К атегория:
Фрезерные работы
Выбор рациональных режимов фрезерования
Выбрать рациональный режим фрезерования на данном станке означает, что для данных условий обработки (материал и марка заготовки, ее профиль и размеры, припуск на обработку) надо выбрать оптимальный тип и размер фрезы, марку материала и геометрические параметры режущей части фрезы, смазочно-охлаждаю-щую жидкость и назначить оптимальные значения следующих параметров режима резания: В, t, sz. v, п, Ne, Тм.
Из формулы (32) следует, что на объемную производительность фрезерования параметры В, t, sz и v оказывают одинаковое влияние, так как каждый из них входит в формулу в первой степени. Это означает, что при увеличении любого из них, например, в два раза (при прочих неизменных параметрах) объемная производительность увеличится также в два раза. Однако на стойкость инструмента указанные параметры оказывают далеко не одинаковое влияние (см. § 58). Поэтому с учетом стойкости инструмента выгоднее прежде всего выбирать максимально допустимые значения тех параметров, которые в меньшей степени влияют на стойкость инструмента, т. е. в такой последовательности: глубина резания, подача на зуб и скорость резания. Поэтому и выбор этих параметров режимов резания при фрезеровании на данном станке следует начинать в той же последовательности, а именно:
1. Назначается глубина резания в зависимости от припуска на обработку, требований к шероховатости поверхности и мощности станка. Припуск на обработку желательно снять за один проход с учетом мощности станка. Обычно глубина резания при черновом фрезеровании не превышает 4-5 мм. При черновом фрезеровании торцовыми твердосплавными фрезами (головками) на мощных фрезерных станках она может достигать 20-25 мм и более. При чистовом фрезеровании глубина резания не превышает 1-2 мм.
2. Назначается максимально допустимая по условиям обработки подача. При установлении максимально допустимых подач следует применять подачи на зуб, близкие к «ломающим».
Последняя формула выражает зависимость подачи на зуб от глубины фрезерования и диаметра фрезы. Величина максимальной толщины среза, т. е. значение постоянного коэффициента I с в формуле (21), зависит от физико-механических свойств обрабатываемого материала \ (для данного типа и конструкции фрезы). Значения максимально допустимых подач ограни- j чиваются различными факторами:
а) при черновой обработке - жесткостью и виброустойчивостью инструмента (при доста- i точной жесткости и виброустойчивости станка),’ жесткостью обрабатываемой заготовки и прочностью режущей части инструмента, например зуба фрезы, недостаточным объемом стружечных канавок, например, для дисковых фрез и др. Так, подача на зуб при черновом фрезеровании стали цилиндрическими фрезами со вставными ножами и крупным зубом выбирается в пределах 0,1-0,4 мм/зуб, а при обработке чугуна до 0,5 мм/зуб;
б) при чистовой обработке - шероховатостью поверхности, точностью размера, состоянием поверхностного слоя и др. При чистовом фрезеровании стали и чугуна назначается сравнительно малая подача на зуб фрезы (0,05-0,12 мм/зуб).
3. Определяется скорость резания; так как она оказывает самое большое влияние на стойкость инструмента, то ее выбирают исходя из принятой для данного инструмента нормы стойкости. Скорость резания определяется по формуле (42) или по таблицам нормативов режимов резания в зависимости от глубины и ширины фрезерования, подачи на зуб, диаметра фрезы, числа зубьев, условий охлаждения и др.
4. Определяется действующая мощность резания Ne при выбранном режиме по таблицам нормативов или по формуле (39а) и сопоставляется с мощностью станка.
5. По установленной скорости резания (и, или i^) определяется ближайшая ступень частоты вращения шпинделя станка из числа имеющихся на данном станке по формуле (2) или по графику (рис. 174). Из точки, соответствующей принятой скорости резания (например, 42 м/мин), проводят горизонтальную линию, а из точки с отметкой выбранного диаметра фрезы (например, 110 мм) - вертикальную. По точке пересечения указанных линий определяют ближайшую ступень чисел оборотов шпинделя. Так, в примере, показанном на рис. 172, при фрезеровании фрезой диаметром D = 110 мм со скоростью резания 42 м/мин частота вращения шпинделя будет равна 125 об/мин.
Рис.174 Номограмма частоты вращения фрезы
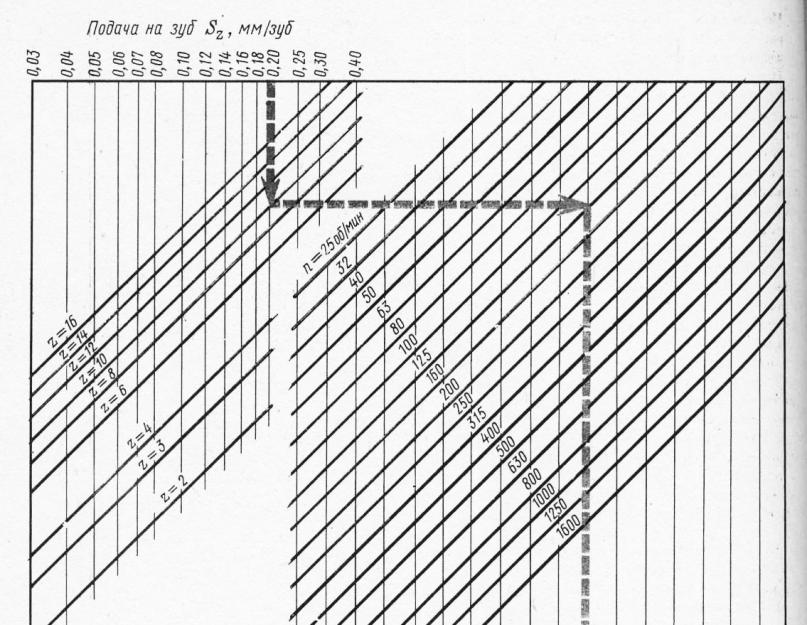
6. Определяется минутная подача по формуле (4) или по графику (рис. 175). Так, при фрезеровании фрезой D = 110 мм, z = 10 при sz = = 0,2 мм/зуб и п = 125 об/мин минутная подача по графику определяется следующим образом. Из точки, соответствующей подаче на зуб sг = 0,2 мм/ зуб, проводим вертикальную линию до пересечения с наклонной линией, соответствующей числу зубьев фрезы г = 10. Из полученной точки проводим горизонтальную линию до пересечения с наклонной линией, соответствующей принятой частоте вращения шпинделя л = 125 об/мин. Далее из полученной точки проводим вертикальную линию. Точка пересечения этой линии с нижней шкалой минутных подач, имеющихся на данном станке, определяет ближайшую ступень минутных подач.
7. Определяется машинное время.
Машинное время. Время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего, называется машинным временем (например, на фрезерование плоскости заготовки с момента включения механической продольной подачи до момента ее выключения).

Рис. 1. Номограмма минутной подачи
Повышение производительности при обработке на металлорежущих станках ограничивается двумя основными факторами: производственными возможностями станка и режущими свойствами инструмента. Если производственные возможности станка малы и не позволяют полностью использовать режущие свойства инструмента, то производительность такого станка будет составлять лишь некоторую часть от возможной производительности при максимальном использовании инструмента. В том случае, когда производственные возможности станка значительно превышают режущие свойства инструмента, на станке может быть достигнута максимально возможная при данном инструменте производительность, но при этом не будут полностью использованы возможности станка, т. е. мощность станка, максимально допустимые силы резания и т. д. Оптимальными с точки зрения производительности и экономичности использования станка и инструмента будут такие случаи, когда производственные мощности станка и режущие свойства инструмента будут совпадать или близки друг к другу.
Это условие положено в основу так называемых производственных характеристик станков, которые были предложены и разработаны проф. А. И. Кашириным. Производственная характеристика станка представляет собой график зависимостей возможностей станка и инструмента. Производственные характеристики позволяют облегчить и упростить определение оптимальных режимов резания при обработке на данном станке.
Режущие свойства того или иного инструмента характеризуются режимами резания, которые допускаются в процессе обработки. Скорость резания при заданных условиях обработки можно определить по формуле (42, а). Практически же ее находят по таблице режимов резания, которые приведены в справочниках нормировщика или технолога. Однако следует отметить, что нормативы по режимам резания как для фрезерования, так и для других видов обработки разрабатываются, исходя из режущих свойств инструмента для различных случаев обработки (тип и размер инструмента, вид и марка материала режущей части, обрабатываемый материал и др.), и не связаны со станками, на которых будет производиться обработка. Так как производственные возможности различных станков разные, то практически осуществимый оптимальный режим обработки на разных станках будет различным для одних и тех же условий обработки. Производственные возможности станков зависят прежде всего от эффективной мощности станка, частоты вращения, подач и др.

Рис. 2. Врезание и перебег
Производственные характеристики фрезерных стянкои для случая (Ьпезепования тогшо-выми фрезами были разработаны проф. А. И. Кашириным и автором.
Принцип построения производственных характеристик фрезерных станков (номограмм) для работы торцовыми фрезами основан на совместном графическом решении двух уравнений, которые характеризуют зависимость скорости резания vT по формуле (42) при -Bz’ = const, с одной стороны, и скорости резания ид„ допускаемой мощностью станка, - с другой. Скорость резания vN может быть определена по формуле

Рис. 3. Производственная характеристика консольно-фрезерного станка 6Р13
Поверхностная обработка заготовок методом фрезерования может проводиться исключительно после разработки технологической карты, в которой указываются основные режимы обработки. Подобной работой, как правило, занимается специалист, прошедший специальную подготовку. Режимы резания при фрезеровании могут зависеть от самых различных показателей, к примеру, типа материала и используемого инструмента. Основные показатели на фрезерном станке могут устанавливаться вручную, также проводится указание показателей на блоке числового программного управления. Особое внимание заслуживает резьбофрезерование, так как получаемые изделия характеризуются довольно большим количеством различных параметров. Рассмотрим особенности выбора режимов резания при фрезеровании подробно.
Скорость резания
Наиболее важным режимом при фрезеровании можно назвать скорость резания. Он определяет то, за какой период времени будет снят определенный слой материала с поверхности. На большинстве станков устанавливается постоянная скорость резания. При выборе подходящего показателя учитывается тип материала заготовки:
- При работе с нержавейкой скорость резания 45-95 м/мин. За счет добавления в состав различных химических элементов твердость и другие показатели меняются, снижается степень обрабатываемости.
- Бронза считается более мягким составом, поэтому подобный режим при фрезеровании может выбираться в диапазоне от 90-150 м/мин. Она применяется при изготовлении самых различных изделий.
- Довольно большое распространение получила латунь. Она применяется при изготовлении запорных элементов и различных клапанов. Мягкость сплава позволяет повысить скорость резания до 130-320 м/мин. Латуни склонны к повышению пластичности при сильном нагреве.
- Алюминиевые сплавы сегодня весьма распространены. При этом встречается несколько вариантов исполнения, которые обладают различными эксплуатационными характеристиками. Именно поэтому режим фрезерования варьирует в пределе от 200 до 420 м/мин. Стоит учитывать, что алюминий относится к сплавам с низкой температурой плавления. Именно поэтому при высокой скорости обработки есть вероятность существенного повышения показателя пластичности.

Встречается довольно большое количество таблиц, которые применяются для определения основных режимов работы. Формула для определения оборотов скорости резания выглядит следующим образом: n=1000 V/D, где учитывается рекомендуемая скорость резания и диаметр применяемой фрезы. Подобная формула позволяет определить количество оборотов для всех видов обрабатываемых материалов.
Рассматриваемый режим фрезерования измеряется в метрах в минуту режущие части. Стоит учитывать, что специалисты не рекомендуют гонять шпиндель на максимальных оборотах, так как существенно повышается износ и есть вероятность повреждения инструмента. Поэтому полученный результат уменьшается примерно на 10-15%. С учетом этого параметра проводится выбор наиболее подходящего инструмента.
Скорость вращения инструмента определяет следующее:
- Качество получаемой поверхности. Для финишной технологической операции выбирается наибольший параметр. За счет осевого вращения с большим количеством оборотов стружка получается слишком мелкой. Для черновой технологической операции, наоборот, выбираются низкие значения, фреза вращается с меньшей скоростью, и размер стружки увеличивается. За счет быстрого вращения достигается низкий показатель шероховатости поверхности. Современные установки и оснастка позволяют получить поверхность зеркального типа.
- Производительность труда. При наладке производства уделяется внимание и тому, какова производительность применяемого оборудования. Примером можно назвать цех машиностроительного завода, где налаживается массовое производство. Существенное снижение показателя режимов обработки становится причиной уменьшения производительности. Наиболее оптимальный показатель существенно повышает эффективность труда.
- Степень износа устанавливаемого инструмента. Не стоит забывать о том, что при трении режущей кромки об обрабатываемую поверхность происходит ее сильный износ. При сильном изнашивании происходит изменение показателей точности изделия, снижается эффективность труда. Как правило, износ связан с сильным нагревом поверхности. Именно поэтому на производственной линии с высокой производительностью применяется оборудование, способное подавать СОЖ в зону снятия материала.

При этом данный параметр выбирается с учетом других показателей, к примеру, глубины подачи. Поэтому технологическая карта составляется с одновременным выбором всех параметров.
Глубина резания
Другим наиболее важным параметром является глубина фрезерования. Она характеризуется следующими особенностями:
- Глубина врезания выбирается в зависимости от материала заготовки.
- При выборе уделяется внимание тому, проводится черновая или чистовая обработка. При черновой выбирается большая глубина врезания, так как устанавливается меньшая скорость. При чистовой снимается небольшой слой металла за счет установки большой скорости вращения инструмента.
- Ограничивается показатель также конструктивными особенностями инструмента. Это связано с тем, что режущая часть может иметь различные размеры.
Глубина резания во многом определяет производительность оборудования. Кроме этого, подобный показатель в некоторых случаях выбирается в зависимости от того, какую нужно получить поверхность.
Мощность силы резания при фрезеровании зависит от типа применяемой фрезы и вида оборудования. Кроме этого, черновое фрезерование плоской поверхности проводится в несколько проходов в случае, когда нужно снять большой слой материала.

Особым технологическим процессом можно назвать работу по получению пазов. Это связано с тем, что их глубина может быть довольно большой, а образование подобных технологических выемок проводится исключительно после чистовой обработки поверхности. Фрезерование т-образных пазов проводится при применении специального инструмента.
Подача
Понятие подачи напоминает глубину врезания. Подача при фрезеровании, как и при проведении любой другой операции по механической обработке металлических заготовок, считается наиболее важным параметром. Долговечность применяемого инструмента во многом зависит от подачи. К особенностям этой характеристики можно отнести нижеприведенные моменты:
- Какой толщины материал снимается за один проход.
- Производительность применяемого оборудования.
- Возможность проведения черновой или чистовой обработки.
Довольно распространенным понятием можно назвать подачу на зуб. Этот показатель указывается производителем инструмента, зависит от глубины резания и конструктивных особенностей изделия.
Как ранее было отмечено, многие показатели режимом резания связаны между собой. Примером можно назвать скорость резания и подачу:
- При увеличении значения подачи скорость резания снижается. Это связано с тем, что при снятии большого количества металла за один проход существенно повышается осевая нагрузка. Если выбрать высокую скорость и подачу, то инструмент будет быстро изнашиваться или попросту поломается.
- За счет снижения показателя подачи повышается и допустимая скорость обработки. При быстром вращении фрезы возможно существенно повысить качество поверхности. На момент чистового фрезерования выбирается минимальное значение подачи и максимальная скорость, при применении определенного оборудования можно получить практически зеркальную поверхность.
Довольно распространенным значением подачи можно назвать 0,1-0,25. Его вполне достаточно для обработки самых распространенных материалов в различных отраслях промышленности.
Ширина фрезерования
Еще одним параметром, который учитывается при механической обработки заготовок считается ширина фрезерования. Она может варьировать в достаточно большом диапазоне. Ширина выбирается при фрезеровке на станке Have или другом оборудовании. Среди особенностей отметим следующие моменты:
- Ширина фрезерования зависит от диаметра фрезы. Подобные параметры, которые зависят от геометрических особенностей режущей части, не могут регулироваться, учитываются при непосредственном выборе инструмента.
- Ширина фрезерования также оказывает влияние на выбор других параметров. Это связано с тем, что при увеличении значения также увеличивается количество материала, который снимается за один проход.

В некоторых случаях ширина фрезерования позволяет получить требуемую поверхность за один проход. Примером можно назвать случай получения неглубоких канавок. Если проводится резание плоской поверхности большой ширины, то число проходов может несколько отличаться, рассчитывается в зависимости от ширины фрезерования.
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
- Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры. На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
- Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы. К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
- Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.
- Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Выбор режима в зависимости от типа фрезы
Для получения одного и того же изделия могут применяться самые различные виды фрез. Выбор основных режимов фрезерования проводится в зависимости от конструктивных и других особенностей изделия. Режимы резания при фрезеровании дисковыми фрезами или другими вариантами исполнения выбираются в зависимости от нижеприведенных моментов:
- Жесткости применяемой системы. Примером можно назвать особенности станка и различной оснастки. Новое оборудование характеризуется повышенной жесткостью, за счет чего появляется возможность применения более высоких параметров обработки. На старых станках жесткость применяемой системы снижается.
- Уделяется внимание и процессу охлаждения. Довольно большое количество оборудования предусматривает подачу СОЖ в зону обработки. За счет подобного вещества существенно снижается температура режущей кромки. СОЖ должна подаваться в зону снятия материала постоянно. При этом также удаляется и образующаяся стружка, что существенно повышает качество резания.
- Стратегия обработки также имеет значение. Примером можно назвать то, что получение одной и той же поверхности может проводится при чередовании различных технологических операций.
- Высота слоя, который может сниматься за один проход инструмента. Ограничение может зависеть от размера инструмента и многих других геометрических особенностей.
- Размер обрабатываемых заготовок. Для больших заготовок требуется инструмент с износостойкими свойствами, который при определенных режимах резания сможет не нагреваться.

Учет всех этих параметров позволяет подобрать наиболее подходящие параметры фрезерования. При этом учитывается распределение припуска при фрезеровании сферическими фрезами, а также особенности обработки концевой фрезой.
Классификация рассматриваемого инструмента проводится по достаточно большому количеству признаков. Основным можно назвать тип применяемого материала при изготовлении режущей кромки. К примеру, фреза ВК8 предназначена для работы с заготовками из твердых сплавов и закаленной стали. Рекомендуется применять подобный вариант исполнения при невысокой скорости резания и достаточной подаче. В тоже время скоростные фрезы могут применяться для обработки с высоким показателем резания.
Как правило, выбор проводится с учетом распространенных таблиц. Основными свойствами можно назвать:
- Скорость резания.
- Тип обрабатываемого материала.
- Тип фрезы.
- Частота оборотов.
- Подача.
- Тип проведенной работы.
- Рекомендуемая подача на зуб в зависимости от диаметра фрезы.

Использование нормативной документации позволяет подобрать наиболее подходящие режимы. Как ранее было отмечено, разрабатывать технологический процесс должен исключительно специалист. Допущенные ошибки могут привести к поломке инструмента, снижению качества поверхности заготовки и допущению погрешностей в инструментах, в некоторых случаях, поломке оборудования. Именно поэтому нужно уделять много внимания выбору наиболее подходящего режима резания.
Выбор режима в зависимости от материала
Все материалы характеризуются определенными эксплуатационными характеристиками, которые также должны учитываться. Примером можно назвать фрезерование бронзы, которое проводится при скорости резания от 90 до 150 м/мин. В зависимости от этого значения выбирается величина подачи. Сталь ПШ15 и изделия из нержавейки обрабатываются при применении других показателей.
При рассмотрении типа обрабатываемого материала уделяется внимание также нижеприведенным моментам:
- Твердости. Наиболее важной характеристикой материалов можно назвать именно твердость. Она может варьировать в большом диапазоне. Слишком большая твердость делает деталь прочной и износостойкой, но при этом усложняется процесс обработки.
- Степени обрабатываемости. Все материалы характеризуются определенной степенью обрабатываемостью, зависящая также от пластичности и других показателей.
- Применение технологии улучшения свойств.
Довольно распространенным примером можно назвать проведение закалки. Подобная технология предусматривает нагрев материала с последующим охлаждением, после чего показатель твердости существенно повышается. Также часто проводится ковка, отпуск и другие процедуры изменения химического состава поверхностного слоя.
В заключение отметим, что сегодня можно встретить просто огромное количество различных технологических карт, которые достаточно скачать и использовать для получения требуемых деталей. При их рассмотрении уделяется внимание типу материала заготовки, виду инструмента, рекомендуемому оборудованию. Самостоятельно разработать режимы резания достаточно сложно, при этом нужно делать предварительную проверку выбранных параметров. В противном случае может пострадать как инструмент, так и применяемое оборудование.
Станки с ЧПУ – приборы, оснащенные системой числового программного управления. Оборудование этого типа позволяет осуществлять точную обработку заготовок автоматизированным или полуавтоматизированным способом.
Для выполнения различных работ предусмотрены режимы резания при фрезеровании на станках с ЧПУ. Таблица значений помогает понять, как правильно настроить рабочее устройство, чтобы оно не вышло из строя в ходе выполнения задачи.
Факторы, влияющие на работу станка
Выбор подходящих режимов зависит от целого ряда факторов. Для самыми важными факторами являются:
- скорость подачи и вращения шпинделя – допустимая норма рассчитывается в зависимости от возможностей режущего станка, типа обрабатываемого материала, а также сложности детали;
- ширина фрезерования – этот показатель настраивается на основе размеров обрабатываемой детали (точные данные можно найти в чертеже);
- глубина фрезерования – зависит от количества проходов фрезы (при простой фрезеровке на станке обычно достаточно одного прохода);
- скорость резания – показатель высчитывается на основе расстояния, которое проходит фреза по дереву или другому материалу в течение одной минуты (скорость также выставляется в зависимости от технических параметров заготовки);
- подача – показатель перемещения шпинделя по трем осям;
- подача в одну минуту – рассчитывается для определения времени, которое потребуется шпинделю на выполнение поставленной задачи.
Для настройки режимов и получения нужной информации рекомендуется пользоваться инструкцией к станку, а также допустимыми значениями и характеристиками обрабатываемых материалов в таблицах.
Способы повышения эффективности работы станка
Если планируется обработка пластика на фрезерном станке, рекомендуется использовать заготовки, полученные методом литья. Температура плавления таких деталей более высокая, благодаря чему риск получения повреждений при обработке сводится к минимуму. Наиболее оптимальный среди режимов для литых пластиковых заготовок – встречное фрезерование.
При работе с акрилом или алюминием следует применять смазочно-охлаждающие жидкости. Наиболее приемлемый вариант – универсальная техническая смазка. Если она отсутствует, охладить инструмент можно при помощи обычной воды. Аналогичные требования к полистиролу.
Если в процессе обработки акриловой детали затупилась фреза, необходимо снизить обороты. Снижение необходимо выполнять до возникновения колкой стружки. Чем ниже обороты, тем больше нагрузки получает режущий механизм. Поэтому описанная задача должна выполняться осторожно – в противном случае появляется риск поломки фрезерного станка. Это необходимо учесть тем, кто ранее резал неправильно.
Выполняя сверление или резку заготовок из пластика и мягкого металла, рекомендуется использовать фрезу однозаходного типа. Благодаря этому условию зона резанья не нагревается, и на нее не попадает стружка. В особенности это условие актуально при . Фанера может легко загореться от высокой температуры.
Многие люди режут материал поэтапно. Но наиболее подходящими режимами изготовления детали являются непрерывные виды обработки. Она обеспечивает стабильную нагрузку на рабочий станок, и сводит к минимуму риск возникновения дефектов на дереве или другом материале.
Чтобы показатель шероховатости поверхности не превышал норму, размер шага фрезы не должен быть больше ее диаметра. Для качественной фрезерной обработки необходимо минимум два прохода, одним из которых будет чистовой.

Если обрабатываются мелкие элементы, необходимо пользоваться уменьшенной скоростью. Если ее не снизить, в процессе обработки некоторые элементы детали могут отколоться, образовав дефект.
Важно! Скорость регулирует программное обеспечение станка.
Таблица: скорость резания материалов
В таблицу внесены общие значения для большинства станочных приборов, но они могут выходить за указанные рамки в зависимости от модификации фрезерных станков и особенностей материала. Например, для фанеры характерен более низкий показатель жесткости, чем имеет древесина, поэтому стандартные значения скорости не подойдут.
Погружение и кромка реза
Фрезеровка должна выполняться буровым способом, схожим с осуществлением сверления. Если торец не задевает обрабатываемый материал, необходимо выполнить перенастройку. Из-за отличий между кантами прохода, качество обработки сторон отличается. Рекомендуется:
- выполнять фрезеровку внутренних контуров по часовой стрелке;
- осуществлять фрезеровку внешних контуров против часовой стрелки.
Благодаря фрезерованию по этой системе менее качественная сторона будет срезаться.
Важно! Чем глубже погружение, тем выше вероятность поломки. При высокой скорости фреза должна погружаться на минимальную глубину, а резание выполняться в несколько проходов.

Вывод стружки
Для поддержания фрезы в работоспособном состоянии необходимо периодически делать вывод стружки. Сложность выполнения этой задачи зависит от скорости и глубины фрезерования.
Глубина фрезеровки древесины или другого материала не должна превышать три диаметра фрезы. Если нужно пройти пазы с большей глубиной, режем в несколько проходов. Если фрезеруются пластиковые заготовки, следует использовать фрезы, имеющие отполированные канавки.
Нагрев и смазывание
При повышении температуры и налипании стружки фреза утрачивает свои эксплуатационные характеристики, и работает хуже. Чтобы избежать поломки, нанесения вреда древесине или другим материалами, рекомендуется смазывать рабочие механизмы.
Необходимы к использованию:
- спирт и специальные эмульсии – при резке или сверлении алюминия и цветных металлов;
- мыльная вода – при обработке деталей, в составе которых имеется плексиглас.
При этом необходимо контролировать подачу и ее скорость. Определение оптимальных значений осуществляется в зависимости от материала и его толщины. Для настройки нужного показателя следует пользоваться значениями из таблицы.
Таблицы: скорость подачи
| Материал | Скорость для 3-миллиметрового торцевого инструмента (в миллиметрах в минуту) | Скорость для 6-миллиметрового торцевого инструмента (в миллиметрах в минуту) |
| Мягкие сорта дерева | от 1 до 1,5 тысячи | от 2 до 3 тысяч |
| Твердое дерево | от 0,5 до 1 тысяч | от 1,5 до 2,5 тысячи |
| Двухслойный пластик | 2 тысячи | отсутствует |
| Акрил и разные виды полистирола | от 0,8 до 1 тысячи | от 1 до 1,3 тысячи |
| ПВХ | от 1,5 до 2 тысяч | от 1,5 до 2 тысяч |
| Алюминиевые сплавы | от 0,5 до 0,8 тысячи | от 0,8 до 1 тысячи |
Значения в таблице указывают минимальный и максимальный показатели, на которых фрезерные станки могут исправно резать без риска возникновения сбоев.

Выбор фрезы
Настройка нужных режимов во многом зависит от характеристик используемой . Наиболее подходящий вариант – цельно твёрдосплавная фреза большого диаметра. Она имеет высокую стоимость, но обладает целым рядом преимуществ:
- высокий показатель точности;
- качественный отвод тепла;
- высокая скорость резания и подачи.
Для конкретной модели станка необходимо использовать фрезы, изготовленные производителем. Менее дорогостоящие ручные варианты могут лишь нанести вред станочному прибору.
От правильности выбора режимов резания при обработке металлических изделий на фрезерных станках зависит качество производимых работ. По этой причине аналитический расчет таких режимов должен осуществляться максимально грамотно и качественно.
1
При фрезеровании обработка деталей по своей сути намного сложнее, чем при точении. Связано это с тем, что любой зуб фрезерного инструмента при каждом обороте фрезы сначала входит, а затем выходит из контакта с обрабатываемым изделием. Причем процесс его входа в контакт сопровождается ударом достаточно ощутимой силы. Кроме того, с детали при фрезеровании снимается прерывистая стружка, толщина которой не является постоянной (при точении сечение стружки всегда имеет один и тот же показатель).
По указанным причинам оператору необходимо очень ответственно выполнять расчет режимов резания, чтобы добиться максимальной производительности фрезерного агрегата на самых выгодных условиях его функционирования с учетом мощности оборудования.
Фрезерная обработка детали
Под такими условиями понимают режимы резания, обеспечивающие оптимальное сочетание подачи при фрезеровании, скорости и силы процесса, глубины срезаемого металлического слоя с целью получения заданной чистоты и точности обработки при минимальных затратах на нее.
На любом металлообрабатывающем предприятии имеются стандартные нормативы, в которых даются четкие рекомендации, облегчающие выбор варианта резки различных заготовок. С их помощью можно разрабатывать операционные карты и непосредственно технологический процесс, в который включаются все элементы фрезерования. Но многие параметры, указанные в таких нормативах, не подходят для случаев, когда используется новое оборудование и современный режущий инструмент. В подобных ситуациях оператору приходится самостоятельно производить расчет режимов обработки. Далее мы опишем их основные элементы.
2
Материал, из которого сделана фреза, напрямую влияет на возможности и качество режущих операций. Наиболее эффективным инструментом признаются фрезы из и резцы с пластинками из твердых сплавов. Их используют в настоящее время для большинства фрезерных операций, но при условии, что технический потенциал станков (показатель мощности их двигателя, скорость вращения шпинделя и так далее) позволяет работать с такими приспособлениями.

Фрезы из быстрорежущей стали
Некоторые агрегаты старых моделей просто-напросто не могут применять твердосплавный и быстрорежущий инструмент. Тогда на них работают обычными концевыми и иными фрезами. Если же изделие после фрезерования должно иметь высокую точность и чистоту поверхности, и при этом скорость выполнения процедуры не имеет большого значения, лучше использовать приспособления из обычных легированных и .
Геометрия режущей части инструмента также влияет на выбор конкретного режима обработки детали. Форму и размеры, которые имеет зуб фрезы, задние и передние ее углы, параметры переходной кромки и углов подбирают из специальных таблиц. В них даются сведения о том, какие размеры обязан иметь зуб и все указанные углы при работе с заготовками, сделанными из различных материалов (легированные, жаропрочные, углеродистые стали, сплавы на основе меди, чугун). При использовании быстрорежущего инструмента все нужные параметры берутся из другой таблицы.

Разные виды инструмента
Современные комбинаты по производству фрез в большинстве случаев поставляют их с четко обозначенными геометрическими размерами, которые оговорены в соответствующих Госстандартах. Каким-либо образом изменить геометрию такого инструмента фрезеровщик не может, поэтому ему требуется правильно сделать выбор нужного ему приспособления (например, торцевой фрезы) из набора имеющихся рабочих приспособлений. Особых проблем при этом у опытного специалиста не возникает, так как он может воспользоваться таблицами с рекомендованными геометрическими величинами фрезерного инструмента.
3
Для рационального фрезерования любых изделий указанные параметры имеют огромное значение. Глубина (иными словами – толщина срезаемого слоя) представляет собой дистанцию между обработанной и обрабатываемой поверхностями. Величина срезаемого слоя обычно подбирается максимально большой, всегда стараются делать всего один проход инструмента с целью получения заданного результата фрезерования.
Если же поверхность готовой детали должна иметь повышенную чистоту и точность, следует осуществлять операцию в два прохода – черновой, а затем чистовой. Иногда величина срезаемого слоя высока и даже два прохода не позволяют качественно выполнить операцию. В данном случае требуемая глубина достигается посредством выполнения двух черновых проходов.

Осуществление чернового прохода
Кроме того, нужной толщины срезаемого слоя не всегда удается добиться за один проход на старых фрезерных агрегатах. Их силы (мощности электрооборудования) просто-напросто не хватает. В подобных ситуациях также рекомендуется делать две черновые процедуры. Под шириной фрезерования понимают ширину обрабатываемого изделия. Если на станке фрезеруется сразу несколько деталей, которые крепятся в зажимном механизме параллельно друг другу, учитывается их общая ширина.
Величину заготовок оператор узнает из рабочего чертежа, прилагаемого к каждому изделию, которое ему нужно обработать. Ширина и глубина, как элементы фрезерования, определяются достаточно легко даже неопытными рабочими. Но здесь стоит помнить, что показатель срезаемого слоя при работе с отливками и поковками из стали и чугуна, на поверхности которых имеются загрязнения, литейная корка или окалина, берется больше величины загрязненного слоя.
Если не прислушиваться к этому совету, зуб инструмента будет скользить по загрязненной поверхности и оставлять на ней дефекты в виде черновин. Необходимый показатель срезаемого слоя будет достигнут и в этом случае, но режущая кромка фрезы быстро придет в негодность. Да и затраты силы (мощности) оборудования потребуются значительные.

Срезание загрязненного слоя
- 0,5–1 мм – чистовая обработка;
- 5–7 мм – черновая обработка по чугунному и стальному литью;
- 3–5 мм – черновое фрезерование деталей из сталей разных марок.
Соблюдение данных показателей срезаемого слоя обычно гарантирует высокое качество обработки заготовок на станках любой мощности.
4
Показатель срезаемого слоя, а также ширина обработки обуславливают выбор диаметра рабочего приспособления. Подбор сечения фрезы для резания производится по трем таблицам для разных видов инструмента:
- дискового;
- торцового;
- цилиндрического.
Производительность фрезерной обработки зависит от грамотного подбора сечения фрезы, так как диаметр инструмента влияет на величину среза. Она будет при идентичной глубине фрезерования и подаче приспособления тем меньше, чем большее сечение имеет фреза. Производя расчет режимов обработки, это всегда нужно принимать во внимание.

Подбор диаметра фрезы
Отметим, что оператору станка проще работать со срезами большой толщины (чем меньше глубина резания, тем выше удельное давление, а значит, необходимо затрачивать больше силы для обработки). По этой причине при любой возможности он должен подбирать фрезу с минимальным диаметром. Сечение рабочего инструмента также влияет на расстояние, которое преодолевает фреза при одном проходе. Данный показатель называют величиной пути. Формула для его расчета учитывает величины перебега и врезания инструмента, а также непосредственно длину обрабатываемой детали.
Показатель перебега чаще всего равняется 2–5 миллиметрам. С целью снижения холостого хода фрезерного агрегата (по сути – для уменьшения величины перебега) нужно брать фрезы малого сечения. Расчет показателя врезания осуществляется по формуле, учитывающей глубину обработки детали на конкретном станке определенной мощности. Для большинства фрез любых типов готовые значения пути врезания даются в таблицах. Найти в них эти элементы несложно.

Инструмент малого сечения
Еще одной величиной, на которую влияет сечение инструмента, является крутящий момент определенной силы. Шпинделю агрегата следует сообщать меньший момент при малом диаметре фрезы, увеличивая его при повышении сечения приспособления для резания.
Учитывая все сказанное, может показаться, что целесообразнее всего производить выбор фрезы с малым сечением. Но это не так. Проблема заключается в следующем: со снижением диаметра инструмента для него необходимо подбирать оправку с малой жесткостью (так как фреза будет тонкой). А это ведет к потребности снижать величину срезаемой стружки с детали, то есть к необходимости уменьшать силы давления на оправку. Эффективность режима фрезерования при этом, как вы сами понимаете, снижается.
5
При чистовом фрезеровании подача зависит от того, какой чистотой должна будет характеризоваться обработанная поверхность изделия, при черновом – от следующих факторов:
- показатель жесткости схемы "деталь/фреза/станок";
- материал, из которого изготовлена деталь;
- углы заточки рабочего инструмента;
- величина мощности (силы) привода фрезерного агрегата;
- материал инструмента для резания.

Выбор подачи для обработки поверхности
Главным первоначальным показателем, по которому выполняется выбор подачи для черновой обработки, считается величина S(зуб). Она зависит от варианта монтажа (по отношению к детали, подвергаемой обработке) режущего инструмента, который определяет:
- толщину стружки;
- параметр угла, под которым зуб начинает взаимодействовать с заготовкой;
- величину угла, при которой зуб фрезы выходит из детали после ее обработки.

Элементы фрезы
Показатель S(зуб), как и иные элементы фрезерной обработки металлических заготовок, важен для правильного расчета режимов резания. Вручную его никто не высчитывает. Обычно пользуются стандартными таблицами, составленными для разных видов рабочего инструмента.
Выбор подачи при чистовой обработке также производится по табличным данным. Здесь есть один нюанс. На каждый зуб инструмента при чистовой обработке приходится очень малая величина подачи. Поэтому в таблицах даются значения на полный оборот инструмента, а не на один его зуб.
6
Скорость фрезерования определяется по специальным нормативам, включающим в себя множество карт для разных типов фрез и обрабатываемых материалов (для стали, алюминия и пр.). В таких картах учитываются мощности станков и другие их технические показатели. Выбрать нужную скорость обработки за счет этого достаточно просто.
Обратите внимание – стандартные таблицы для установления скорости содержат информацию для условий фрезерования одним инструментом при определенном уровне стойкости фрезы. Если стойкость инструмента отличается от табличного стандартного показателя, расчет скорости осуществляют с учетом поправочных коэффициентов. Последние созданы на основании следующих данных:
- для торцового инструмента – ширина обработки;
- свойства (механические) фрезеруемой заготовки;
- величина основного угла фрезы в плане;
- отсутствие либо наличие на детали окалины.

Таблица для расчета скорости резания
В описываемых нормативах для определения скорости указываются такие элементы – минутная подача и количество оборотов. Кинематика, показатели силы и технических возможностей шпинделя конкретного оборудования для фрезерования нередко отличаются от табличных данных. В подобных ситуациях рабочий на свое усмотрение подбирает рациональную скорость функционирования станка. При этом он обязан сделать выбор таким образом, чтобы фреза не затуплялась преждевременно.
Отдельно отметим, что при фрезеровании заготовок из алюминия рекомендуется назначать высокоскоростные режимы их обработки. Они обеспечивают при малых затратах силы электрооборудования большую глубину резания. Если же работать с деталями из алюминия на медленных скоростях, увеличивается риск выхода фрез из строя, ввиду того, что получающаяся мягкая стружка полностью забивает канавки инструмента.
ЭЛЕМЕНТАРНЫЕ ПОНЯТИЯ О ТЕОРИИ РЕЗАНИЯ
§ 10. ЭЛЕМЕНТЫ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
В процессе фрезерования зубья фрезы при ее вращении последовательно один за другим врезаются в надвигающуюся заготовку и снимают стружку, осуществляя резание.
Элементами резания при фрезеровании являются ширина фрезерования, глубина фрезерования, скорость резания и подача.
Ширина и глубина фрезерования
Шириной фрезерования называют ширину обрабатываемой поверхности в миллиметрах (рис. 52). Ширина фрезерования обозначается через В.

Глубиной резания при фрезеровании, или глубиной фрезерования
, или часто глубиной срезаемого слоя, называют толщину (в миллиметрах) слоя металла, снимаемого с поверхности заготовки фрезой за один проход, как это показано на рис. 52. Глубина фрезерования обозначается через t. Глубина фрезерования измеряется как расстояние между обрабатываемой и обработанной поверхностями.
Весь слой металла, который необходимо удалить при фрезеровании, называется, как указывалось выше, припуском на обработку. Глубина фрезерования зависит от припуска на обработку и мощности станка. Если припуск велик, обработку производят в несколько переходов. При этом последний переход производят с небольшой глубиной резания для получения более чистой поверхности обработки. Такой переход называют чистовым фрезерованием в отличие от чернового, или предварительного фрезерования, которое производят с большей глубиной
фрезерования. При небольшом припуске на обработку фрезерование производят обычно с одного прохода.

На рис. 53 показана ширина В и глубина фрезерования t при обработке основными видами фрез.
Скорость резания
Главным движением при фрезеровании является вращение фрезы. В процессе фрезерования фреза вращается с определенным числом оборотов, которое устанавливается при настройке станка; однако для характеристики вращения фрезы принимают не число ее оборотов, а так называемую скорость резания.
Скоростью резания
при фрезеровании называют путь, который проходят в одну минуту наиболее отдаленные от оси точки режущей кромки зуба фрезы. Скорость резания обозначается через υ.
Обозначим диаметр фрезы через D
и предположим, что фреза делает один оборот в минуту. В этом случае режущая кромка зуба фрезы пройдет в минуту путь, равный длине окружности диаметра D мм
, т. е. πD
миллиметров. В действительности фреза делает больше одного оборота в минуту. Предположим, что фреза делает n
оборотов в минуту, тогда режущая кромка каждого зуба фрезы пройдет в одну минуту путь, равный πDn мм
. Следовательно, скорость резания при фрезеровании равна πDn мм/мин
.
Обычно скорость резания при фрезеровании выражают в метрах в минуту, для чего необходимо полученное выражение скорости в мм/мин
разделить на 1000. Тогда формула скорости резания при фрезеровании примет вид:
Из формулы (1) следует, что чем больше диаметр D фрезы, тем больше скорость резания при данном числе оборотов, и чем больше число оборотов n шпинделя, тем больше скорость резания при данном диаметре фрезы.
Пример 1
. Фреза диаметром 100 мм делает 140 об/мин. Определить скорость резания.
В данном случае D
= 100 мм
; n
= 140 об/мин
. По формуле (1) имеем:
На производстве часто приходится решать обратную задачу: по заданной скорости резания υ определить число оборотов фрезы n
или ее диаметр D
.
Для этой цели применяют формулы:
Пример 2
. Обработку предложено производить при скорости резания 33 м/мин
. Фреза имеет диаметр 100 мм
. Сколько оборотов надо дать фрезе?
В данном случае υ = 33 м/мин
; D
= 100 мм
.
По формуле (2а) имеем:
Пример 3.
Скорость резания составляет 33 м/мин
. Число оборотов фрезы составляет 105 об/мин
. Определить диаметр фрезы, которую надо применить для данной обработки.
В данном случае υ = 33 м/мин
; n
= 105 об/мин
.
По формуле (26) получаем:
Не всегда на станке можно установить число оборотов шпинделя в минуту, которое точно соответствует полученному по формуле (2а). Также не всегда удается подобрать фрезу точно того диаметра, (который получается по формуле (26). В этих случаях берут ближайшее меньшее число оборотов шпинделя в минуту из имеющихся на станке и фрезу с ближайшим меньшим диаметрам из имеющихся в кладовой.

Для определения числа оборотов шпинделя при заданной скорости резания и выбранном диаметре фрезы можно пользоваться графиками. На графике рис. 54 указаны располагаемые числа оборотов шпинделя консольно-фрезерных станков второго и третьего размеров (6М82, 6М82Г и 6М12П, 6М83, 6М83Г и 6М13П), изображенные в виде лучей, вследствие чего такие графики называют лучевыми диаграммами
. На горизонтальной оси отложены диаметры фрез в мм
, а по вертикальной оси - скорости резания в м/мин
. Пользование графиком поясняется следующими примерами.
Пример 4
. Определить число оборотов шпинделя консольно-фрезерного станка 6М82Г при обработке стали цилиндрической фрезой из быстрорежущей стали диаметром 63 мм
, если задана скорость резания υ = 27 м/мин
.
По графику на рис. 54 от точки, соответствующей скорости резания 27 м/мин
, проводим горизонтальную линию до пересечения с вертикальной линией, проведенной от точки, соответствующей диаметру фрезы 63 мм
n
= 125 и n
= 160. Принимаем меньшее число оборотов n
= 125 об/мин
.
Пример 5
. Определить число оборотов шпинделя консольно-фрезерно-го станка 6М13П при обработке чугуна торцовой фрезой диаметром 160 мм
, оснащенной твердым сплавом, если задана скорость резания υ = 90 м/мин
.
По графику на рис. 54 от точки, соответствующей скорости резания 90 м/мин
, проводим горизонтальную линию до пересечения с вертикальной линией, проведенной от точки, соответствующей диаметру фрезы в 160 мм
. Искомое число оборотов шпинделя лежит между n
= 160 и n
= 200. Принимаем меньшее число оборотов n
= 160 об/мин
.
Такую лучевую диаграмму нетрудно вычертить самому для станка другой модели и размера.
Применение лучевой диаграммы упрощает подбор числа оборотов шпинделя станка и позволяет обходиться без применения формулы (2а).
Подача
Движение подачи при фрезеровании выполняется либо вручную, либо механизмом станка. Оно может быть осуществлено перемещением стола станка в продольном направлении, перемещением салазок в поперечном направлении и перемещением консоли в вертикальном направлении. У бесконсольных вертикально-фрезерных станков крестовой стол имеет продольное и поперечное перемещения, а вертикальное перемещение получает шпиндельная головка. При работе на продольно-фрезерных станках продольное перемещение имеет стол, а поперечные и вертикальные перемещения получают шпиндельные головки. При работе на круглом поворотном столе на вертикально-фрезерных станках, на карусельно- и барабанно-фрезерных станках имеет место круговая подача стола.
При фрезеровании различают:
подачу в одну минуту
- перемещение стола в миллиметрах за 1 мин.; обозначается s
и выражается в мм/мин
;
подачу на один оборот фрезы
- перемещение стола в миллиметрах за полный оборот фрезы; обозначается s 0
и выражается в мм/об
;
подачу на один зуб фрезы
- перемещение стола в миллиметpax за время, когда фреза повернется на часть оборота, соответствующую расстоянию от одного зуба до другого (на один шаг); обозначается s зy6
и выражается в мм/зуб
. Часто подачу на один зуб фрезы обозначают s z
.
На практике пользуются всеми тремя значениями подачи. Они связаны между собой простыми зависимостями:
где z - число зубьев фрезы.
Пример 6
. Фреза с 10 зубьями делает 200 об/мин
при подаче 300 мм/мин
. Определить подачу на один оборот фрезы и на один зуб.
В данном случае s
= 300 мм/мин
; n
=200 об/мин
и z
=10.
Подставляя известные величины, получаем:
Главное движение, или вращение фрезы, и движение подачи могут быть направлены навстречу друг другу - встречное фрезерование, называемое обычно фрезерованием против подачи , или в одном направлении - попутное фрезерование, называемое обычно фрезерованием по подаче .
Понятие о режиме резания при фрезеровании
Скорость резания, подача, глубина и ширина резания не могут выбираться произвольно фрезеровщиком по собственному усмотрению, так как это может вызвать преждевременное затупление фрезы, перегрузку и даже поломку отдельных узлов станка, нечистую поверхность обработки и т. д.
Все перечисленные выше элементы резания находятся в тесной зависимости друг от друга. Например, с увеличением скорости резания необходимо уменьшать подачу на зуб и снижать глубину резания, фрезерование с большой шириной резания требует уменьшения скорости резания и подачи, фрезерование с большой глубиной резания (черновую обработку) производят с меньшей скоростью резания, чем чистовую обработку, и т. д.
Кроме того, назначение скорости резания зависит от материала фрезы и материала заготовки. Фреза из быстрорежущей стали, как уже знаем, допускает большие скорости резания, чем из углеродистой стали; в свою очередь скорость резания для твердосплавной фрезы может быть в 4-5 раз выше, чем для быстрорежущей. Легкие сплавы можно фрезеровать со значительно большей скоростью резания, чем чугун. Чем тверже (крепче) стальная заготовка, тем меньше должна быть скорость резания.
Совокупность всех перечисленных выше элементов (скорость резания, подача, глубина и ширина фрезерования) в правиль-ном взаимном сочетании составляет режим резания при фрезеровании, или, сокращенно, режим фрезерования
.
Наука о резании металлов установила рациональные скорости резания и подачи при заданных глубине резания и ширине фрезерования при обработке различных металлов и сплавов для углеродистых, быстрорежущих и твердосплавных фрез, поэтому назначение режима фрезерования производится на научном основании по соответствующим таблицам, так называемым нормативам режимов резания.



