производственный файоль управление бережливый
Бережливое производство (далее lean, лин-менеджмент, lean production) - система мероприятий, направленных на снижение издержек и повышение качества производственных процессов, которые зародились в середине двадцатого века в компании Toyota и впоследствии были развиты американскими исследователями.
Цели Бережливого производства:
- 1) сокращение затрат, в том числе трудовых;
- 2) сокращение сроков разработки новой продукции;
- 3) сокращение сроков создания продукции;
- 4) сокращение производственных и складских площадей;
- 5) гарантия поставки продукции заказчику;
- 6) максимальное качество при определённой стоимости, либо минимальная стоимость при определённом качестве.
Основные элементы философии «Lean Production»:
- 1) устранение потерь во всех их формах;
- 2) привлечение всего персонала предприятия к совершенствованию производственных процессов;
- 3) идея о том, что совершенствование должно осуществляться непрерывно.
Компания Toyota выявила семь видов потерь, которые оказались типичными для различных видов предприятий как производственного, так и сервисного характера. Борьба за ликвидацию стала основой философии «бережливости».
- 1) Производство избыточной продукции. По мнению специалистов компании Toyota, самый крупный источник потерь - производство продукции в большом объеме, чем это необходимо на следующем этапе производственного процесса предприятия.
- 2) Простои по организационным или техническим причинам. Показателями, которые обычно используются для измерения простоев оборудования и работников, являются эффективность работы оборудования и производительность труда работников. Менее очевидным является простой оператора станка, занимающегося работой над незавершенной продукцией, которая на данный момент не нужна.
- 3) Транспорт. Перемещение материалов и деталей по предприятию, а также двойные или тройные перегрузки (перевалки) незавершенной продукции не добавляют стоимости конечной продукции предприятия. Можно снизить объем потерь, если изменить схему расположения технологического оборудования в цехе, сократив расстояния между технологическими операциями, установив рациональные маршруты транспортировки сырья и полуфабрикатов и выбрав правильное расположение рабочих мест.
- 4) Технологический процесс. Источником потерь может стать сам технологический процесс. Некоторые производственные операции являются результатом неудачного проектирования компонентов изделий или процессов переработки материалов или плохого эксплуатационного обслуживания оборудования. Поэтому в процессе совершенствования организации производства их безболезненно можно просто ликвидировать.
- 5) Запасы. Любые запасы должны вызывать у руководства предприятия стремление найти возможности к их ликвидации. Однако начинать надо с причин, вызывающих появление запасов: ликвидировав эти причины, можно добиться и снижения объема (или полную ликвидацию) запасов.
- 6) Движения работника на рабочем месте. Глядя со стороны, работник может казаться занятым, но на самом деле никакой добавленной ценности его работа не создает. Обширный источник снижения потерь, возникающих из-за лишних движений, - упрощение работ.
- 7) Бракованная продукция. Потери производства в результате низкого качества продукции нередко бывают весьма значительными. Общие затраты на поддержание качества продукции намного выше, чем это обычно считается, и поэтому очень важно выявить причины, вызывающие эти затраты.
Джеффри Лайкер исследовал производственный опыт Toyota наряду с Джеймсом Вумеком и Дэниелом Джонсом. В книге «Дао Toyota: 14 принципов менеджмента ведущей компании мира» он указал восьмой вид потерь: нереализованный творческий потенциал сотрудников (потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения к сотрудникам, которых вам некогда выслушать).
Чет Марчвински и Джон Шук указывают ещё два источника потерь - мура и мури, которые означают соответственно «неравномерность» и «перегрузку».
Мура - неравномерность выполнения работы, например колеблющийся график работ, вызванный не колебаниями спроса конечного потребителя, а скорее особенностями производственной системы, или неравномерный темп работы по выполнению операции, заставляющий операторов сначала спешить, а затем ждать. Во многих случаях менеджеры способны устранить неравномерность за счёт выравнивания планирования и внимательного отношения к темпу работы.
Мури - перегрузка оборудования или операторов, возникающая при работе с большей скоростью или темпом и с большими усилиями в течение долгого периода времени - по сравнению с расчетной нагрузкой (проект, трудовые нормы).
В книге «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании» Джеймс Вумек и Дэниел Джонс излагают следующие принципы Лин-менеджмента:
- 1) Определение ценности продукта.
- 2) Определение потока создания ценности продукта.
- 3) Выстраивание непрерывного потока создания ценности продукта.
- 4) Вытягивание продукта потребителем.
- 5) Стремление к совершенству.
В частности, система JIТ способна обеспечивать беспрерывный поток, но только при условии значительного сокращения времени переналадки оборудования. Сокращение времени на переналадку оборудования - это сокращение времени на переход от одного вида деятельности к другому. Это дает возможность сделать немного одних деталей, переналадить станок, сделать еще немного других деталей и так далее. То есть детали могут (и должны) изготавливаться только тогда, когда этого требует следующая производственная стадия.
Основные принципы Бережливого производства подразумевают существование определенных инструментов, с помощью которых компании создают свои производственные процессы.
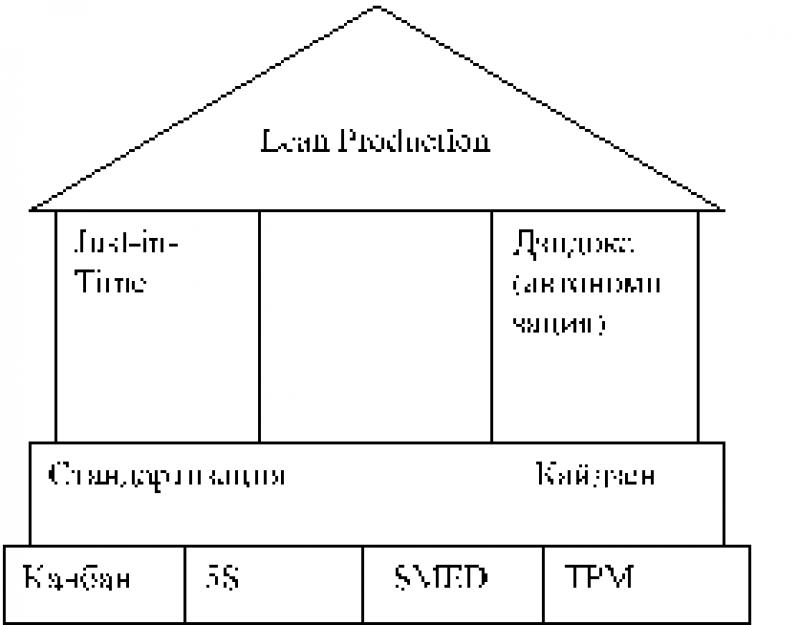
Тайити Оно писал, что производственная система компании Toyota стоит на двух «китах»: системе дзидока и «точно вовремя».
Поставки «точно в срок» (just-in-time) - метод планирования и управления, а также философия производства, целью которых является немедленное удовлетворение потребительского спроса с высоким качеством и без потерь.
Термин поставка «точно в срок» буквально отражает содержание этого понятия. Оно означает выпуск и предоставление товаров и услуг именно тогда, когда они нужны: ни раньше, поскольку в этом случае они будут ожидать своего часа в запасах, ни позже, поскольку тогда их придется ожидать заказчикам. Помимо фактора времени, содержащегося в понятии JIT, в эту концепцию входят требования качества и эффективности.
Чем же отличается подход JIT от традиционных подходов к организации производства? При традиционном подходе к организации производства исходят из того, что каждый этап производственного процесса «складывает» произведенную продукцию в запас. Такой запас является буферным (buffer inventory) или страховым запасом для последующего производственного этапа, располагающегося «ниже» по ходу общего процесса. Этот последующий этап производства забирает незавершенную продукцию из запаса, обрабатывает ее и передает в следующий буферный запас. Эти запасы выступают в качестве границ, отделяющих каждый производственный этап от соседних этапов. Буферные запасы делают каждый производственный этап относительно независимым, и поэтому, если на этапе «А» по какой-то причине (например, в результате выхода из строя оборудования) останавливается работа, участок «В» может продолжать работать, по крайней мере, в течение какого-то времени. Участок «С» сможет продолжать работу еще дольше, поскольку его работу обеспечивают два буферных запаса, и он прекратит работу только после выработки всего этого запаса. Однако, эту относительную изолированность приходится оплачивать созданием запасов (затрата оборотного капитала) и снижением пропускной способности (замедленной реакцией на запросы потребителей). В этот состоит главный аргумент против традиционного подхода к организации производства.
Выпущенная же в ходе производства «точно в срок» продукция подается напрямую на следующий этап производства. Теперь проблемы, возникающие на любом производственном этапе, оказывают на весь процесс производства другое воздействие. Например, если этап «А» перестает выпускать продукцию, этап «В» заметит это немедленно, а этап «С» - также очень скоро. Проблема, возникшая на этапе «А», теперь быстро становится известна всей системе, так как эта проблема влияет на систему в целом. В результате этого ответственность за решение проблемы возлагается теперь не только на персонал «А», а распространяется на весь персонал предприятия. Это существенно повышает вероятность оперативного решения проблемы, потому что она слишком важна, чтобы ее игнорировать. Другими словами, не допуская накапливания запасов между этапами производства, предприятие получает механизм повышения внутренней эффективности предприятия.
Дзидока (автономизация) - привнесение человеческого интеллекта в автоматические устройства, способные самостоятельно обнаруживать дефект, после чего сразу останавливать производственную линию и сигнализировать о том, что нужна помощь. Автономизация выполняет двойную роль. Она исключает перепроизводство, важную составляющую производственных потерь, и предотвращает производство дефектной продукции.
Кроме этих двух систем можно выделить следующие элементы бережливого производства: канбан, система «пять S», комплексное обслуживание оборудования (total productive maintenance, TPM), быстрая переналадка (SMED), кайдзен.
Термин «канбан» (kanban) в японской терминологии обозначает карточку или сигнал. Такая карточка является простым средством управления; она применяется для того, чтобы разрешить (дать сигнал) подачу материалов в системе управления «тянущегося» типа, подобной той, которая используется в системе JIT. Существуют разные типы знаков «канбан»: «канбан» перемещения или «канбан» движения. «Канбан» перемещения используется для подачи сигнала предыдущему участку о том, что материал можно забирать из запаса и направлять на следующий участок.
Производственный «канбан» - это сигнал производственному процессу, что можно выпустить деталь или единицу продукции для последующего ее перемещения в запас.
«Канбан» продавца используется для сигнализации поставщику о необходимости направить материал или детали на определенный участок производства. В этом отношении он похож на «канбан» перемещения, но обычно используется при взаимодействии не внутри организации, а с внешними поставщиками.
Какой бы тип системы «канбан» ни использовался, основной принцип всегда один: получение «канбан» запускает перемещение, производство или поставку одной единицы продукции или стандартной упаковки таких единиц. Если получены два «канбан», это сигнал о перемещении, производстве или поставке двух единиц продукции или двух стандартных упаковок продукции и так далее.
Существуют два правила, которые определяют использование системы «канбан». Они также известны как система с одной и двумя карточками. Чаще всего применяется система с одной карточкой, поскольку она самая простая. В ней действует только «канбан» перемещения (или «канбан» продавца для получения материалов от внешнего источника). В системе с двумя карточками применяется «канбан» перемещения и производства.
Система «пять S» подразумевает набор основных правил для сокращения потерь:
- 1) Проводи сортировку (Serti - Сейри). Убирай то, что не требуется и сохраняй то, что нужно.
- 2) Создай свое рабочее место (Seiton - Сейтон). Расположи инструменты в том порядке, в котором они при необходимости будут легко доступны.
- 3) Содержи рабочее место в чистоте (Seiso - Сейсо). Содержи инструменты в чистоте и порядке; на рабочем месте не должно быть мусора и грязи.
- 4) Стандартизируй (Seiketsu - Сейкетсу). Установи во всем норму, отвечающую стандарту.
- 5) Научись поддерживать определенный порядок (Shitsuke - Шитсуке). Развивай в себе потребность в поддержании стандартного порядка и гордость за это.
Эти правила уделяют основное внимание внешнему порядку, определенной организации в расположении инструментов и других необходимых предметов, чистоте, стандартизации рабочей обстановки. Они предназначены для устранения всех возможных потерь, связанных с неопределенностью, ожиданием, поисками необходимой информации, которые создают нестабильность в рабочей обстановке. Путем устранения всего ненужного, а также содержания инструментов и окружающих вещей в чистоте и порядке можно достичь необходимого порядка и обеспечить постоянное расположение нужных вещей на одном и том же месте. Уже одно это делает любую работу проще и сокращает время на ее выполнение.
Цель комплексного обслуживания оборудования (total productive maintenance, TPM) состоит в том, чтобы устранить изменчивость условий в ходе производственных процессов, вызываемых незапланированными остановками оборудования. Это достигается путем привлечения всего персонала к поиску возможностей улучшения обслуживания оборудования. Специалистов, отвечающих за этот процесс, поощряют принимать на себя ответственность за использование оборудования, заниматься его повседневным обслуживанием и проводить простой ремонт. При такой организации обслуживания оборудования специалисты по эксплуатации могут получить больше времени для повышения квалификации и углубления профессиональной подготовки, что необходимо для создания систем обслуживания более высокого уровня, повышения качества обслуживания более крупных систем эксплуатации.
Быстрая переналадка (SMED) работает с временем перенастройки оборудования (временем, необходимым для перехода с одного вида работ на другой). Сокращение времени переналадки оборудования можно достичь различными способами, например: сокращением времени поиска необходимых инструментов и оборудования, заблаговременным решением задач, из-за которых перенастройка может задержаться, а также постоянным использованием при перенастройке одних и тех те приемов.
Система «кайдзен» фокусируется на непрерывном совершенствовании процессов производства, разработки, вспомогательных бизнес-процессов и управления, а также всех аспектов жизни. В японском языке слово «кайдзен» означает «непрерывное совершенствование». Исходя из этой стратегии, в процесс совершенствования вовлекаются все - от менеджеров до рабочих, причем ее реализация требует относительно небольших материальных затрат. Философия кайдзен предполагает, что наша жизнь в целом (трудовая, общественная и частная) должна быть ориентирована на постоянное улучшение (Рис. 10). Схема связи «кайдзен» и других инструментов Бережливого производства изображена на Рис. 11.
Рис.

Рис.
Для внедрения Бережливого производства Джеймс Вумек предложил следующий алгоритм (Рис. 12):
- 1) Найти проводника перемен, лидера. Обычно эту роль выполняет кто-либо из руководителей компании. Важно лишь, чтобы это был один из лидеров, который сможет взять на себя ответственность за грядущие перемены.
- 2) Получить необходимые знания по системе бережливого производства. Агент перемен должен настолько проникнуться идеями бережливого производства, что они должны стать его второй натурой иначе все преобразования мигом остановятся, при первом же спаде производства. Сейчас существует много способов получения знаний. К их числу следует отнести литературу, в которой сейчас нет недостатка, обучающие курсы (семинары, тренинги) устраиваемые многочисленными консалтинговыми компаниями. Весьма полезным может стать посещение одного из предприятий, успешно внедривших бережливое производство.
- 3) Использовать или создать кризис, который станет рычагом. Именно кризис служит хорошим мотивом внедрения концепции «Lean Production» в организации. К сожалению, многие руководители компаний осознают необходимость использования бережливого подхода, лишь столкнувшись с серьезными проблемами.
- 4) Описать потоки создания ценности. Вначале отразить нынешнее состояние материальных и информационных потоков. Затем создать карту будущего состояния, из которой будут исключены операции и процессы, не создающие ценность для потребителя. После этого определить план перехода от нынешнего состояния к будущему.
- 5) Как можно быстрее начать с доступной, но важной и видимой всем деятельности. Во многих случаях рекомендуется начинать трансформацию с процесса физического производства, где результаты перемен становятся заметными лучше всего. Кроме того, начать можно и с процессов, которые, будучи крайне важными для фирмы, тем не менее, выполняются из рук вон плохо.

Рис.
- 6) Стремиться получить результаты проделанной работы как можно скорее. Немедленная обратная связь является одной из важнейших характеристик концепции «Lean Production». Работники должны видеть своими глазами, как новые методы приносят результаты. Им психологически важно увидеть, что организация начинает реально меняться.
- 7) Как только появится удобная возможность, двигаться дальше. Как только получены первые локальные результаты, можно начинать вносить изменения и в других частях потока создания ценности. Следует расширять сферу влияния бережливого производства. Например, переносить методику из производства в офисы, использовать практику непрерывного улучшения (кайдзен).
Олег Левяков
ЛИН (от англ. Lean – стройный, постный) производство или логистика «бережливого» производства вызвало колоссальный рост производительности труда и объемов продукции и остается основной системой производства во многих отраслях экономики мира.
Бережливое производство - это американское название Производственной системы Toyota . Создатель бережливого производства Тайити Оно начал первые опыты оптимизации производства еще в 1950-х годах. В те послевоенные времена Япония лежала в руинах и стране нужны были новые автомобили. Но проблема была в том, что спрос был не настолько велик, чтобы оправдать закупку мощной производственной линии, на манер Ford. Нужно было много разных видов автомобилей (легковые, мало- и среднетоннажные грузовики и пр.), но спрос на конкретный вид машины был невелик. Японцам пришлось учиться эффективно работать, создавая множество разных моделей в условиях невысокого спроса на каждую модель. Такую задачу до них не решал никто, так как эффективность понималась исключительно в терминах массового производства.
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на потребителя.
Отправная точка бережливого производства - ценность для потребителя. С точки зрения конечного потребителя, продукт (услуга) приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление этих элементов. Cердцем бережливого производства является процесс устранения потерь, которые по-японски называются словом «му́да». Му́да - это одно из японских слов, которое означает потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности. Например, потребителю совершенно не нужно чтобы готовый продукт или его детали лежали на складе. Тем не менее, в традиционной системе управления складские издержки, а также все расходы, связанные с переделками, браком, и другие косвенные издержки перекладываются на потребителя.
В соответствии с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: операции и процессы, добавляющие ценность для потребителя, и операции и процессы, не добавляющие ценности для потребителя. Следовательно, всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено.
Основными целями бережливого производства являются:
- сокращение затрат, в том числе трудовых;
- сокращение сроков создания продукции;
- сокращение производственных и складских площадей;
- гарантия поставки продукции заказчику;
- максимальное качество при определённой стоимости либо минимальная стоимость при определённом качестве.
Как уже было сказано выше история ЛИН системы началась с компании Toyota. Сакиши Тойода, один из основателей компании Toyota, считал, что производственному совершенствованию нет предела и независимо от состояния компании на рынке и её конкурентоспособности необходимо постоянное движение вперёд, улучшение всех производственных процессов. Результатом такой философии стала проводимая на предприятиях Toyota стратегия kaizen – «непрерывные усовершенствования». Сакиши Тойода поддерживал большие инвестиции в исследовательские работы по созданию новых автомобилей.
Кииширо Тойода, сын Сакиши, понимал, что ему придётся предпринять что-то необычное для того, чтобы успешно соперничать с американскими автогигантами (такими, например, как Ford). Для начала он ввёл на своих предприятиях понятие «точно вовремя» (Togo and Wartman), который означал, что любая деталь автомобиля должна была создаваться не раньше, чем в ней возникнет необходимость. Поэтому у японцев, в отличие от американцев, не было огромных складов с запасными деталями, при этом японцы экономили больше времени и ресурсов. Методы «kaizen» и «Togo and Wartman» стали основой производственной философии семейства Тойода.
Следующий в династии Эйджи Тойода начал свою деятельность с того, что разработал пятилетний план усовершенствования методов производства. Для этого в компанию Toyota в качестве консультанта был приглашён Таичи Оно, который ввёл карточки «kanban» – «отслеживание движений запасов». Таичи Оно научил рабочих подробно разбираться в методах «kaizen» и «Togo and Wartman», модернизировал оборудование и наладил правильное чередование выполняемых операций. Если возникала какая-то проблема со сборкой изделий на конвейере, то конвейер моментально останавливался, чтобы быстро найти и устранить любые неполадки. Компания Toyota реализовывала свою промышленную философию качества на протяжении двадцати лет, в том числе и у своих поставщиков.
Соиширо Тойода стал президентом, а затем председателем совета директоров Toyota Motor Corporation в 1982 году. Под его руководством Toyota стала международной корпорацией. Соиширо начал свою работу по усовершенствованию качества в компании с изучения работ американского эксперта по качеству Э. Деминга. Управление качеством на предприятиях Toyota стало более чётким, оно внедрялось во всех подразделениях компании.
Так, на протяжении нескольких поколений руководителей компании Toyota была разработана уникальная система качества, которая и легла в основу системы ЛИН.
Наиболее популярными инструментами и методами Бережливого производства являются:
- Картирование потока создания ценности (Value Stream Mapping).
- Вытягивающее поточное производство.
- Канбан.
- Кайдзен - непрерывное совершенствование.
- Система 5С - технология создания эффективного рабочего места.
- Система SMED - Быстрая переналадка оборудования.
- Система TPM (Total Productive Maintenance) - Всеобщий уход за оборудованием.
- Система JIT (Just-In-Time - точно вовремя).
- Визуализация.
- U-образные ячейки.
Картирование потока создания ценности - это достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений. Картирование потока создания ценности включает следующие этапы:
- Документирование карты текущего состояния.
- Анализ потока производства.
- Создание карты будущего состояния.
- Разработка плана по улучшению.
Вытягивающее производство (англ. pull production) - схема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге - потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
Система Канбан – это система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями, непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции - обратный: от i-той стадии на (i - 1)-ой.
Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка.
Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь:
- с i-той стадии на (i - 1)-ую запрашивается ("вытягиваются") требуемое количество незавершенного производства;
- с (i - 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
Средством передачи информации в системе CANBAN являются специальные карточки ("canban", в переводе с японского языка, - карточка). Применяют два вида карточек:
- карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i - 1)-ый этап и являются основанием для формирования производственной програм-мы (i - 1)-ого участка;
- карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i - 1)-ого.
Таким карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP - только 10-20 раз в год. Например, в корпорации Toyota Motors на один из производственных участков в 1976 году ресурсы поставлялись трижды в день, а в 1983 году - уже каждые несколько минут.
Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования "ноль запасов", становится требование "ноль дефектов". Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством.
Важными элементами системы CANBAN являются:
- информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты;
- система регулирования потребности и профессиональной ротации кадров;
- система всеобщего (TQM) и выборочного ("Дзидока") контроля качества продукции;
- система выравнивания производства.
Основные преимущества системы CANBAN:
- короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
- отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
- высокое качество продукции на всех стадиях производственного процесса.
Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы - на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Основные недостатки системы "точно в срок":
- сложность обеспечения высокой согласованности между стадиями производства продукции;
- значительный риск срыва производства и реализации продукции.
Кайдзен - это производное от двух иероглифов - «изменения» и «хорошо» - обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен - это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
Выделяют пять основных компонентов Кайдзен:
- Взаимодействие;
- Личная дисциплина;
- Улучшенное моральное состояние;
- Круги качества;
- Предложения по усовершенствованию;
Система 5С - технология создания эффективного рабочего места
Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык - сортировка, рациональное расположение, уборка, стандартизация, совершенствование.
- СОРТИРОВКА: отделить нужные предметы - инструменты, детали, материалы, документы - от ненужных, чтобы убрать последние.
- РАЦИОНАЛЬНОЕ РАСПОЛОЖЕНИЕ: рационально расположить то, что осталось, поместить каждый предмет на свое место.
- УБОРКА: поддерживать чистоту и порядок.
- СТАНДАРТИЗАЦИЯ: соблюдать аккуратность за счет регулярного выполнения первых трех S.
- СОВЕРШЕНСТВОВАНИЕ: превращение в привычку установленных процедур и их совершенствование.
Быстрая переналадка (SMED - Single Minute Exchange of Die) дословно переводится как «Смена штампа за 1 минуту». Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»- «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
- подготовка материалов, штампов, приспособлений и т.п. - 30%;
- закрепление и снятие штампов и инструментов - 5%;
- центрирование и размещение инструмента - 15%;
- пробная обработка и регулировка - 50%.
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
- разделение внутренних и внешних операций наладки,
- преобразование внутренних действий во внешние,
- применение функциональных зажимов или полное устранение крепежа,
- использование дополнительных приспособлений.
Система TPM (Total Productive Maintenance) - Всеобщий уход за оборудованием в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ - составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования.
Система JIT (Just-In-Time - точно вовремя) - система управления материалами в производстве , при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку "точно вовремя" комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Визуализация - это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы - норма или отклонение.
Наиболее часто используемые методы визуализации:
- Оконтуривание.
- Цветовая маркировка.
- Метод дорожных знаков.
- Маркировка краской.
- «Было»-«стало».
- Графические рабочие инструкции.
U-образные ячейки - Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.

В период высочайшей конкуренции и обостряющегося кризиса, у предприятий всего мира нет другого пути, чем, используя лучшие мировые технологии менеджмента, создавать продукты и услуги, максимально удовлетворяющие клиентов по качеству и цене.
Потери в любом производственном процессе – неизбежная проблема для многих предприятий, как производящих продукцию, так и оказывающих услуги. Потери – это состояние, которое, мягко говоря, не добавляет ценности продукту или услуге. Для того чтобы обнаруживать потери, сначала необходимо их распознавать. Можно выделить восемь видов потерь, из-за которых теряются до 85% ресурсов предприятия:
- Потеря творческого потенциала. Когда к сотруднику относятся как к винтику в механизме, который можно в любой момент выкинуть или заменить другим, когда отношения сводятся к схеме «работайте руками и строго выполняйте указания начальника», интерес сотрудников к работе неуклонно падает. Эксперты считают, что такой порядок вещей устарел, он тянет компанию назад, что не замедлит сказаться на прибыли компании. В той же Японии в различных компаниях появляются «кружки качества», на которых любой имеет право высказать свои предложения по улучшению качества процессов. Аналитики считают, что в XXI веке успех будет у тех компаний, которые смогут создать у своего персонала ощущение вовлеченности в совершенствование производства.
- Излишнее производство, выражающееся в том, что выпускается больше товара, чем требуется, либо раньше, чем требует заказчик. В результате те ресурсы, которые можно было потратить на улучшение качества, тратятся на увеличение количества.
- Задержки. Когда рабочие простаивают в ожидании материалов, инструментов, оборудования, информации, это всегда следствие плохого планирования или недостаточно налаженных связей с поставщиками, непредвиденных колебаний спроса.
- Ненужная транспортировка, когда материалы или продукция перемещаются чаще, чем это нужно для непрерывного технологического процесса. Важно доставлять всё необходимое своевременно и в нужное место, а для этого на предприятии должны быть реализованы хорошие схемы логистики.
- Чрезмерные запасы, или хранение на складах большего числа продукции, чем продаётся, и большего числа материалов, чем необходимо для технологического процесса.
- Излишняя обработка. Продукция должна выходить из производства настолько качественной, чтобы по возможности исключать её переделки и доработки, а контроль за качеством должен быть быстрым и эффективным.
- Дефекты, которых нужно избегать всеми силами, потому что на улаживание претензий заказчиков уходят дополнительные средства: если необходимо исправить дефектное изделие, расходуются лишние время, силы и деньги.
- Не налаженные передвижения, или неважно поставленный процесс доставки инструментов, материалов внутри самого предприятия, лишние передвижения сотрудников по помещениям.
По данным исследования Института комплексных стратегических исследований (ИКСИ) о распространении бережливого производства в России в марте-апреле 2006 года из 735 опрошенных российских промышленных предприятий 32 % использовали японский опыт. В марте-апреле 2008 года был проведён повторный опрос. Применение Lean Manufacturing на промышленных предприятиях России в 2006-2008 гг.» на III Российском Лин-форуме «Бережливая Россия». Предприятия, которые первыми начали применять методы бережливого производства: Горьковский автомобильный завод (Группа «ГАЗ»), РУСАЛ, ЕвразХолдинг, Еврохим, ВСМПО-АВИСМА, ОАО «КУМЗ», Челябинский кузнечно-прессовый завод (ОАО «ЧКПЗ»), ОАО «Соллерс» («УАЗ», «ЗМЗ»), КАМАЗ, НефАЗ, Сбербанк России ОАО и др.
Бережливое производство (лин) (англ. lean production, lean manufacturing от lean - «тощий, стройный») – система простых решений, благодаря которым можно добиться повышения эффективности и снижения издержек.
На сегодняшний день все большее количество предприятий встает на бережливый путь развития, который позволяет с помощью организационных мер повысить производительность труда от 20 до 400% в течение года. Воспользовавшись только одним из инструментов бережливого производства – изменив потоки перемещения изделий, за два года можно увеличить производительность труда на 30%. Так поступил Генеральный Директор Калужского завода автомобильного электрооборудования. Теперь завод ставит более амбициозные планы повышения производительности – еще на 50%.
Технологии бережливого производства действительно дают результаты, они необходимы предприятиям. Об этом и пойдет речь далее.
8 принципов бережливого производства, повышающих эффективность предприятия
В работе нашей компании используются принципы лин-менеджмента, в основе которого – стремление без задержек выпускать в нужных количествах только востребованные товары, не накапливая запасов на складах. При комплектовании заказов мы стараемся избегать действий, не добавляющих ценности продукту. Это, например, хранение ненужных запасов, лишняя обработка и длительные перемещения продукции внутри склада. Приведу несколько идей, которые нам удалось реализовать. Описанные действия позволили снизить ротацию персонала, улучшить эргономику рабочего процесса, повысить его безопасность. Производительность на всех участках обработки заказов выросла на 20% за шесть-семь месяцев.
1. Весовой контроль . Один из способов ликвидации потерь в логистическом центре – весовой контроль готовых заказов. Он позволяет найти ошибки до того, как заказ попадет к клиенту, что снижает число претензий. Так, если фактический вес коробки с заказом не совпадает с расчетным, то ее не заклеивают, а отправляют на проверку и при необходимости на дополнительную сборку.
2. Конвейерная система для использованной тары . Конвейер проложен через все участки сборки и автоматически доставляет использованный гофрокартон на участок прессования, где горизонтальный пресс почти без участия оператора выдает кипу прессованного картона. Это минимизирует работы, связанные с оборотом использованной тары, и уменьшает объем бумажной пыли. В результате снижается уровень загрязнения окружающей среды, оборудование реже выходит из строя. Прессованный картон мы продаем компаниям на переработку.
3. Отбор по свету . По конвейеру площадью 9,2 тыс. кв. м движутся коробки, а сотрудники на сборочных станциях вкладывают в них продукцию с помощью системы pick by light. С ее внедрением производительность сбора заказов в нашем центре на 50% превысила производительность в других центрах обработки заказов Oriflame в России. Кроме того, линия сборки построена по принципу ABC, что позволяет минимизировать число станций сборки и оптимизировать затраты на единицу продукции. Вот как распределяется товар:
- зона А – самая быстрая зона сборки, здесь размещают около 20% товаров, которые попадают в более чем 80% заказов;
- зона В – сюда приходит порядка 30% товара (или каждая десятая коробка);
- зона С – сюда попадает свыше 1,5 тыс. наименований с наименьшей популярностью (или каждый 50-й заказ).
Технология pick by light (англ., отбор по свету) используется для сбора заказов на рабочей станции. На табло, размещенном под ячейкой отбора, загорается световой сигнал. Кладовщик отбирает из этой ячейки продукцию и кладет ее в коробку с заказом, которая движется по конвейерной линии. Затем нажимает на табло кнопку, подтверждая выполнение данной операции.
4. Визуализация . Большинство элементов визуализации (разметки, различные сигналы) построены так, что даже новый сотрудник без труда поймет их смысл. Так, напольная разметка помогает поддерживать порядок возле рабочих зон конвейера, она показывает, где место тех или иных материалов, а где их ставить запрещено. С помощью вспомогательных знаков (фотографий, трафаретных изображений) можно точно указать, как должно стоять оборудование или какой тип материала должен быть на конкретном месте. Это сокращает время на поиск оборудования и материалов, упрощает подготовку новичков. С помощью переносных табличек можно управлять потоками продукции на ограниченном пространстве, что бывает очень полезно на небольших складах.
5. Ортопедический ковер . Комплектовщики, которые складывают штучные товары в коробки, постоянно находятся в движении, и к концу смены их производительность падает. Мы оборудовали такие рабочие места специальным ортопедическим ковром. За счет мягкой, но упругой структуры он снижает нагрузку на ноги и спину человека при перемещении по станции, подобно кроссовкам для бега. А противоскользящая поверхность предотвращает риск травм и помогает поддерживать скорость сборки.
6. Принцип «все под рукой» . Чем популярнее товар, тем ближе к комплектовщику он расположен. Продукцию с высокой оборачиваемостью мы кладем на расстоянии вытянутой руки, товары, которые заказывают реже, находятся дальше. Для сокращения времени на отбор из верхних ячеек на рабочих местах установлены металлические подножки, которые позволяют сотрудникам без труда дотянуться даже до верхней полки.
7. Монитор производительности труда . Он в режиме реального времени показывает скорость сборки заказов всей линии и отдельных станций. Так мы можем оценить работу каждого сборщика, при этом сотрудники начинают соревноваться друг с другом. Монитор удачно дополняют монетарную мотивацию и делает систему KPI более прозрачной. Кроме того, такая система всегда позволяет выявить ошибки на каждой станции.
8. Баллы за идею . Самое важное – вовлечь рабочих в процесс улучшения. Именно от них должны поступать идеи по ликвидации потерь. Мы стараемся достигнуть цели за счет внедрения философии бережливого производства в сознание сотрудников, обучения руководителей и специалистов алгоритму пошаговых изменений по принципу PDCA (англ., Plan-Do-Check-Act – планирование – действие – проверка – корректировка).
Сейчас дорабатываем систему мотивации сотрудников в зависимости от индивидуального вклада в общий процесс. Частично новая система работает в логистическом центре в Будапеште. Смысл ее в том, что за каждую идею сотрудник получает баллы, которые может обменять на призы, причем оцениваются любые идеи, даже те, которые не подходят для реализации.
7 «бережливых» идей, которые сработают в 100% компаний
Редакция журнала «Генеральный директор» вместе с предприятием «Ростсельмаш» провела практикум «Производственная система: операционная эффективность в действии». Сначала слушали выступление спикеров, а во второй половине дня отправились на экскурсию по цехам. В статье вы найдете идеи бережливого производства , которые вполне можно реализовать в любой компании.
Возможные причины потерь на предприятии
1. Ненужные перемещения сотрудников .
- нерациональная организация рабочих мест – из-за неудобного размещения станков, оборудования и пр;
- работники вынуждены делать лишние движения, чтобы найти соответствующую оснастку, инструмент и пр.
Как избежать потерь? Выполняется хронометраж одного из рабочих мест на протяжении всей смены. Следует посчитать траты времени работника для ходьбы к месту нахождения инструментов, комплектующих, аксессуаров, их поиска – данное время умножаем на общее число рабочих в смене и на количество смен в течение года. Благодаря этому возможен расчет потерь предприятия в течение года по причине ненужных перемещений своих сотрудников.
Пример устранения потерь. В работе одного из участков автомобильного предприятия все инструменты находились в общем шкафу. Работники брали один инструмент в начале смены, затем нужно было его менять на другой. Операторам суммарно приходилось тратить порядка 10-15% своего времени для лишних походов к шкафу и вновь на рабочее место. Поэтому решено было выделить каждому сотруднику свою тумбу для инструмента. Благодаря этому удалось сократить все перемещения, обеспечив более удобное и рациональное рабочее место – с повышением производительности труда наших сотрудников на 15%.
2. Необоснованная транспортировка материалов . В данную категорию входят перемещения материалов, которые не обеспечивают дополнительную ценность для продукта. Возможные причины потерь на предприятии:
- значительное расстояние между цехами, среди которых производится транспортировка продукции;
- неэффективная планировка своих помещений.
Расчет потерь. Для примера – нужно представить поступившую на склад заготовку. Затем продумываем алгоритм, по которому данная заготовка проходит все технологические стадии производства. Нужно рассчитывать, на сколько метров нужно переместить заготовку, какое количество раз она будет поднята и поставлена, какой объем ресурсов для этого необходим, сколько ценности на выходе утрачивается либо добавляется (порой такие перемещения приводят к снижению качества заготовки). Рассчитанные потери умножаем на число заготовок, которые проходят через производственный процесс на протяжении года.
Как избавиться от потерь? Крупногабаритная корпусная деталь на автомобильном предприятии перемещалась на сварочный участок два раза. Производилась сварка корпуса, затем он возвращался на прежнее место, чтобы обработать поверхность – и вновь приходилось отправлять на сварку (для приваривания сборочной единицы) и снова на исходное место. В результате возникали серьезные траты времени для перемещения детали и ожидания погрузчика. Для снижения временных потерь сварочный пост был расположен рядом с участком электротележки и механической обработки. Добились экономии времени 409 мин. ежемесячно. Сэкономленного времени оказалось достаточно для производства еще 2 корпусов.
3. Ненужная обработка . Возникают подобные потери в ситуации, когда определенные свойства продукта не несут пользы для заказчика. В том числе:
- Ненужные покупателям функции поставляемой продукции.
- Необоснованно сложная конструкция выпускаемых изделий.
- Дорогая упаковка продукции.
Расчет потерь. Следует посетить покупателя (заказчика) для уточнения – как он использует продукцию вашего предприятия. Если специализируетесь на выпуске деталей, нужно ознакомиться с процессом монтажа и сопутствующих операций у своего потребителя. Необходимо составить перечень конструктивных элементов и свойств материалов своей продукции, которые не имеют значения для своего потребителя. Также нужно уточнить у заказчика – какие свойства товаров он считает для себя ненужными либо второстепенными. Нужно оценить размер собственных трат, которые ранее требовались ради подобных ненужных свойств.
Пример из практики. На одном из предприятий по выпуску автобусов, все поверхности окрашивались по высочайшему классу точности. Мы провели опрос своих потребителей и установили – такие требования к точности покраски им не требуются. Поэтому были внесены изменения в свой технический процесс – для невидимых поверхностей класс точности был снижен. Удалось добиться снижения издержек на сотни тысяч рублей ежемесячно.
4. Время ожидания . Причиной данных потерь становится простой оборудования, машин, сотрудников в ожидании следующей либо предыдущей операции, поступления информации либо материалов. Вызвана подобная ситуация может быть следующими факторами:
- Выход оборудования из строя.
- Проблемы с поставками полуфабрикатов, сырья.
- Ожидания распоряжений руководителей.
- Отсутствие нужной документации.
- Проблемы в работе программного обеспечения.
Расчет потерь. Необходимо вести хронометраж действий либо бездействия своих сотрудников, также работы (либо простоя) оборудования на протяжении смены. Нужно определить, какой период простаивают рабочие, сколько бездействовало оборудование. Время простоя сотрудников и оборудования умножается на число сотрудников (единиц оборудования) и количество смен в году – на выходе получатся общие потери.
Пример из практики. В одном из цехов нашего автомобильного производства был долгий простой оборудования по причине частых поломок. Для снижения времени простоя в самом цеху был организован пункт по ремонту и обслуживанию. При выходе нашего станка из строя рабочему достаточно было обратиться к ремонтникам, чтобы они сразу устранили существующую проблему. Параллельно мастер направлял заявку на рассмотрение главного механика. Такой подход позволил нам снизить время простоя сотрудников и оборудования на 26 человеко-часов каждый месяц.
5. Скрытые потери от перепроизводства . Считается наиболее опасным типом потерь, поскольку провоцирует и другие виды потерь. Однако в практике многих компаний принято считать нормальной ситуацию, когда выпускают больше продукции, чем требуется для заказчика. Потери от перепроизводства могут быть вызваны следующими причинами:
- Работа с крупными партиями продукции.
- Планирование полной загрузки своей рабочей силы и оборудования.
- Производство невостребованной продукции.
- Объемы выпуска продукции превышают спрос среди потребителей.
- Дублирование работы.
Расчет своих потерь. Необходимо рассчитать количество хранящейся невостребованной продукции на складах предприятия в течение месяца, квартала либо года. Стоимость данных товаров и будет равна замороженному капиталу. Нужно также рассчитать необходимые затраты для содержания своих складских помещений и площадей. Какое количество продукции испортится в процессе хранения? Суммирование этих показателей позволит определить свои потери в результате перепроизводства.
Пример из практики. Автомобильное предприятие по выпуску запасных комплектующих и автокомпонентов работало на пределе возможностей с регулярным повышением объемов. Однако на складах постоянно оставалась часть продукции. По результатам изучения спроса потребителей и прибыли от каждого вида товаров удалось понять – лучше исключить в своем производстве определенные позиции, а освободившиеся мощности уже направить для производства востребованных деталей. Компания смогла полностью исключить в своей практике потери от перепроизводства, добившись роста прибыли на десятки миллионов рублей.
6. Лишние запасы . Появляются избытки в ситуации, когда приобретаются необходимые материалы и сырье впрок. В результате компании приходится столкнуться с определенными потерями:
- оплата труда работников склада;
- затраты для аренды складских помещений;
- незавершенное производство;
- длительное хранение негативно сказывается на свойствах материалов.
Расчет потерь. Нужно определить количество запасов, хранящихся на складе, не востребованных ранее, чем спустя неделю – какие затраты требуются для хранения. Также нужно учитывать количество материалов на складе, которые для производства не понадобятся – и сколько из них испорченных материалов. Теперь нужно понять, какие средства заморожены, в какую сумму вылились испорченные материалы.
Пример из практики. Незавершенное производство на предприятии по выпуску автобусов составляло 16 дней. Количество определенных комплектующих при сборке было чрезмерным, но других наименований регулярно было недостаточно. Поэтому организовали поставку на сборку необходимых деталей каждый день в нужном количестве.
7. Дефекты и их устранение . Данные потери вызваны переделкой своей продукции, ликвидируя дефекты, возникшие при работе.
Расчет потерь. Следует посчитать количество бракованных товаров в своем каталоге в течение месяца и года. Какие затраты потребуются для утилизации данной продукции. Какие ресурсы вкладываются для переделки дефектной продукции? Нужно учитывать – данные расходы не возлагаются на заказчика, поскольку его деньги направлены на покупку лишь годной продукции.
Пример. На предприятии был слишком высокий процент бракованных товаров – полуфабрикаты для тортов не проходили под эстетические нормы. Были внесены соответствующие изменения на производстве, с использованием методов контроля качества на стадии изготовления. Если были неполадки, срабатывало оповещение и останавливался весь процесс – для немедленного устранения проблемы. Такой подход позволил снизить случаи бракованной продукции примерно на 80%.
Внедрение бережливого производства на предприятии
В деятельности нашего предприятия с марта 2008 года внедряются актуальные методы бережливого производства. В Уральском регионе в прошлом году значительно вырос спрос на покупку профитролей. Для растущего рынка необходимы были значительные объемы. Но на тот период в нашем распоряжении была лишь одна производственная линия, поэтому задумались о повышении производительности при нынешних мощностях. Именно для этого и требовались методы бережливого производства.
Схема создания продукта. На 1-й стадии использовали технику VSM – рисуем схему, на которой изображается каждый этап движения потоков информации и материалов. Нужно сначала выделить, что необходимо получить по результатам данного процесса и определить первый шаг для достижения цели. Затем нужно построить цепочку необходимых действий для движения из первой стадии к следующей Указываем на своей карте продолжительность каждого этапа и необходимое время для передачи материалов и информации с одного этапа на следующий. Помещаться схема должна на одном листе – для оценки взаимодействия всех элементов. После анализа схемы изображаем усовершенствованную карту, на которой отображен уже усовершенствованный процесс с внесенными корректировками.
Ликвидация потерь. Благодаря анализу карты можно понять узкие места при производстве профитролей. Среди проблем были неэффективное использование кадров, торможение лишних запасов, неоптимальное размещение оборудования. Чтобы избавиться от потерь, была использована система 5C для оптимизации расположения оборудования – предполагает пять основных правил. А именно – соблюдай порядок, сортируй, стандартизируй, совершенствуй и содержи в чистоте.
Для начала – наведение порядка. Отметили оборудование и материалы красным маркером, которые не использовали на протяжении месяца. Оказалось, что требовались лишь 4 из 15 тележек, ненужные из них направили на склад.
Следующая стадия – стандартизация месторасположения своего оборудования. Четко определили границы каждого объекта на производстве – с помощью разметки на полу. Мы отметили красным цветом места нахождения опасных агрегатов, желтый использовался для другого оборудования. Повесили все инструменты на специальный стенд, для каждого из которого место также указали разметкой.
Следующая задача – стандартизация работы сотрудников благодаря способу визуализации. На стенах помещения были размещены стенды с изображениями алгоритма рабочих операций и способов выполнения. Благодаря данной схеме работник мог легко ориентироваться в рабочем процессе. Также размещены на стендах фотографии стандартной и бракованной продукции. При выявлении брака останавливается производства до устранения причин, направляя полуфабрикаты и нестандартную продукцию на переработку.
Далее – моделирование процесса, учитывая снижение потерь при транспортировке, перемещении и ожидании. В частности, эклеры и профитроли в ротационной печи раньше выпекались последовательными партиями (сначала 10 тележек эклеров, затем десять тележек профитролей). Когда заканчивались профитроли возникал простой инжектирующей машины и работников. Решили сократить партии профитролей до трех тележек и эклеров – до 7. Была выполнена разметка тележек для эклеров синим цветом, для профитролей – желтым. Мы создали сигнальную систему – при поступлении желтой тележки надо начать выпекать дополнительную тележку профитролей. Такой же принцип использовался и для эклеров.
Также решено было отказаться от неиспользуемого оборудования, было приобретено новое – в том числе инжектирующая машина и дополнительный ленточный конвейер.
Благодаря бережливому производству удалось снизить число работников производственной линии до 11 сотрудников вместо 15 – добившись повышения выработки до 9000 наборов вместо прежних 6000 за смену. Рост выработки в расчете на одного сотрудника составил 818 наборов вместо 400. Трех сотрудников перевели на более квалифицированную работу. Суммарно удалось добиться роста производительности на 35-37%. Также была организована площадка для обучения своих сотрудников новым методам организации производства.
Внедрив систему бережливого производства, мы избавились от складских запасов
Татьяна Бертова , руководитель регионального распределительного центра компании «ТехноНиколь», Рязань
Елена Ясинецкая , директор по персоналу компании «ТехноНиколь», МоскваРуководители предприятия порядка 8 лет назад поняли – используемые способы управления не обеспечивают необходимый эффект. Тогда решили использовать бережливое производство. Были внесены различные усовершенствования, для многих из них не требовались значительные расходы, но при этом позволили достичь солидного экономического эффекта. Хотелось бы заострить внимание вот на чем.
- Чтобы сократить время отгрузки готовой продукции, нами были установлены указатели номеров эстакад, также схемы проезда на территории нашего предприятия. Водителям стало проще ориентироваться на территории и быстрее находить места загрузки, меньше задерживаясь на заводе – удалось добиться значительной экономии времени.
- Перепланировка складских зон и производственных площадей – для экономии используемых площадей свыше 30%.
Суммарно нам удалось достичь роста производства продукции на 55% с повышением оборачиваемости в два раза – даже сократив штат на 2 единицы. В расчете на одного работника выработка увеличилась свыше, чем на 200%.
Успешный опыт заставил нас задуматься над использованием данных методик для других подразделений.
Что сделать, чтобы внедрение «бережливых» процессов было эффективным
Основная причина для оптимизации – дефицит производственных площадей. Пилотный проект в данном направлении – улучшение производственного процесса по выпуску теплообменников для систем кондиционирования. Группа по внедрению бережливого производства включала в себя представителей производства, служб снабжения, технологического бюро, службы главного инженера и службы качества.
Чрезвычайно полезная на начальной стадии помощь со стороны экспертов. Хотя они сразу подчеркнули – любые предложения по усовершенствованию производственных процессов должны поступать от рабочей группы, эксперты же должны лишь оказывать помощь в управлении проектом. Также в работе над проектом участвовали и руководители компании – оценивая результаты работы и утверждая цели самого проекта. На своем опыте рассмотрим основные факторы, которые влияют на успешность интеграции методик бережливого производства:
Ориентированность на заказчика. Необходимо рассматривать каждую жалобу со стороны клиента, с организацией внутреннего расследования. Предпринятые меры должны быть ориентированы на профилактику подобных недочетов в дальнейшем благодаря совершенствованию процесса. Также следует учитывать другой значимый аспект – при посещении предприятия каждый потребитель должен получить уверенность в надежном сотрудничестве, со своевременным и качественным выполнением своих заказов.
Вовлечение персонала. Внедрение системы бережливого производства невозможно без привлечения сотрудников. Но при привлечении сотрудников к участию, нужно уважительно относиться к их инициативам по совершенствованию производственных процессов с обеспечением комфортных условий труда. На предприятии регулярно проводим опрос с получением данных об условиях труда, доступности нужной документации, организации рабочих мест и пр. Затем предпринимаются необходимые меры для совершенствования всех процессов с обязательным привлечением сотрудников. Если какие-то инициативы работников нецелесообразны либо неосуществимы, то на собраниях коллектива корректно объясняем причины отказа.
Наглядность. Обязательным условием для бережливого производства становится система визуального управления. Благодаря ней возможен контроль хода производства в любой момент. На стенах помещений недавно разместили схемы объектов – поэтому каждый может понять, где сейчас находится, с быстрым поиском необходимого участка. Все участки оборудованы стендами, показывающими степень соответствия выпуска товаров нашим планам и причины задержек. Необходимо понимать исходные, а не только непосредственные причины возникших проблем. К примеру, дефект сварного соединения стал причиной нарушения графика – однако истинная причина может заключаться в слабом качестве деталей либо недостаточном опыте сварщика.
Выравнивание нагрузки. Рассматривается не только планирование равномерной загрузки производства и уровня запасов, но также сглаживание колебаний потребительского спроса. Необходимо наладить общение с покупателями, чтобы они понимали – неравномерная производственная загрузка приводит к негативным последствиям и для них.
Измерение улучшений. Сотрудники и акционеры должны понимать – вносимые изменения оказывают положительный эффект для производственных и финансовых показателей предприятия. Необходимо, чтобы система поощрений сотрудников зависела от деятельности всего коллектива, но при этом был учет и индивидуальных достижений. К примеру, благодаря пилотному проекту по объединению групп изделий и снижению запасов в незавершенном производстве удалось обеспечить следующий эффект:
- сокращение производственных циклов в 2.5-7 раз;
- рабочее время использовалось эффективнее до 85% вместо прежних 50%. А именно – на выпуск продукции тратится 85% рабочего времени;
- вдвое сокращен объем изделий в незавершенном производстве;
- сокращение общего расстояния перемещения изделия в процессе производства на 40%;
- уменьшение времени наладки на 50%.
Однако главное достижение бережливого производства на нашем предприятии – производственные мощности увеличились на 25% без капитальных затрат и расширения площадей.
Бережливое производство спасло Тойоту
Любые перемены - это путь, путешествие. Только 10% людей знают, зачем они отправились в дорогу. Они согласны делать все, чтобы преодолеть этот путь. Большинство же не понимают, зачем нужны перемены. Они просто наблюдатели. Еще 10% изо всех сил сопротивляются необходимости что-то менять. Они тормозят движение вперед. Если Вы сталкиваетесь с необходимостью перемен, определите, кто из Ваших помощников - гребцы, кто - наблюдатели, а кто - противники перемен. А потом помогайте гребцам и не обращайте внимания на нытиков, даже если они пытаются помешать. И, если Вы выбрали правильный путь, наблюдатели со временем тоже станут Вам помогать.
Морали этой японской притчи последовал руководитель одного американского машиностроительного предприятия. Завод оказался в кризисе (в сходной ситуации сейчас находятся многие российские предприятия), перед ним возник целый ряд проблем:
- нехватка времени, авральный режим производства, не позволяющий внедрять новые управленческие решения;
- неадекватность процессов: большинство операций не укладывалось во время цикла, процессы управления не выполнялись как следует;
- нестабильная работа оборудования;
- отсутствие четких стандартов (в отношении персонала, процессов, оборудования, материалов, рабочих мест);
- отсутствие визуального менеджмента, несвоевременное реагирование на проблемы;
- невовлеченность рабочих в процесс принятия решений;
- запутанная система учета.
Все это привело к тому, что завод выпускал ежедневно на двадцать автомобилей меньше запланированного, оборудование постоянно ломалось, во всех цехах были проблемы с качеством. Перед Генеральным Директором возник серьезный выбор: уйти и позволить собственникам закрыть завод или попробовать восстановить его. За образец был взят производственный менеджмент компании «Тойота». Были поставлены цели:
- улучшить на 20% показатели техники безопасности, качества, доставки и на 20% сократить издержки;
- сократить на 25% расходы, вызванные нарушением принципов эргономики.
Внедрение элементов бережливого производства давалось очень нелегко, но Генеральному Директору удалось изменить стратегию и вовлечь в процесс перемен не только руководителей высшего и среднего звена, но и рабочих и мастеров бригад. Вот основные решения, которые помогли спасти завод:
- создание атмосферы непрерывного совершенствования, или подход кайдзен (переводчик упомянул в названии книги греческий танец сиртаки, который очень хорошо передает суть этого подхода - вовлеченность в процесс и заинтересованность всех участников);
- выделение рабочих групп по решению проблем;
- выявление узких мест с помощью ежедневного анализа продукции и учета текущего состояния производства;
- внедрение визуального управления;
- организация постоянного обучения и ротации сотрудников;
- стандартизация производственных процессов;
- предотвращение появления дефектов;
- наведение порядка на рабочем месте и уход за оборудованием;
- внедрение так называемой вытягивающей системы производства (производство только при поступлении заказа).
Копирование материала без согласования допустимо при наличии dofollow-ссылки на эту страницу
5S - Организация рабочего пространства. Визуализация проблем, быстрое обнаружение отклонений и потенциальной опасности для здоровья, качества, производства.
Andon - Система информирования о проблеме. Сигнал подается при обнаружении проблемы. Система поощряет остановку производства, чтобы предотвратить массовое возникновение дефектов. Немедленное внимание к месту, где обнаружена проблема. Быстрая эскалация в случае невозможности решить проблему. Дефект не распространяется.
Bottleneck analysis / Поиск бутылочного горлышка. Определение самого “узкого” места в производственной цепочке, которое не позволяет производить больше или быстрее. Улучшение в “бутылочном горлышке” влечет за собой улучшение производительности и “выход” производственной линии. Вы укрепляете самое слабое звено в своей производственной цепи.
Выстраивание потока (Continuous Flow) - Выстраивание производственных потоков без остановок и скопления буфера. Устраняются многие виды потерь: излишние запасы, время, транспортировка.
Gemba (“место сражения”). Этот подход напоминает нам о том, что все самое важное происходит не в офисах, а непосредственно на производственной площадке. Вовлечение руководства, уменьшение скорости реакции на проблемы, укрепление дисциплины, получение информации “из первых рук” без искажений.
Хейдзунка (хейджунка, Heijunka). Это инструмент выравнивания заказов в производстве. С помощью этого инструмента заказ клиента разбивается на небольшие партии, выстраивается в особом порядке, позволяя снизить риски и производить разнообразную продукцию за короткие промежутки времени. Снижается время производства, каждый продукт (вариант) производится чаще, уменьшается потребность в запасе материалов. В случае остановок у вас есть полный набор продукции для поставок клиенту.
Hoshin Kanri (Хосин канри), развертывание политики. Этот инструмент позволяет связать стратегические цели руководства компании, с тактическими задачами руководства, и более детальными действиями производственных групп. Помогает организации достигать своих целей. Каждый сотрудник движется в направлении, которое задается руководством. Уменьшаются потери появляющиеся при недостаточной коммуникации между сотрудникам.
Джидока (Jidoka). Метод частичной автоматизации оборудования. В отличие от полной (и очень дорогой) автоматизации, частичная позволяет автоматически найти проблему и остановить производство. Один работник может наблюдать за работой нескольких машин (станков) - это уменьшение затрат, и своевременное обнаружение проблемы решает проблемы качества.
Точно в срок (Just in time, JIT). Метод производства и поставок основанный на “вытягивании” именно того количества компонентов, готовых изделий, которые необходимы клиенту в данный момент. Применение JIT невозможно без работающих систем “Выстроенный поток”, Хейдзунка, Канбан, Стандартизация, Время такта. Сверхэффективный способ снизить запасы материалов, готовых изделий, размеры занимаемых площадей. Этот метод также улучшает поток денежных средств (cash flow).
Постоянное улучшение (Kaizen). Совместные усилия всех сотрудников компании по достижению ежедневных побед, достижений, улучшений в производстве. Общий синергический эффект, совместные усилия всех сотрудников помогают найти практически неограниченные возможности для уменьшения издержек, уменьшения потерь. Если в компании есть культура постоянных улучшений, то она становится практически вечным двигателем по уменьшению потерь.
Канбан (Вытягивающая система, Kanban). Метод регуляции потоков материалов и готовой продукции, как внутри предприятия, так и вне его (с поставщиками и клиентами). Метод основан на системе сигналов, показывающих потребность компонентов или готовой продукции. Уменьшение потерь, излишних складских запасов, перепроизводство. Замечено, что при работающей системе Kanban результаты складской инвентаризации гораздо лучше.
KPI, Ключевые индикаторы. Система метрик специально разработанная для анализа критически важных направлений деятельности организации. KPI это мощный драйвер для команды. Лучшие индикаторы всегда связаны со стратегическими целями компании, помогают своевременно выявить риски и потери, работники оказывают на индикаторы прямое воздействие.
Muda (потери). Все что не приносит ценности для клиента. Уменьшение потерь - это цель всей системы бережливого производства. Нужно знать все виды потерь и уметь их выявлять на ранней стадии.
Общая эффективность оборудования (Overall Equipment Effectiveness, OEE). С помощью этого инструмента отслеживаются три категории потерь связанных с работой оборудования: готовность, производительность, качество. Отвечает на вопрос на сколько эффективно вы используете свое оборудование? ОЕЕ является сбалансированным показателем, отражающим реальное положение дел, позволяющим улучшать производство и повышать прибыль предприятия.
PDCA (Планируй Делай Проверяй Воздействуй). Признанный метод внедрения изменений и улучшений. Мы много о нем писали и пишем и будем писать. Методика PDCA прежде всего это системный подход к решению проблем, внедрению изменений и улучшений. И в сумасшедшем мире производства эта системность и размеренность очень ценна.
Poka-Yoke, пока-йоке (Защита от ошибки, защита от дурака). Разработка методов предотвращения ошибок непосредственно в производственный процесс. Целью является достижение 0 дефектов. Предотвращение ошибок это дешевле, чем инспекция, контроль, проверка.
Анализ коренных причин. Нужно убивать коренные причины, а не бороться с их последствиями. Существует множество методов обнаружения коренных причин - наиболее простой метод последовательно спрашивать почему пять раз (метод “5 почему?”). Избавляясь от коренных причин проблем, вы гарантировано предотвращаете возникновение этих проблем в будущем.
SMED, Быстра переналадка (Single Minute Exchange of Die). Набор теоретических и практических методов, которые позволяют сократить время операций наладки и переналадки оборудования. В основе переналадок лежат две группы действий: внешние и внутренние. Внутренние выполняются после остановки оборудования, внешние можно проводить во время работы оборудования. Цель методики SMED - преобразовать внутренние операции во внешние. Упрощает выпуск мелких партий, увеличивает полезное время работы оборудования.
6 причин потери производительности. Универсальные и наиболее частые причины потери производительности: Поломки (Breakdowns), настройки (Setup/Adjustments), мелкие остановки (Small Stops), уменьшение скорости (Reduced Speed), отказы на запуске (Startup Rejects), отказы в работе (Production Rejects). Это готовые “мишени”, в которые вы можете “стрелять” на любом производстве в любой день. Последовательно решайте одну проблему за другой и уменьшайте время простоя.
Цели SMART. Это мнемоническая аббревиатура английских слов: Specific, Measurable, Attainable, Relevant, and Time-Specific. Любая цель должна быть SMART, а именно (далее по-русски) Конкретна, Измерима, Достижима, Актуальна, Ограничена по времени. Эффективно поставленная цель уменьшает потери, вызванные неправильной трактовкой задачи и плохой коммуникацией.
Стандартизированная работа. Документированная процедура (инструкция), в которой зафиксирован лучший опыт выполнения данной операции. Данный документ “живой”, постоянно обновляется и актуализируется. Если на предприятии несколько одинаковых машин, они должны использовать единый стандартизированный метод работы. Уменьшение потерь за счет распространения лучшего опыта. Уменьшение рисков по качеству.
Время такта (Takt time). Это интервал времени или периодичность, с которой потребитель запрашивает готовую продукцию. Или тот интервал времени или периодичность, с которой мы эту готовую продукцию отгружаем нашему клиенту / потребителю. Отвечает на вопрос, с какой производительностью должна работать каждая производственная ячейка или каждый производственный участок, чтобы удовлетворить спрос клиента.
TPM, всеобщее предупредительное обслуживание оборудования. Важная идея TPM - вовлечение в процесс обслуживания оборудования всего персонала предприятия, а не только технических служб. Целью TPM является увеличение продолжительности срока службы оборудования. Меньше поломок, меньше простоев, меньше ошибок и влияния на качество со стороны оборудования.
VSM. Создание карты потока создания ценности (Value Stream Mapping). Этот метод помогает увидеть ценные операции и те, которые не добавляют ценности. Создавая карту, вы лучше поймете свой процесс и увидите свои потери. Это отличный метод планирования будущих изменений.
Visual Factory (Визуализация). Метод простых и понятных индикаторов используемых на заводе для обмена информацией. Позволяет любому понять текущую ситуацию на производстве (пример, зеленый - нет проблем, красный - есть проблемы).
Производственный процесс современного предприятия представляет собой сложный механизм превращения полуфабрикатов, сырья, материалов и других предметов труда в готовую продукцию, которая удовлетворяет потребности общества. Главной задачей производственной системы при этом становится непрерывное совершенствование «потока создания ценности» для потребителя, в основе которого лежит рациональное сочетание во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Это позволяет выпускать продукцию при минимальных затратах труда и от этого зависят экономические показатели и результаты производственно - хозяйственной деятельности предприятия, в том числе себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.
Вместе с тем на многих предприятиях одним из главных вопросов является вопрос эффективности производственных процессов с точки зрения длительности производственного цикла. Существует необходимость затрачивать массу усилий на координацию всех вспомогательных и обслуживающих производств для бесперебойного обеспечения основного производства сырьем, электроэнергией, а также своевременное обслуживание оборудования, складирование, транспортировку. Ситуация с выходом из строя оборудования на одном технологическом этапе приводит к вероятности остановки всего цеха. Отсюда, организация бесперебойного эффективного производственного цикла на предприятии приобретает особую актуальность и значимость для оптимизации затрат и достижения наилучших конечных результатов.
Эффективность производства на большинстве предприятий напрямую связана со сложностью и длительностью производственного цикла. Чем длительнее этот цикл, чем большее количество вспомогательных и обслуживающих производств в нем задействовано, тем менее эффективным оказывается производство в целом. Объясняется эта закономерность очевидной необходимостью затрачивать массу усилий на координацию всех действий по бесперебойному обеспечению основного производства сырьем, энергоносителями, по обслуживанию оборудования, по транспортировке и складированию продукции, погрузке-выгрузке. Неисправность оборудования на одном технологическом этапе может привести к сбоям в работе всего производства, вплоть до полной его остановки. Таким образом, особо важным для повышения эффективности и достижения наилучших результатов становится решении проблемы стабильного функционирования всей производственной системы.
Одним из путей решения данной проблемы является внедрение системы Lean-технологий («Бережливого производства») , которая призвана оптимизировать производственные процессы, постоянно улучшать качество продукции при неизменном сокращении издержек. Система представляет собой не просто технологию, но целую концепцию управления, предполагающую максимальную ориентацию производства на рынок с заинтересованным участием всего персонала организации. Опыт внедрения описываемой технологии, хотя бы в виде отдельных элементов, на предприятиях различных отраслей показал ее перспективность, вследствие чего не вызывает сомнений необходимость изучения этого опыта и дальнейшего расширения сферы его применения.
Экономическая сущность Lean-технологий
Как экономическая дефиниция производство является системой преобразования сырья, полуфабрикатов и других предметов труда в готовую продукцию, обладающую для общества потребительской ценностью. Главная задача производственной системы заключается в непрерывном совершенствовании процесса создания ценности для потребителя путем рационального сочетания во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Таким образом, достигается экономия времени, материальных и трудовых ресурсов, уменьшается себестоимость продукции, возрастает рентабельность производства, улучшаются все экономические показатели производственно-хозяйственной деятельности предприятия.
По мере развития производственных отношений развиваются и совершенствуются и системы управления производственными процессами. Одной из последних стала система «Бережливого производства» (Lean manufacturing), основанная на принципах эффективного управления ресурсами, внимания к нуждам заказчика, концентрации на проблеме устранения всех видов потерь, всестороннего использования интеллектуального потенциала персонала предприятия. Одна из главных целей системы - снижение издержек, управление производственным предприятием, основанное на постоянном стремлении к устранению всех видов потерь.
Концепция «Бережливого производства» объединяет оптимизацию производственных процессов, направленную на постоянное улучшение качества продукции при неизменном сокращении затрат, с вовлечением в этот процесс каждого сотрудника. Концепция максимально ориентирована на рыночные условия хозяйствования.
В течение последних двадцати лет в мировой практике все шире стала применяться новая парадигма производительности. Она первоначально возникла в компании Toyota и получила название – Toyota Production System (TPS) . Она ориентирована на рост в условиях постиндустриальной экономики, когда вместо массового производства, опирающегося на гарантированный спрос, возникла потребность в диверсифицированном производстве, способном удовлетворять индивидуальные запросы клиентов, оперирую малыми партиями разнообразных товаров, включая и штучную продукцию. Главной задачей такого производства стало создание конкурентоспособных продуктов в необходимом количестве, в кратчайшие сроки и с наименьшими затратами ресурсов.
Отвечающее новым требованиям производство назвали «бережливым» (lean, lean production, lean manufacturing), а предприятия, повысившие операционную эффективность своего производства, благодаря внедрению новой системы – «бережливыми» (lean enterprise).
«Бережливые» предприятия отличаются от остальных следующим:
1. Основа производственной системы таких предприятий – люди. Они являются созидательной силой в процессе производства конкурентоспособной продукции, а технологии и оборудование – только средство достижения поставленных целей. Никакая теория, стратегия, технология не сделают предприятие успешным; этого добьются только люди на основе своего интеллектуального и творческого потенциала.
2. Производственные системы «бережливых» предприятий ориентированы на полное исключение потерь и постоянное совершенствование всех процессов . В повседневной работе по предотвращению всех возможных видов потерь и непрерывному совершенствованию участвуют все сотрудники компании от рабочих до высшего руководства.
3. Руководство предприятия принимает решения , учитывающие перспективу дальнейшего развития , при этом сиюминутные финансовые интересы не являются определяющими. Менеджмент таких компаний не занимается бесполезным администрированием – командованием, неоправданно жестким контролем, оценкой сотрудников при помощи сложных систем разнообразных показателей, он существует для разумной организации процесса производства, своевременного обнаружения, решения и предупреждения проблем. Умение видеть и решать проблемы на своем рабочем месте ценится в каждом сотруднике – от высшего руководства до рабочих.
Ключевыми инструментами Lean-системы для повышения производительности труда являются:
- Система 5S
– управленческая методика, предназначенная для эффективной организации рабочего пространства. Название произошло от японских слов, начинающихся на S, которым и в русском языке можно подобрать начинающиеся на букву С аналоги, это:
- 1) Сортировка предметов и/или документации на рабочем месте по степени их необходимости и частоте применения с ликвидацией всего ненужного;
2) Систематизация, когда каждый предмет должен находится в определенном легкодоступном месте;
3) Соблюдение чистоты и порядка;
4) Стандартизация упорядоченного предыдущими процедурами рабочего места;
5) постоянное Совершенствование разработанного стандарта. - Эти несложные и, на первый взгляд, малозначительные процедуры, тем не менее, влияют на эффективность труда, исключают потери вещей и времени, снижают вероятность возникновения пожаров и прочих чрезвычайных ситуаций, а в целом создают благоприятный микроклимат на рабочем месте.
- 1) Сортировка предметов и/или документации на рабочем месте по степени их необходимости и частоте применения с ликвидацией всего ненужного;
- Стандартизированная работа – чёткий и максимально визуализированный алгоритм выполнения какой-то определённой деятельности, включающий в себя стандарты продолжительности цикла операций, последовательности действий при выполнении этих операций, количества находящихся в работе материалов и предметов (уровень запасов).
- Методология «Прорыв к потоку» заключается в выравнивании и повышении эффективности производственного потока посредством создания фиксированных производственных циклов. В каждом из выделенных циклов внедряются рассмотренные в предыдущем пункте принципы стандартизированной работы.
- Концепция TPM (англ. Total Productive Maintenance) – система всеобщего обслуживания оборудования. Данная система подразумевает под собой совмещение эксплуатации оборудования с постоянным техническим уходом за ним. Благодаря постоянному мониторингу и содержанию оборудования в рабочем (исправном) состоянии производственным персоналом, снижается уровень потерь, вызванных поломками, простоем оборудования из-за ремонтных работ, в том числе и плановых, что позволяет обеспечить наивысшую эффективность на протяжении всего жизненного цикла оборудования. При этом освобождаются силы ремонтного персонала для решения более важных задач.
- Система SMED (англ. Single Minute Exchange of Die) – технология проведения быстрой переналадки оборудования. В процессе переналадки оборудования можно различить две группы операций – внешние, которые можно проводить без остановки оборудования, например, подготовка инструментов и материалов, и внутренние, для проведения которых необходим перерыв в работе оборудования. Суть системы заключается в переводе максимального количества внутренних операций в группу внешних, что становится возможным, благодаря внедрению ряда технологических и организационных усовершенствований.
- Система вытягивающего производства представляет собой подход к организации производственного потока, исключающий потери, связанные с перепроизводством или ожиданием завершения предыдущего этапа работ. Каждая технологическая операция как бы «вытягивает» необходимое количество продукции из предыдущей и передает следующей. В результате этого в процессе производства не возникает ни излишков продукции, ни её дефицита.
- Система подачи и рассмотрения предложений предоставляет всем сотрудникам понятный механизм реализации предложений по совершенствованию и предусматривает меры по стимулированию сотрудников к подаче таких предложений.
Комплексное использование Lean-инструментов позволяет без значительных инвестиций, практически только за счёт внутренних резервов компании добиться значительного роста производительности труда. По сути, Lean-концепция – это определённый подход ко всем вопросам организации производства, позволяющий не только реализовывать инновационные технологии, повышающие производительность труда и эффективность производства, но создать условия для формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
Процесс предотвращения ошибок, применяемый в Lean-системах
Широко распространенным методом предотвращения ошибок, который используется в Lean-системах является приём Poka-yoke.
Poka-yoke – (poka – случайная, непреднамеренная ошибка; yokе –предотвращение ошибок), (англ. Zero defects – Принцип нулевой ошибки) – принцип, заключающийся в поисках причин возникновения ошибок и создании методик и технологий, исключающих саму возможность их появления. Если другими способами, кроме правильного, работу выполнить невозможно, а работа выполнена, значит, выполнена она без ошибок – такова основополагающая идея метода.
Различные дефекты в продукции могут возникать из-за забывчивости человека, невнимательности, непонимания, неосторожности и т.п. Такого рода ошибки естественны и неизбежны, под таким углом их и надо рассматривать для нахождения способов их предотвращения.
Методика предотвращения ошибок предусматривает:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха.
Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изготовленное изделие будет бездефектным, а процесс его производства, соответственно, протекает без сбоев.
Повышение эффективности управления предприятиями за счет Lean-технологий
В целом использование принципов Lean может дать значительные эффекты (в разах):
- рост производительности – в 3-10 раз;
- уменьшение простоев- в 5-20 раз;
- уменьшение длительности цикла изготовления – в 10-100 раз;
- уменьшение складских запасов – в 2-5 раз;
- уменьшение случаев брака – в 5-50 раз;
- ускорение выхода на рынок новых изделий – в 2-5 раз.
Лучшая зарубежная и российская практика внедрения инструментов бережливого производства дает такие результаты :
- Электронная промышленность: сокращение этапов производственного процесса с 31 до 9. Сокращение производственного цикла с 9 до 1 дня. Высвобождение 25% производственных площадей. Экономия около 2 млн. долларов за полгода.
- Авиапром: сокращение срока выполнения заказа с 16 месяцев до 16 недель.
- Автопром: рост качества на 40%
- Цветная металлургия: увеличение производительности на 35%.
- Капремонт крупнотоннажных судов: высвобождение 25% производственных площадей. Сокращение времени одной из основных операций с 12 до 2 часов. Экономия около 400 тыс. долларов за 15 дней.
- Сборка автомобильных узлов: высвобождение 20% производственных площадей. Отказ от строительства нового производственного здания. Экономия около 2,5 млн. долларов за неделю.
- Фармацевтическая промышленность: сокращение отходов с 6% до 1,2%. Снижение потребления электроэнергии на 56%. Экономия 200 тыс. долларов ежегодно.
- Производство потребительских товаров: увеличение производительности на 55%. Сокращение производственного цикла на 25%. Сокращение запасов на 35%. Экономия около 135 тыс. долларов за неделю .
В целом, сегодня на российском рынке ощущается дефицит профессионалов, имеющих опыт оптимизации производственных процессов путем внедрения технологии «бережливого производства». Lean рассматривает любое производство с точки зрения оптимизации процессов силами всех работников компании. В этой глобальности подхода скрывается основная сложность методики «бережливого производства», так как специалист в данной сфере должен совмещать в себе навыки педагога и руководителя, прогнозиста и аналитика.
Заключение
Бережливое производство (lean production, lean manufacturing) представляет собой концепцию управления производственным предприятием, основанную на постоянном стремлении к устранению всех видов потерь. За счёт развёртывания на предприятии Lean -системы (системы бережливого производства) возможна практическая реализация инновационного подхода к повышению производительности труда. По сути, Lean-концепция – это определённая система взглядов на организацию производства, своего рода производственная парадигма, позволяющая реализовать ряд инновационных инженерных методологий повышения эффективности производства (в том числе и производительности труда) и создать условия для преобразования и формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.



