المبلل ، ويُغسل بالماء ويُجفف.
التعليب هو عملية طلاء سطح جزء (منتج) بطبقة رقيقة من القصدير المنصهر أو سبائك الرصاص والقصدير (اللحام). يشكل ذلك الجزء من القصدير أو سبائكه ، المطبق على سطح المعدن ، نصف قوس.
يتم تنفيذ تعليب المنتجات المعدنية من أجل حمايتها من الصدأ (التآكل) ، ولإعداد أسطح الأجزاء للحام بالجنود الناعمين أو قبل صب المحامل باستخدام باببيت. المنتجات المصنوعة ، على سبيل المثال ، من النحاس ، وخاصة غلايات الطعام ، تتأكسد ، مغطاة بغشاء أخضر ؛ الأطعمة من هذه الأطباق غير صالحة للاستهلاك ، لأنها تحتوي على أكاسيد سامة. من ناحية أخرى ، لا يخضع القصدير للأكسدة ، لذلك فقد تم استخدامه منذ فترة طويلة للحماية من تآكل حاويات التعليب وأدوات المائدة وأدوات المطبخ وغيرها من المنتجات المتعلقة بتخزين وإعداد ونقل المنتجات الغذائية. يستخدم القصدير أيضًا لحماية جهات الاتصال وأجزاء المعدات اللاسلكية من الأكسدة ، لحماية الكابلات من تأثير الكبريت في طبقة المطاط العازلة للكهرباء ، وما إلى ذلك. الأجزاء المعرضة للتعليب ملحومة بسهولة.
اختيار النصف والتدفق. بالنسبة لتعليب غلايات وأواني الطعام ، يتم استخدام القصدير النقي فقط من الدرجات 01 و 02. على وجه الخصوص ، يتم تعليب علب الصفيح بقصدير درجة 01 ، يحتوي على 99.9٪ من الصفيح النقي وليس أكثر من 0.1٪ شوائب. تستخدم الدرجة 02 بمحتوى قصدير 99.5٪ وشوائب لا تزيد عن 0.5٪ لتعليب أواني المطبخ وغلايات الطبخ. لتعليب المنتجات الفنية ، يستخدمون قصدير أبيض لامع ، يتكون من سبيكة تحتوي على 90٪ من القصدير و 10٪ من البزموت. يمكن استخدام سبيكة تتكون من خمسة أجزاء من القصدير وثلاثة أجزاء من الرصاص كنصف للأجزاء غير الحرجة. في بعض الحالات ، يتم إجراء التعليب بواسطة جنود الرصاص القصدير.
يتم إزالة الشحوم وإزالة طبقة الأكسيد من السطح عن طريق الحفر في محلول مائي من حمض الهيدروكلوريك أو حمض الكبريتيك. لحماية السطح النظيف للجزء من الأكسدة ، يتم تشحيمه بمحلول من كلوريد الزنك ورش مسحوق الأمونيا في الأعلى.
طرق التعليب. يمكن تطبيق نصف يوم ساخنًا وبواسطة الترسيب الجلفاني أو التلامس. يتم تنفيذ طريقة التعليب الساخن بطريقتين: غمر الجزء في الحمام بقصدير مصهور أو فرك القصدير على سطح مُسخن مسبقًا إلى 220-250 درجة مئوية.
يمكن ترسيب Olo8a من الإلكتروليتات الحمضية أو القلوية. تشتمل تركيبة الإلكتروليتات الحمضية على عناصر مختلفة ، على سبيل المثال ، كبريتات القصدير 40-50 جم / لتر ، وحمض الكبريتيك 50-80 جم / لتر ، وكبريتات الصوديوم 50 جم / لتر ، والفينول التقني (حمض الكربوليك الخام) أو كريسول 2-10 جم / لتر ، غراء النجارة 2-3 جم / لتر ، إلخ. يجب الحفاظ على درجة حرارة تشغيل الحمام في حدود 15-25 درجة مئوية.
في ممارسة تشغيل المعادن ، غالبًا ما يكون من الضروري إجراء تعليب الأجزاء (المنتجات) عن طريق الغمر أو الطحن. يتم استخدام التعليب الساخن بسبب بساطته وسهولة تنفيذه على نطاق واسع في الصناعة وفي بعض الحالات يحل محل طريقة التعليب الإلكتروليتي.
تتكون عملية التعليب الساخن من تحضير سطح الجزء وشبه العمل ، التعليب والمعالجة النهائية للسطح المعلب (التجفيف ، التلميع ، إلخ).
يبدأ تحضير السطح للتعليب بالتنظيف الشامل للأوساخ والشحوم والأكاسيد التي تمنع اتصالًا متساويًا ودائمًا للقصدير بالمعدن الذي يتم تغليفه بالقصدير. تطبيق طرق التنظيف الميكانيكية والكيميائية.
تتمثل الطريقة الميكانيكية في حقيقة أن سطح الجزء يتم تنظيفه حتى يلمع بمساعدة الكاشطات والملفات والجلود الكاشطة والفرش الآلية وما إلى ذلك.
يتم تقليل طريقة التحضير الكيميائية إلى نقش السطح المعدني بالأحماض. غالبًا ما يتم معالجة أسطح الأجزاء المصنوعة من الفولاذ والنحاس والنحاس الأصفر بمحلول مائي 20-30 ٪ من حمض الكبريتيك لمدة 15-25 دقيقة. يمكن حفر أجزاء النحاس والنحاس الأصفر بمحلول يحتوي على 10٪ حمض الكبريتيك و 5٪ بوتاسيوم كروميوم و 85٪ ماء. يتم إجراء الحفر في الحمامات - الزجاج والمعدن والمينا وما إلى ذلك. ويتراوح التعرض أثناء حفر أسطح الأجزاء في مثل هذا المحلول من 1.5 إلى 2 دقيقة. ينتهي التحضير للتعليب بالشطف الكامل للجزء الموجود في الماء الجاري ، وتنظيف السطح بالرمل الرطب ، والشطف النهائي بالماء الساخن ، والفرك والتجفيف. لحماية السطح النظيف من الأكسدة ، يتم تشحيمه بمحلول من كلوريد الزنك ورش مسحوق الأمونيا في الأعلى.
تقنيات التعليب. يتكون التعليب بطريقة الغمر في شبه مصهور من حقيقة أن الجزء المعد للتعليب يتم غمره أولاً في الحمام بمحلول من كلوريد الزنك ، ثم بمساعدة الزردية أو الكماشة أو الخطافات الخاصة ، يكون الجزء يتم إزالته من الحمام ، وبدون إزالة كلوريد الزنك من على السطح ، يتم غمره في حمام مذاب نصف يوم ، مع الاحتفاظ به لمدة 2-3 دقائق. بعد ذلك ، يتم إزالة الجزء المعلب من الحمام ورجه على الفور لإزالة القصدير الزائد. بينما لا يزال الجزء ساخنًا ، يتم مسحه سريعًا بالجر والأمونيا للحصول على طبقة موحدة وخالية من المسام وناعمة شبه عميقة. بعد التبريد ، يتم غسل الجزء بالماء وتجفيفه. التجفيف في نشارة الخشب يعطي نتائج جيدة.
دعونا نتتبع عملية التعليب بطريقة الغمر باستخدام مثال محدد. لنفترض أنك بحاجة إلى تشعيع الأسطح الخارجية والداخلية لثلاثة خزانات معدنية بسعة 2 لتر لكل منها. يجب أن يتم تنفيذ العمل بالتسلسل في أربع مراحل (مراحل) انتقالية.
يتمثل الانتقال الأول في تنظيف الخزانات وإعداد محلول بنسبة 10٪ من الصودا الكاوية لإزالة الشحوم. تسخين المحلول إلى 70-80 درجة مئوية. ثم ، واحدًا تلو الآخر أو معًا ، اغمر الخزانات في حمام لإزالة الشحوم وانقعها لمدة 15-20 دقيقة ، اعتمادًا على درجة تلوث الخزانات ، ثم اشطفها جيدًا وجففها فوق مصدر حرارة.
الخطوة الثانية هي تقطيع القصدير إلى قطع صغيرة ، ثم غمرها في الحمام وتسخينها حتى تذوب.
الانتقال الثالث هو عمل محلول حمض الهيدروكلوريك بنسبة 5-7٪ وتسخينه إلى 35-40 درجة مئوية ، ثم غمر الخزانات في الحمام ونقعه فيه لمدة 30-40 دقيقة. بعد النقش ، يتم شطف الخزانات جيدًا بالماء الجاري وتجفيفها.
الانتقال الرابع هو تحضير التدفق (25٪ من محلول كلوريد الزنك) وغمر الخزانات فيه. ثم ، واحدًا تلو الآخر ، أخرجهم من حمام كلوريد الزنك واغمرهم ببطء في حمام من القصدير المصهور. بعد 2-3 دقيقة. قم بإزالة الخزانات من الحمام ، ورجها سريعًا وامسح بقطر مرشوشة بمسحوق الأمونيا لإزالة القصدير الزائد والحصول على طبقة تلميع ناعمة وخالية من المسام. بعد ذلك ، اشطف الخزانات بالماء الجاري وجففها في نشارة الخشب.
عند التعليب عن طريق الاحتكاك ، يتم تشحيم سطح الجزء المعد للتعليب بمحلول من كلوريد الزنك ، ثم رشه بالأمونيا وتسخينه بالتساوي باستخدام لهب موقد اللحام أو في فرن الفحم. عندما يبدأ كلوريد الزنك في الغليان ، يتم وضع القصدير على سطح الجزء على شكل قطع صغيرة أو مسحوق. سيبدأ النصف ، بعد ملامسته للسطح الساخن للجزء ، في الذوبان ؛ يُفرك على الفور بخرقة قماشية أو رشها بمسحوق الأمونيا. تحتاج إلى فرك الأرضية بسرعة ، والانتقال تدريجيًا من منطقة على السطح لتغطيتها إلى أخرى.
في عملية التعليب ، من الضروري مراقبة تسخين الجزء بعناية ، حيث يحترق نصف القشرة عند ارتفاع درجة الحرارة. علامة على ارتفاع درجة الحرارة هي ظهور صبغة مزرقة على سطح النصف. يجب مسح الأسطح المعلبة بالرمل المبلل ، وشطفها جيدًا بالماء النظيف ، وتجفيفها ، وإذا لزم الأمر ، صقلها بقطعة قماش ناعمة أو من الفانيلا. إذا تم العثور على أماكن بها عيوب في التعليب (نصف خام غير ملتصق ، مسامية ، إلخ) ، يجب تنظيفها مرة أخرى ، مخلل وإعادة تعليب عن طريق الغمر أو الطحن. يجب أن نتذكر أنه كلما تم إعداد السطح للطلاء بشكل أفضل ، كلما كانت الأرضية أكثر نعومة وستكون الطبقة أقوى.
عند وصف العمليات التكنولوجية للحام ، تم ذكر التعليب - طلاء الأجزاء المعدنية بطبقة رقيقة من اللحام.
ومع ذلك ، يمكن استخدام الصفيح ليس فقط كإحدى مراحل اللحام ، ولكن أيضًا كعملية مستقلة ، عندما يتم تغطية كامل سطح المنتج المعدني بطبقة رقيقة من القصدير لمنحه صفات زخرفية وأداء إضافي. في هذه الحالة ، لا تسمى مادة التغطية اللحام ، ولكنها تسمى شبه اللحام. غالبًا ما يتم تعليبها بالقصدير ، ولكن من أجل توفير المال ، يمكن إضافة الرصاص إلى نصف اليوم (لا يزيد عن ثلاثة أجزاء من الرصاص إلى خمسة أجزاء من القصدير). إضافة 5٪ من البزموت أو النيكل إلى القصدير يعطي لمعانًا جميلًا للأسطح المعلبة. وإدخال نفس الكمية من الحديد في نصف يوم يجعلها أكثر متانة.
لا يمكن تعليب أواني المطبخ (الأطباق) إلا بنصف من الصفيح النقي ، فإن إضافة معادن مختلفة إليها يشكل خطورة على الصحة!
يقع نصف اليوم جيدًا وثابتًا فقط على الأسطح النظيفة تمامًا والخالية من الدهون ، لذلك ، قبل التعليب ، يجب تنظيف المنتج جيدًا ميكانيكيًا - باستخدام ملف أو مكشطة أو ورق صنفرة حتى لمعان معدني موحد أو كيميائيًا - امسك المنتج في محلول مغلي بنسبة 10٪ من الصودا الكاوية لمدة 1-2 دقيقة ، ثم حفر السطح بمحلول 25٪ من حمض الهيدروكلوريك ، وفي نهاية التنظيف (بغض النظر عن الطريقة) ، تُغسل الأسطح بالماء وتجفف.
يمكن إجراء عملية التعليب نفسها عن طريق الفرك أو الغمس أو الجلفنة (يتطلب مثل هذا التعليب استخدام معدات خاصة ، لذلك لا يتم عادةً تنفيذ التعليب الجلفاني في المنزل).
تتكون طريقة الفرك مما يلي ، السطح المحضر مغطى بمحلول من كلوريد الزنك ، مع رش مسحوق الأمونيا وتسخينه إلى درجة انصهار القصدير.
اللحام والتعليب واللصق
إلىفئة:
إصلاح ممهدات الطرق
اللحام والتعليب واللصق
اللحيم. إنها عملية ربط الأجزاء باستخدام مادة ربط حشو خاصة - لحام ومادة حماية مساعدة - تدفق.
يتم استخدام جنود ذوبان منخفض وحراري.
يتم تصنيع الجنود منخفضي الذوبان (لينة) على أساس سبيكة من القصدير (O) مع الرصاص (C) ويتم تحديدها بواسطة الأحرف POS مع أرقام توضح محتوى القصدير كنسبة مئوية. نقطة انصهارها أقل من 500 درجة مئوية: تستخدم في لحام الفولاذ والنحاس والزنك والرصاص والقصدير والحديد الزهر الرمادي والألمنيوم والسيراميك والزجاج وما إلى ذلك. قوي. للحصول على خصائص خاصة ، يتم إضافة الأنتيمون والبزموت والكادميوم والمعادن الأخرى إلى جنود الرصاص والقصدير. في عمل الأقفال ، غالبًا ما يستخدم لحام POS-40.
الجنود المقاومة للحرارة (الصلبة) لديهم نقطة انصهار تزيد عن 500 درجة مئوية ، وهي مصممة للحصول على وصلات قوية مقاومة لدرجة الحرارة وظروف التآكل. يقومون بلحام الفولاذ والحديد الزهر والنحاس والنيكل وسبائكها. وهي مقسمة إلى النحاس والزنك (درجات PMC) وجند الفضة.
تم تصميم التدفقات لضمان ترطيب سطح المعادن باللحام ، وحماية سطح المعادن واللحام من الأكسدة أثناء التسخين ، ولإذابة أغشية الأكسيد.
هناك تدفقات للجنود اللين منخفض الذوبان (كلوريد الزنك ، والأمونيا ، والصنوبري ، والمعاجين ، وما إلى ذلك) ، للجنود المقاومين للصهر الصلب (البوراكس ، وحمض البوريك ، وما إلى ذلك) ، وكذلك لحام سبائك الألومنيوم (خليط من فلوريد الصوديوم ، كلوريد الليثيوم ، البوتاسيوم ، كلوريد الزنك ، إلخ.) ، الفولاذ المقاوم للصدأ (خليط من البورق وحمض البوريك) ، الحديد الزهر (خليط من البورق مع كلوريد الزنك).
تتضمن عملية لحام المعادن تحضير المنتج ، ومكواة اللحام للحام ولحام المنتج نفسه.
يتكون تحضير المنتج من تنظيف سطحه من الأوساخ والدهون والأكاسيد والتآكل والقشور.
يمكن إجراء هذا التنظيف: - ميكانيكيًا باستخدام ورق الصنفرة أو الملفات أو الفرش المعدنية أو عجلات الطحن أو طلقات الفولاذ أو الحديد الزهر ؛ - عن طريق إزالة الشحوم الكيميائية بمساعدة الجير الفيين المخفف بالماء ، باستخدام فرشاة على المنتجات ؛ - بالحفر الكيميائي عند غمر المنتج في محاليل الكبريتيك والهيدروكلوريك والأحماض الأخرى ؛ - استخدام الموجات فوق الصوتية في حمام مذيب.
يشمل تحضير مكواة اللحام (الشكل 3.6) ملء جزء العمل بزاوية 30 ... 40 درجة مع تقليص الجزء العلوي وتنظيفه من المقياس وتطبيق (التعليب) إلى الجزء النهائي من اللحام.
عند اللحام ، لا تسمح بارتفاع درجة حرارة مكواة اللحام أو ارتفاع درجة حرارتها. في الحالة الأولى ، يبرد اللحام بسرعة ، ويشكل مفصلًا غير مستقر ، في الحالة الثانية (أعلى من 500 درجة مئوية) ، يكون من الصعب تشكيل المقياس وتغليف جزء العمل على مكواة اللحام.
على الأجزاء المجهزة بإحكام ، يتم تطبيق التدفق السائل بفرشاة ، ويتم تطبيق مادة صلبة (الصنوبري) عن طريق الفرك أثناء تسخين نقطة اللحام بمكواة اللحام. باستخدام مكواة لحام معلبة ، يتم أخذ 2 ... 3 قطرات من اللحام المنصهر من شريط اللحام ونقلها إلى مكان اللحام المغطى بالتدفق. بعد تسخين المعدن ، ينتشر اللحام عند تحريك مكواة اللحام ، وملء الفجوات الموجودة في التماس. اللحام المبرد له سطح لامع. تتم إزالة النتوءات الموجودة على اللحام بملف.
في الإنتاج الضخم ، يمكن لحام الأجزاء عن طريق الغمر في حوض اللحام المنصهر.
تعليب. يتمثل جوهر عملية الأقفال هذه في تطبيق طبقة رقيقة من سبائك القصدير أو القصدير (مع الرصاص والزنك والبزموت وما إلى ذلك) على الجزء من أجل حماية الأسطح من التآكل والأكسدة ، لمنحهم الخصائص الضرورية ، على سبيل المثال ، لمعالجة الأسطح الزخرفية في تصنيع المنتجات الفنية أو تحضير الأسطح للمحامل قبل الصب باستخدام babbitt ، قبل اللحام. هذه الطبقة تسمى نصف يوم.

أرز. 3.6 تحضير لحام الحديد:
أ - التزود بالوقود من جزء العمل ؛ 6 - تنظيف جزء العمل بكلوريد الزنك ؛ ج - تطبيق اللحام. 1 - كلوريد الزنك 2 - جندى
قبل الصفيح ، تتم معالجة أسطح الأجزاء ببريق معدني نقي إما بطريقة غير كيميائية (مبرد ، فولاذ أو فرشاة شعر برمل مبلل ، طحن) أو بطريقة كيميائية لغرض إزالة الشحوم (في محلول من الصودا الكاوية عند الغليان ، وجير فيينا ، والبنزين ، وما إلى ذلك) والحفر (في محلول حمض الهيدروكلوريك مع التسخين). تتم عملية التعليب بطريقتين (الشكل 3.7): عن طريق الغمر في نصف مزدوج (أ) ، يُسكب في طبق نظيف ، مع قطع من الفحم (للحماية من الأكسدة) والفرك ، عن طريق تطبيق السحب أولاً على سطح جزء كلوريد الزنك ثم وضعه من قضيب مع لحام ساخن (ج) وفركه بالسحب (ب). بعد التعليب ، يتم غسل الأجزاء بالماء وتجفيفها.
الإلتصاق. في الوقت الحالي ، يخضع اللصق ، أي الاتصال الدائم للأجزاء باستخدام مواد لاصقة مختلفة ، لأي مواد تعمل في ظل ظروف مختلفة.
في الهندسة الميكانيكية ، يتم استخدام الغراء من العلامات التجارية BF و VS ، وكذلك المواد اللاصقة المقاومة للحرارة والكاربينول والباكليت والإيبوكسي.
يستخدم الغراء BF-2 في لصق المعادن ، والباكليت ، والمنسوجات ، والزجاج ، وما إلى ذلك. ويمكن استخدامها في لصق بطانات القابض ، وشقوق الختم ، والثقوب في علب علبة التروس. صممت المواد اللاصقة BF-4 و BF-6 للصق النسيج والمطاط واللباد. لديهم القليل من القوة.

أرز. 3.7 التنغيم الجزئي: أ - بالغمر. ج - تطبيق اللحام. ب - فرك اللحام بالسحب ؛ 1 - قطع فحم على الأرض ؛ 2 - جندى
يمكن استخدام Glue VS-10T في لصق بطانات الفرامل ، وأجزاء اللصق التي تعمل في درجات حرارة تصل إلى 300 درجة مئوية ، في ظروف رطبة ، عند تعرضها للزيوت. لديها القوة والمتانة.
يستخدم غراء الكاربينول في لصق الأجزاء المصنوعة من الفولاذ والحديد الزهر والبلاستيك والإبونيت. مقاوم للأحماض والقلويات والكحول والماء والبنزين والزيوت. يقومون بغراء بنوك البطاريات ، أجزاء المكربن ، إغلاق الشقوق ، الثقوب. لا تقاوم درجات الحرارة العالية.
يستخدم ورنيش الباكليت في لصق الحشيات في القوابض ، ولصق البلاستيك.
يتم إنتاج مواد لاصقة الإيبوكسي في عدة درجات (ED-5X ED-b ، ED-40 ، إلخ). يتم استخدامها في لصق الأجزاء المعدنية والأجزاء الأخرى ، وتستخدم في إصلاح أغطية التروس ، وسد الشقوق ، والكسور ، والقضاء على التآكل في الدعامات.
تم تصميم المواد اللاصقة المقاومة للحرارة من العلامات التجارية VK-32-280 و IP-9 و VFK-9 للأجزاء اللاصقة المصنوعة من مواد مختلفة ومقاومة للحرارة والرطوبة.
تشترك عمليات الأجزاء اللاصقة لمختلف المواد اللاصقة كثيرًا ، ولكنها تختلف في وقت التثبيت ودرجة الحرارة وبعض الميزات ذات الصلة.
إلىالفئة: - إصلاح ممهدات المحركات
اللحام هو عملية تكنولوجية لربط الأجزاء المعدنية (أو الممعدنة) باللحام المنصهر ، والذي ، عند تقويته ، يربط الأجزاء الملحومة معًا. يحدث اتصال الأجزاء بسبب انتشار اللحام في المعدن الأساسي دون أن يذوب الأخير. في هذه الحالة ، تكون درجة حرارة انصهار اللحام أقل بكثير من درجة حرارة انصهار المعدن الأساسي.
مكواة اللحام هي أداة يدوية بأشكال وأوزان مختلفة. جزء من مكواة اللحام الملحوم مباشرة مصنوع من النحاس ، ويمكن تسخين الجزء النحاسي من حديد اللحام بالكهرباء (مكواة لحام كهربائية) ، أو فوق لهب غاز (مكواة لحام بالغاز) أو في فرن.

الجنود هم بعض المعادن غير الحديدية وسبائكها. اعتمادًا على الخواص الميكانيكية ، يتم تقسيم الجنود عادةً إلى جنود طريين وقاسين ، ويتوفر اللحام على شكل صفائح وشريط وقضبان وأسلاك وشبكات وكتل ورقائق ورقائق وحبوب ومساحيق ومعجون لحام.
الجنود الناعمون هم جنود ذوبان منخفضون بنقطة انصهار تصل إلى حوالي 400 درجة مئوية. يتمتع هؤلاء الجنود بقوة شد منخفضة - لا تزيد عادة عن 50-70 ميجا باسكال. الأكثر شيوعًا هم جنود الرصاص القصدير بمحتوى قصدير من 18 إلى 90 ٪ من درجات POS-18 - POS-90. يعطي اتصال الاتصال الموثوق به لحام POS-30. يتمتع بسيولة عالية ويوفر قابلية ترطيب أفضل للسطح مقارنةً بـ POS-18 الأقل تكلفة. لحام أجزاء الألومنيوم ، يتم استخدام القصدير والزنك والجنود الآخرين.

يمتلك الجنود الصلبون نقطة انصهار أعلى من 500 درجة مئوية. لديهم قوة شد تصل إلى 500 ميجا باسكال. الأكثر شيوعًا هم جنود النحاس والزنك PMC و PSR النحاسي والفضي والنحاس والفوسفور PMF ، على وجه الخصوص PMF-7 (لا يحتاج الجنود الأخيرون إلى تدفق عند لحام أجزاء النحاس).

تتكون العملية التكنولوجية للحام من العمليات التالية: تحضير أسطح الأجزاء ، وطلاء الأسطح المراد لحامها بالتمويه ، وصقل الأسطح بالقصدير ، واللحام.
يتم تحضير سطح الأجزاء لإزالة الملوثات من الأغشية الدهنية والأكسيدية. يتم التنظيف بالطرق الميكانيكية والكيميائية.
يتم طلاء الأسطح بالتدفق مباشرة قبل التعليب واللحام.
يشكل التدفق منطقة واقية سائلة وغازية تحمي سطح المعدن واللحام المصهور من الأكسدة. بالإضافة إلى ذلك ، يذيب أغشية الأكسيد والشوائب ، مكونًا خبثًا يمكن إزالته بسهولة. تعمل معظم التدفقات على تحسين ترطيب السطح الملحوم باستخدام اللحام المصهور وتقليل التوتر السطحي للحام. وفقًا للتأثير على المعدن ، يتم تقسيم التدفقات إلى حمضية (كلوريد الزنك وتدفقه على أساسه) ؛
خالي من الأحماض (الصنوبري والتدفق على أساسه) ،
منشط (يعتمد على الصنوبري مع إضافة بعض الكواشف والأحماض المستخدمة للمعادن التي يصعب قصها ولحامها) ، إلخ.
عند اللحام بالجنود الصلبين ، يتم استخدام البوراكس والتدفقات القائمة عليه كتدفق.
يجب إزالة بقايا التدفق والخبث بعناية ميكانيكياً وغسلها لمنع تآكل نقطة اللحام. الاستثناء هو تدفقات الصنوبري ، والتي لا تحتاج إلى إزالتها. لذلك ، يتم استخدامها في لحام الأسلاك المعزولة التي لا يمكن غسلها.
احتياطات السلامة:
من المهم للغاية اتخاذ احتياطات السلامة على محمل الجد ، لأنه أثناء اللحام والتعليب ، يمكن أن تؤثر العوامل الضارة المختلفة على العامل. وتشمل هذه زيادة تلوث الهواء بأبخرة المواد الكيميائية ، ومخاطر الحريق ، وتناثر التدفقات والجنود ، وزيادة درجة حرارة الهواء في منطقة العمل. في هذه الحالة ، من المهم للغاية أن يكون لديك معدات حماية شخصية.
من المهم استخدام مواد وأدوات عالية الجودة في العمل. يتم استخدام الجنود عند لحام منتجات النحاس والبرونز والنحاس. يجب على المديرين إجراء إحاطة مختصة حول كيفية العمل باستخدام هذه الأداة.
يجب تنفيذ الأعمال المتعلقة باللحام والتعليب في غرف مجهزة ومُعدة مسبقًا. يجب أن يكون هناك نظام تهوية. يجب أن تكون وحدات التهوية مزودة بأجهزة إنذار صوتية و ضوئية.
في العمل ، من المهم استخدام أدوات عالية الجودة وصالحة للخدمة. وفقًا لقواعد التوثيق الفني ، يجب أن تخضع مكواة اللحام لفحوصات واختبارات خاصة. يجب أن تتوافق فئة هذه المعدات بالضرورة مع ظروف الإنتاج وفئة المبنى. تحتاج أيضًا إلى الاهتمام بحماية كابل لحام الحديد من ملامسة الأشياء الساخنة وحمايته من التلف الميكانيكي العرضي.
نفس القدر من الأهمية هو إعداد مكان العمل. يجب أن تكون مجهزة بالتهوية. لا يجوز اللحام والحرث دون استخدام نظارات واقية خاصة. يجب أن يكون مكان العمل مجهزًا بفوانيس ذات عاكسات غير شفافة. يجب وضع أجهزة الإضاءة بحيث لا "يصطدم" الضوء بعيون العامل.
اللحام بالجنود اللينمقسمة إلى حمضية وغير حمضية. بالنسبة للحام الحمضي ، يتم استخدام كلوريد الزنك أو حمض الهيدروكلوريك التقني كتدفق ، للحام الخالي من الأحماض ، يتم استخدام التدفقات الخالية من الأحماض: الصنوبري ، زيت التربنتين ، الإستيارين ، معجون اللحام ، إلخ. اللحام الخالي من الأحماض ينتج تماسًا نظيفًا ؛ بعد اللحام الحمضي ، لا يتم استبعاد احتمال التآكل.
يشمل اللحام باستخدام اللحام الناعم تحضير المنتجات للحام ، وإعداد مكواة اللحام ، وصهر اللحام ، والتبريد ، وتنظيف التماس.
تحضير منتجات اللحام. لا يمكن الحصول على مفصل لحام قوي إلا إذا تم تنظيف موقع اللحام مسبقًا من الأوساخ والشحوم ومنتجات التآكل وأغشية الأكسيد ، والتي تتداخل بشكل كبير مع انتشار اللحام واختراقه في التماس. يتم تنظيف سطح المنتجات قبل اللحام وإزالة الشحوم والتخليل والغسيل والتجفيف والتجميع.
التنظيف الميكانيكييتم تنفيذ أسطح المنتجات من الأكاسيد والصدأ والقشور باستخدام ورق الصنفرة أو المبرد أو الفرش المعدنية أو عجلات الطحن أو الفولاذ أو الحديد الزهر.
إزالة الشحوم الكيميائيةفي الحمامات القلوية هي أبسط الطرق وأكثرها فعالية ؛ يتكون من معالجة المنتجات من الجير الفييني المطحون جيدًا ، المخفف بالماء إلى حالة طرية ، والذي يتم تطبيقه على المنتج بفرشاة ، ويفرك جيدًا ويغسل بالماء.
إزالة الشحوم في المذيبات العضويةيستخدم لإزالة طبقة سميكة من الزيت من المنتجات ذات الأسطح المعقدة ، ذات التجاويف الداخلية والثقوب العميقة. لهذا الغرض ، يتم استخدام الأسيتون ، والبنزين ، والتربنتين ، والبنزين ، والميثيل ، والكحول الإيثيلي ، وما إلى ذلك.
النقش الكيميائييتم استخدامه في تلك الحالات عندما لا تتم إزالة أغشية الأكاسيد والمركبات الأخرى الموجودة على سطح المنتج عن طريق إزالة الشحوم وتمنع تكوين مفصل لحام قوي مع المعدن الملحوم. تتم عملية النقش عن طريق غمر المنتجات في محاليل من أحماض الكبريتيك والهيدروكلوريك والفوسفوريك وغيرها من الأحماض.
التنظيف بالموجات فوق الصوتيةيقلل بشكل كبير من عملية تنظيف الأجزاء من الشحوم. تستخدم هذه الطريقة في الحالات التي لا توفر فيها الطرق الأخرى نظافة السطح المطلوبة. في الحمامات بالموجات فوق الصوتية ، تُستخدم المذيبات العضوية ، والمحاليل القلوية ، والماء الساخن ، والماء والصابون ، وما إلى ذلك كوسيلة للتنظيف.
تحضير لحام الحديديتكون بشكل أساسي من شحذها بزاوية 30-40 درجة وتنظيفها من آثار الحجم. ثم يتم تسخين بعقب مكواة اللحام إلى 250-300 درجة مئوية عند لحام الأجزاء الصغيرة وإلى درجة حرارة 340-400 درجة مئوية عند لحام الأجزاء الكبيرة. تأكد من أن مكواة اللحام لا تسخن. يزيد التسخين الزائد لمكواة اللحام فوق 400 درجة مئوية من تكوين المقياس ويجعل من الصعب صفيح الحافة. إذا لم يتم تسخين مكواة اللحام بدرجة كافية ، فإن اللحام الموجود على الأسطح الملحومة يبرد بسرعة ويتحول إلى كتلة طرية. هذا اللحام هش للغاية.
علامة الانهاكظهور لهب مخضر وسرعة احتراق الصنوبري مع انبعاث دخان بدلاً من ذوبانه. يتم الحكم على التسخين الطبيعي لمكواة اللحام من خلال احمرار طفيف في المؤخرة. عند ارتفاع درجة الحرارة ، تتم إزالة مكواة اللحام من النار ، والسماح لها بالتبريد قليلاً ، وتثبيتها في نائب وتقطيعها بملف مسطح ، وتكون نهاية العمل نظيفة على كلا الجانبين وتتم إزالة النتوءات من الأضلاع (الشكل 454 ، أ).
أثناء اللحام طويل المدى ، قم بتنظيف جزء العمل من مكواة اللحام بشكل دوري من المقياس بفرشاة فولاذية وملف. يتم إزالة مكواة اللحام الساخنة (الشكل 454 ، ب) بسرعة من النار ، وتنظيفها من الحجم الكبير عن طريق الغمر في كلوريد الزنك (الشكل 454 ، في)،ثم يقومون بجمع 1-2 قطرات من اللحام من الشريط (الشكل 454 ز)وحرك مكواة اللحام فوق قطعة من الأمونيا (شكل 454 ، ه)حتى يتم تغطية نهاية مكواة اللحام بطبقة متساوية من اللحام. ثم نخلط أماكن اللحام (الشكل 454 ، ه).
يتم تطبيق مكواة اللحام على مكان اللحام (الشكل 454 ، و)،أمسكها قليلاً في مكان واحد لتدفئة الجزء ، ثم حركه ببطء وبشكل متساوٍ فوق مكان اللحام. في هذه الحالة ، يتدفق اللحام المنصهر لأسفل من مكواة اللحام ويملأ فجوات التماس (0.05-0.15) مم).
لمنع تسخين الأجزاء المجاورة للدرز ، يتم تغطيتها بخرق مبللة أو مغمورة في الماء.
للحماية من التلف ، يتم تخزين مكواة اللحام على حوامل (الشكل 455).
 |
بعد التبريد ، يتم غسل اللحامات وتنظيفها ، وإزالة طبقة الأكسيد المتكونة أثناء الذوبان وتطفو على سطح الخبث وبقايا التدفق التي يمكن أن تسبب تآكل التماس.
في الإنتاج الضخم للأجزاء ، يتم اللحام عن طريق الغمر في حوض اللحام المنصهر.
يظهر استقبال اللحام بعقب في الشكل 456 ، أ ، تداخل في الشكل. 456 ، ب،لوحة رقيقة مع تداخل سميك - في الشكل 456 ، في،اللحامات الداخلية للأنابيب - في الشكل. 456 ، أسلاك وسميكة - في الشكل. 456 ، د.

ميزات أوعية اللحام لتخزين السوائل القابلة للاشتعال.تتطلب أوعية اللحام (البراميل ، العلب) للسوائل أو الغازات القابلة للاشتعال احتياطات خاصة لتجنب الانفجار.
بادئ ذي بدء ، يتم غسل الأوعية جيدًا. قبل اللحام ، يتم ملؤها بالماء والاحتفاظ بها لبعض الوقت حتى يتم ضغط أبخرة الوقود المتبقي تمامًا. بعد تصريف الماء ، انتقل إلى اللحام.
قبل اللحام ، يمكنك أيضًا تبخير الخزان أو شطفه بالماء الساخن حتى تختفي رائحة الوقود (من الأفضل الشطف بمحلول 6٪ من الصودا الكاوية). لا ينبغي إحضار وعاء غير مغسول إلى مكان العمل ، لأنه مع تشغيل موقد اللحام ، يمكن أن يؤدي أدنى إهمال إلى انفجار السفينة.
عند اكتمال اللحام ويبرد المنتج تمامًا ، تتم إزالة اللحام الزائد من اللحام ، ويتم غسل المنتج وتجفيفه في مجفف باستخدام نشارة الخشب الجافة أو الهواء المضغوط.
يتم إجراء أنابيب اللحام بالترتيب التالي: قم بتنظيف مكان اللحام بملف أو مكشطة ، وقم بتطبيق التدفق على مكان اللحام بفرشاة ، ثم ضع مكواة لحام ساخنة ومعلبة وقضيب لحام في مكان اللحام ، قم بإذابة اللحام ، بالتساوي وببطء ، حرك مكواة اللحام باستمرار على طول خط التماس ، مما يسمح للحام بملء التماس. بعد انتهاء اللحام والتبريد الكامل للأنبوب ، تتم إزالة التدفق ، ويتم غسل الأنبوب بالماء الدافئ.
تعليب.
يُطلق على الصفيح - طلاء أسطح المنتجات المعدنية بطبقة رقيقة من سبيكة تتوافق مع الغرض من المنتجات (قصدير ، سبيكة من القصدير بالرصاص ، إلخ) ، والطبقة المطبقة نصف مخبوزة.
يستخدم التعليب ، كقاعدة عامة ، في تحضير الأجزاء للحام ، وكذلك لحماية المنتجات من التآكل والأكسدة (على سبيل المثال ، منتجات الطهي وتخزين الطعام).
يتم تحضير نصف المخبوزات بنفس طريقة تحضير اللحام. تستخدم سبائك القصدير والقصدير كقصدير
تستخدم سبائك القصدير مع الرصاص والزنك في قصدير المنتجات المعدنية لحمايتها من الصدأ. يتم الحصول على نصف قصدير جميل أبيض ولامع للعناصر الفنية من سبائك القصدير البزموت.
تتكون عملية التعليب من تحضير السطح وتجهيز الصقل وتطبيقه على السطح.
تحضير السطح للتعليبيعتمد على متطلبات المنتجات ، وعلى طريقة تطبيق النصف. قبل الطلاء بالقصدير ، تتم معالجة السطح بفرشاة وطحن وإزالة الشحوم بالحفر.
تعالج الفرش عادة الأسطح المغطاة بقشور أو شديدة التلوث. قبل التحضير ، يتم غسل المنتجات بالماء النظيف ، وأثناء المعالجة ، يتم استخدام الرمل الناعم والخفاف والجير لتسريع العملية.
تتم إزالة المخالفات على المنتجات عن طريق الطحن بعجلات وجلود كاشطة.
تتم إزالة الشحوم الكيميائية لأسطح المنتج في محلول مائي من الصودا الكاوية (لكل 1 لماء - 10 غرام من الصودا). يُسكب المحلول في وعاء معدني ويُسخن حتى الغليان. بعد ذلك ، يتم غمر الجزء في محلول ساخن لمدة 10-15 دقيقةأخرجه ، اغسله نظيفًا ، واستبدل بالماء الدافئ عدة مرات وجففه. على سطح منزوع الدسم جيدًا ، تنتشر قطرات من الماء النقي.
تتم إزالة المواد الدهنية مع الجير فيينا. تتم إزالة الزيوت المعدنية بالبنزين والكيروسين والمذيبات الأخرى. تسمم منتجات النحاس والنحاس الأصفر والصلب لمدة 20-23 دقيقةفي محلول 20-30٪ من حامض الكبريتيك بالتسخين.
يتم التعليب بطريقتين عن طريق الغمر في النصف المنصهر (المنتجات الصغيرة) والطحن (المنتجات الكبيرة).

تعليب الغمريتم إجراؤها في وعاء معدني نظيف ، حيث يضعون ويذوبون نصف المتأنق ، ويسكبون قطعًا صغيرة من الفحم على السطح للحماية من الأكسدة. ينغمس ببطء في شبه المتأنق المنصهر (الشكل 457 ، أ) ، يتم الاحتفاظ بالمنتج فيه حتى يتم تسخينه ، ثم إزالته ، ورجه بسرعة. تتم إزالة البولودا الزائدة عن طريق المسح بالقطر مع رشها بمسحوق الأمونيا. ثم يتم غسل المنتج بالماء وتجفيفه في نشارة الخشب.
فرك التعليبقم أولاً بوضع كلوريد الزنك على المكان النظيف بفرشاة الشعر أو بقطره. ثم يتم تسخين سطح المنتج بالتساوي إلى درجة انصهار نصف يوم ، والتي يتم تطبيقها من الشريط (الشكل 457 ، ب). رش القطر بمسحوق الأمونيا ، افرك السطح الساخن بحيث يتم توزيع نصف يوم بالتساوي عليه (الشكل 457 ، ج). بعد ذلك ، يسخنون ويقدمون أماكن أخرى بنفس الترتيب. في نهاية التعليب ، يتم غسل المنتج.



