Eszterga és esztergálás*
Ősidők óta ismert a fából és más kemény anyagokból forgótestek készítésére szolgáló eszköz, az úgynevezett „eszterga” (un tour, esztergáló eszterga, Drehbank); csak a kerek agyagedények készítésére használt „fazekaskorong” régebbi nála. Az esztergált termékek bőven megtalálhatók az egyiptomi régiségek között, és a primitív kialakítású gépeket napjainkban is használják a különböző népek. Ezek a gépek kétfélék: a guggoláshoz szokott ázsiaiak e szokásnak megfelelő T. gépeket is felállítottak, az európaiak pedig úgy alakították át őket, hogy állva is tudjanak dolgozni. Az asztalon ábra. Az 1. ábrán a hinduk oszlopot forgatnak: egy asszisztens egy kötél segítségével váltakozó forgó mozgásba hozza a feldolgozandó tárgyat, mint egy súrlódás által tüzet gyújtó orsót. Maga a gép két földbe vert csapból és a hozzájuk kötött vízszintes pálcikából áll, amely eszközként szolgál, és két szög hegyén forog az esztergálandó tárgy. A kalmükok is használnak hasonló eszközt, de van egy bonyolultabb gépük is a csészék forgatására (2. táblázat). A földbe rögzített karók között egy valódi „orsó” famintája forog nyakkal és mögötte egy vastagodással, amely „patronként” szolgál a megmunkálás alatt álló darab rögzítéséhez. A kis tárgyak megmunkálásakor asszisztens nélkül való munkavégzés érdekében a kötelet egy „íjra” húzzák: ezután a mester egyik kezével a munkát forgásba állítja, a másikkal pedig a szerszámot kell tartania. Az ilyen hajlított gépek gyakoriak a perzsáknál, araboknál stb. Európában előszeretettel jelezték a forgó mozgást a lábbal: az asztalon. ábra. A 3. ábra egy ilyen gépet ábrázol abban a formában, ahogyan azt jelenleg fából készült tárgyak készítésére használják Olaszországban, Svájcban és más helyeken. A földbe vert karók helyett egy teljes keret van, két vízszintes párhuzamos rúddal, amelyek között mindkét „fejszár” mozgatható, és ékekkel rögzítve van az elforgatandó tárgynak hegyekkel. A mennyezetre íj helyett rugalmas rúd van rögzítve, a kötél alsó vége pedig a „lépcsőhöz” van kötve. A gép tengelyével párhuzamosan állítható tábla szolgál támasztékul a dolgozó számára. Az ilyen gépek még nagyon tiszta és kényes munkát is végeznek; fa csiszolásához és néhány más esetben a váltakozó mozgás még a folyamatos mozgásnál is célravezetőbb. Az íjat és a váltakozó forgatást az órások is használják kis esztergagépeikben (lásd Órák), de ma már szinte általánosan felváltja a folyamatos forgatás, a „lendkeréken” keresztül. Bár a jelek szerint már a 16. században a lendkereket (lásd) használták a gép mozgásba hozására, általános használatba csak a 18. századtól került. A lendkereket elkezdték a gép alá helyezni, mozgásba lendítését egy jól ismert mechanizmussal, amely egy lengőlépcsőből, egy hajtórúdként szolgáló „horogból” és egy íves tengelyből állt (4. táblázat). Magát a gépet először az előzőhöz hasonlóan felállították, és a lendkerék kerületéből egy végtelenített kötelet közvetlenül a megmunkálás alatt álló darabra fektettek. De hamarosan elkezdtek egy speciális „orsót” készíteni, amelynek két nyaka speciális „fejtartókban” forog, ónnal töltött lyukakban, hogy csökkentsék a súrlódást és a kopást. Az orsó szabad vége csavarmenettel volt ellátva, hogy különféle „tokmányokat” csavarjanak rá a munkadarab rögzítésére. Néha a bal fejszárat rögzített ponttal látták el, amelynek hengeres rúdján a lendkerék csipkéjének kis tárcsája szabadon forgott. Ebben az esetben a feldolgozott objektumot a „középpontok közé” rögzítettük, mint az ábrán. 3. ábra, valamint egy speciális csap, amely a kis tárcsa oldalából kinyúlt a bal végére akasztva forgást adott a munkadarabnak. Ezt a technikát „holtpontokon” való köszörülésnek nevezik; korszerű gépekben is alkalmazzák, amikor a lehető legnagyobb pontosságú munkavégzésre van szükség. ábrán. A 4. egy még összetettebb készüléket, az ún. "patronos" csavarvágó gép. Az orsónyakok lényegesen hosszabbak, mint az őket körülvevő csapágyak, így forgáskor a tengelye mentén is el tud mozogni. Az orsó bal oldali végén több különböző fordulatszámú rövid csavart vágnak, és a fejtartóba keményfa deszkákat rögzítenek megfelelő anyamenettel. Ha ezeket a táblákat leeresztjük a fejtartó megfelelő réseibe, és a legkülső, bevágásokkal nem rendelkezőt felemeljük, és behelyezzük az orsó megfelelő gyűrűs metszetébe, akkor nincs hosszirányú mozgása, és közönséges pontként szolgál. Ha ezt a táblát egy másikra cseréljük, az orsó több fordulatot is tud tenni a csavarvonal mentén, és a megmunkálás alatt álló tárgyon álló „fésű” segítségével egy külső vagy belső csavar ennek megfelelően elfordítható. A 19. század elején, amikor tömegesen kezdték építeni a gőzgépeket, elkezdték megkövetelni a géptől a pontos és gyors munkát; a fent leírt típusokat korszerűbbre és tartósabbakra kellett cserélni. E tekintetben az első alakok Maudsley angol szerelő (Maudsley, -) és Reichenbach (-) német szerelő voltak. Reichenbach a csillagászati és geodéziai műszerek tervezése közben kis tárgyakkal foglalkozott, ezért csak a fa T kialakítását fejlesztette tovább. géptípus Fig. 4, de az első egy „tartót” adott hozzá a forgácsolószerszámhoz, lehetővé téve annak csavarokkal történő mozgatását az forgatandó tárgy tengelye mentén és arra merőleges irányban. Maudsley elkezdett tolómérővel ellátott T. öntöttvas gépeket gyártani; Kelemen, a gyalugép feltalálója továbbfejlesztette az orsó kialakítását, megkezdte a gép gyalult öntöttvas kereteinek bevezetését, és általánosan modern megjelenést kölcsönzött neki, amelyet azonban csak a 19. század hatvanas éveiben fejlesztettek ki. sok ember erőfeszítése révén. A modern T. gépek öntöttvasból készülnek: ágy w(5. táblázat rajz) egy darabból öntjük és a lábakhoz csavarozzuk s. Az ágy felső felületén gondosan gyalult, két lapos, párhuzamos vonalzót vagy egy lapos vonalzót ábrázol elöl, és egy párhuzamos, hegyeset hátul, így a bal oldali fejtartó önmagával párhuzamosan mozgatható és rögzíthető. D orsóval x, kézi féknyereg Am, ezermester Bnés jobb nagymama Cu. A dolgozó lábával meghajtott gépeknél a keret alá egy hajtókarral ellátott tengelyt szerelnek fel h, általában két, a lábakban rögzített hegyes csavar között forog S; erre a tengelyre lépcsős lendkerék van felszerelve lövön keresztül továbbítják én szíjtárcsa mozgása l 1, tedd fel az orsóra X. Lépés t egy kampón keresztül u A hajtórúdként szolgáló hajtókar átveszi az esztergályos láb lengő mozgását és ismert módon körkörössé alakítja. Az orsó alkotja a gép fő részét, jó acélból készült, a csapok edzettek, majd gondosan csiszoltak. Az ábrán látható gépen (5. f.) egy közepes méretű orsó van, két kúppal, amelyek edzett acél gyűrűkben forognak, öntöttvas fejtartóba helyezve. Mindkét kúpnak balra van a csúcsa, de eltérő a dőlésszöge; Az orsóra a bal végétől egy hengeres csövet helyeznek, és egy anyával tartják a helyén. Ha az orsó egykúpos, akkor vastagabb, mint a végén menetes csavar x, hogy az orsót az alkatrészben balról be lehessen helyezni k nyomócsavar D eléggé kicsavarva. A működéshez ezt a csavart óvatosan meg kell húzni, hogy a lapos, edzett és polírozott vége pontosan érintkezzen a kettős kúpos orsó enyhén domború és ugyancsak edzett végével, vagy szépen illeszkedjen a kúpos bemélyedésbe az egyszeres bal végén. -kúpos orsó (5. ábra). A gyűrűket felülről fúrják a kenéshez. A jobb oldali fejszár felső része az orsó geometriai forgástengelye mentén van fúrva úgy, hogy csavarral forgás nélkül mozogjon nál nélés anyák kézikerékkel z henger betéttel "középen" nál nél. A kéziszerszámok alátámasztására szolgáló többi rész egy T alakú betétből áll B, mely függőleges tengely körül emelhető és forgatható, és állványa én vízszintes nyílással van ellátva, amely lehetővé teszi az előrehúzást és rögzítést az anya elfordításával n. Tolómérő eszköz A Ez jobban látható a következő rajzokon (8. és 9. táblázat), amelyek az orsó forgástengelye mentén és arra merőlegesen ábrázolják függőleges metszeteit. Alapítvány A A T. gépágy mentén mozgó erős, prizma alakúra gyalult vázat képvisel, amelyet az alsó „kocsi” takar. BAN BEN mozgatható ékkel felszerelt v, óvatosan csavarokkal szerelje fel, hogy a csavarral együtt mozogjon bés egy diót m nincs oldalirányú lötyögés. Ennek a kocsinak a felső felületén egy hosszanti keret - egy prizma - forog CD a tövis közelében Val velés csavarokkal rögzített szögben rögzítve Χ . A felső kocsi takarja E csavar hajtja lés egy diót n; A felső felületén az 1, 2 vágó csavarral van rögzítve YY tönkreteszi RÓL RŐL, háromszög ggés tartócsavar R. Ha csak a hosszú tárgyak oldalfelületét kell megmunkálni, akkor kis tölcsér alakú bemélyedésekkel vannak felszerelve a végein, és a gép „középei” közé helyezik őket. Ahhoz, hogy ez a tárgy az orsóval együtt forogjon, tegyen egy „gallért” a bal végére (13. táblázat), nyomja meg egy csavarral, és nyújtsa ki az orsóra csavart tokmány horgát amennyire szükséges, hogy az befogja az orsó farkát. a bilincs. Ha az egyik végét is meg kell dolgozni, lyukat kell fúrni, vagy csavart vagy anyát vágni, akkor ezt a tárgyat a másik végével csavartokmányba kell csavarni (6. ábra). Ez a hasonlóság hengeres. két sor keresztirányú csavarral felszerelt üveg dÉs d 1; A csavarok szisztematikus meghúzásával nem nehéz az objektumot „középpontba helyezni”. Ezt a tokmányt elsősorban tárgyak esztergálására használják vastag sárgaréz huzalból, valamint hengeres acél- és vasrudakból. Fához az azonos típusú tokmányok csavar nélkül készülnek, de különböző átmérőjűek, fémből vagy keményfából; A megmunkálás alatt álló fadarabot a lekerekített végével egyszerűen egy ilyen tokmányba kalapálják. Az önközpontú amerikai patron kényelmesebb, de kevésbé tartja szorosan (táblázat, 7. ábra). Három 1, 2, 3 szerszámmal van felszerelve, amelyek a patronfedél radiális nyílásaiban mozognak E, gyűrűvel csavarozva Om ; A patron nagyon lapos felületén egy arkhimédeszi spirál van kivágva, amely rögzíti a fogakat a matricák alsó oldalán. Ennek a vonalnak a tulajdonsága szerint a matricák belső bordái egy helyzetbe illesztve ugyanazon a körön maradnak a forgástengellyel koncentrikusan, és minden más olyan helyzetben, ahová a burkolat elforgatásával elvihetők patron spirállal. A leírtakon kívül számos különböző patront terveztek különböző célokra. A modern szerszámgép a fúráshoz is nagyon kényelmes: ha egy tárgyat egy tokmányba rögzítenek, akkor a forgástengely mentén fúrhatja: miután korábban megjelölte a középpontot, azaz kézzel kivágott egy mélyedést ezen a helyen, helyezze be. a fúró hegyét bele, forgassa el az orsót, és nyomja meg a fúrót a jobb oldali szárcsavarral, miközben maga a fúró forgását késlelteti. Vagy behelyezik a fúrót a megfelelő tokmányba, és megnyomják a tárgyat a jobb oldali tokmánycsavarral, speciális tokmányt helyezve a jobb hegyre a forgástengelyre merőleges kör formájában. A gépet csavarok vágására is használják. Az optikai üvegkereteknél és általában a csövekből, csonttermékekből és keményfából készült alkatrészek összekötéséhez különböző átmérőjű és különböző lökethosszúságú, rövid csavarokat és anyákat kell vágni. Egy ilyen patronos gép bal oldali fejrésze a táblázatban látható, ábra. 10. Orsója két hengeres nyakkal rendelkezik, a hátsó, bal végén hengeres toldalék található, amelyre különböző menetű hengeres patronokat helyeznek és anyával rögzítenek. A megfelelő anyamenetek egy bronz csillag alakú részen készülnek, amely a csúszda alján elfordul, emelőkaros excenter segítségével fel-le csúsztatva a fejrész hátulján. Ha csavart kell vágni, a csillag megfelelő metszését a tokmány felé mozgatják; ha egyszerűen élezni kell, a csillagot leengedik, és az orsó végét egy speciális villában támasztják a csavarra, ábrán látható. 10 emelt helyzetben. A külső orsócsavaron egy csappal ellátott tokmány található, amely a bilincs megfogására szolgál a „középeken” történő élezéskor; Oldalt a szíjtárcsa mögött egy csík látható, amely az elülső felületén jelölt körkörös osztások felhasználását szolgálja. Ezeket a felosztásokat kis lyukak jelölik, amelyekbe a jelzett csík oldalához rögzített pont belép; a megmunkálás alatt álló tárgy kerületének jelölésére szolgálnak (természetesen eltávolított övvel). Hosszú és vastag csavarok gyártásához, különösen négyszögletes menettel, „csavarvágást” használnak T. mestercsavaros gépek, amelyek „önélező gépként” is szolgálnak hengerek, síkok és kúpok esztergálásához. ábra táblázatában egy ilyen gép látható. 11. Ugyanazokból az alkatrészekből áll, de kissé eltérő kialakítású, kerete úgynevezett kivágással van ellátva. "rés", így a középpontjai magasságánál nagyobb sugarú korongokat csiszolhat. Az elülső oldalán egy hosszú „anyacsavar” található, amelyet egy változtatható fogaskerekes rendszer kapcsol az orsóhoz, ennek ellátása a gép alatt látható (bal oldalon egy „univerzális” tokmány négy állítható csavarral, ill. a jobb oldali egy szíjtárcsa, amely mozgást továbbít az orsóra a hajtásról). Ez a csavar egy leszerelhető anya segítségével tudja a tartó alsó kocsiját a keret mentén mozgatni, ezen a kocsin egy másik, keresztirányú csavar csúszik végig, amelynek csavarja az orsóról is el tud forgatni: ebben az esetben az anyája elválasztva és a fogaskerék tengelyén ülő csigával kommunikálva, amely az ábrán látható másikon keresztül továbbítja a forgást a kocsi keresztirányú csavarjára. A csavar felesleges elhasználódásának elkerülése érdekében a beépítéseknél a kocsit az ábrán látható fogaslécen, fogaskeréken és fogantyún keresztül mozgatják. A keresztirányú kocsira kézi tartó van felszerelve a vágó kényelmes felszereléséhez. A kocsitól jobbra látható a „lunette”: egy fix állvány, amelybe kivágott fadarabokat helyeznek el, hogy megtámasztsák a hosszú tárgyakat, hogy ne hajoljanak el forduláskor. A bal oldali szár „overkill”: amikor az orsót gyorsabban kell forgatni, a szíj a szíjtárcsára kerül, és a szíjtárcsa az orsóra rögzítve van. Ha lassú forgásra van szükség, a szíjtárcsát leválasztják az orsóról, és egy speciális tengelyre szerelt fogaskereket, amelyek a fejrész hátoldalán előkészített csapágyakban forognak, áthelyezik a bal végén lévő fogaskerékre. A tengely jobb végén lévő fogaskerék összekapcsolódik az orsó jobb végén lévő kerékkel, és többszörösen lassabban forog. Egy adott löketű csavar elvágásához ismerni kell a méhcsavar löketét. Tegyük fel, hogy ez egyenlő 1 cm-rel Ha a csavar az orsóval azonos sebességgel forog, a másolata vágni kezd; hogy behúzza a csavart n alkalommal kevesebb löketet kell feltenni a kerekekre, hogy egy fordulatot forduljon n orsó fordulatai. Nem nehéz kiszámítani, hogy hány fogat kell használni erre a célra, de a gyakorlatban a meglévő kerékkészletet kell használni; Mivel ez a készlet korlátozott, néha meg kell elégedni egy közelítéssel. Általában a géphez tartozik egy táblázat a lehetséges és gyakori kombinációkról. Ha az orsón és a csavaron lévő kerekek átmérője nem elegendő a közvetlen kapcsolódáshoz, egy segédkerék kerül bevezetésre, amely mindkettőhöz kapcsolódik, és ezért nem változtatja meg az átvitt sebesség arányát. Egy másik második ilyen kerék bevezetése után megváltoztatjuk a csavar forgásirányát, és a jobb oldali csavar helyett elkezdjük vágni a bal oldalt, vagy fordítva. Ha csak öncsiszolással kell élezni a hengert, válasszon kerekeket, mint egy alacsony fordulatszámú csavarhoz. Néha a tervezés egyszerűsítése érdekében az ilyen nem csavarvágó önélező gépekben az anyacsavar helyett egy fogaskerék-szalagot szerelnek fel, amely az orsótól mozgást kap.
FORGATÁS.
A puha fa gyors forgást igényel, körülbelül 10 fordulatot másodpercenként vékony tárgyak esetén; Az alkalmazott eszközök főként félköríves és lapos vésők („rera” és „menzel”). Mindkettő különbözik az asztalosoktól a nagyobb hosszukban, a fogantyúba behelyezett farok „anya” hiányában, valamint abban, hogy a félkör alakú nem egyenesre van kihegyezve, mint egy asztalos, hanem a sarkai jobban le vannak köszörülve. mint a középső; flat mindkét oldalán meg van élezve, így a penge a hosszra hajlik, és az egyik szög éles, a másik tompa. Munka közben a szerszámot egy „támaszra” támasztják, és a megmunkálandó felületre úgy helyezik fel, hogy a penge alsó letörése szinte érintse azt. Ha kissé megemeli a fogantyút, hogy ez a letörés és az érintő között több fokos szög alakuljon ki, a forgácsok először vastagabbak lesznek, majd a szerszám kaparni kezd: forgács helyett morzsákat kapnak, és a felület sima marad. A sima felület eléréséhez mindig a farétegek mentén kell vágni, nem pedig ellenük, mint a késsel történő gyaluláskor; esztergálás után csiszolópapírral lecsiszolják (lásd Emery), majd ugyanabból a faforgácsból erősen letörlik, ami enyhe fényességet eredményez a felületen. A puha fa vágási szöge 20 és 30° között van; kemény fokozatoknál 45°-os is lehet, és a szerszámokat szándékosan kaparásra, mint vágásra lehet kényszeríteni: csendesebb a munka, de könnyebben lehet összetett formákat és mintákat készíteni. A sárgaréz, a vas és a csont hegyezéséhez néhány egyszerű szerszámot használnak kézzel: a „stihel” négyzet keresztmetszetű acélrúdból áll, amelyet egy átlós síkkal éleztek meg, ami egy éles háromszöget és két vágópengét eredményez. Ha a kavicsot úgy helyezi a szerszámtartóra, hogy a letörésének rövid átlója majdnem függőleges legyen, és a hegyét kissé a középvonal alá kényszeríti, akkor nagyon erősen hat, különösen a vason és acélon, de bordás felületet hagy maga után. ami a pengéjével simítható. Sárgaréznél kényelmesebb az egyenes szerszám lekerekített vagy kétéles végű. A vágási szög vasnál körülbelül 60°, sárgaréznél tompább, 70°-tól 80°-ig, sőt akár 90°-ig is a végső simításhoz. A sárgaréz forgási sebessége csak valamivel lehet kisebb, mint a fánál, de a vasnál 3-4-szer kisebbnek kell lennie, különben a szerszám eltompul, és rosszul megy a munka. A nehézfémmunkákhoz, amikor még nem voltak támasztékos gépek, „kampókat” használtak: a szerszám vágóvégét derékszögben hajlították, a hosszú nyél a vállakon, a „sarok” pedig a szerszámtámasz. Ily módon minden ellenállás átkerült a szerszámtartóra, és a dolgozó számára könnyebbé vált a szerszám megtartása és vezetése. Az esztergahorog a 19. század első felében az angol "milwrights" (q.v.) speciális szerszáma volt, mára kiesett a használatból. A fém tolómérővel történő megmunkálására szolgáló szerszámok alakja gondosan megtervezett. Mindenekelőtt megjegyezzük, hogy minden önélező szerszám spirális hornyot hagy az esztergált tárgy oldalfelületén, és egy arkhimédeszi spirál alakú hornyot a forgástengelyre merőleges síkon. Ha a csúcs kerek vagy háromszög alakú, akkor a horony viszonylag mély lesz, de minden örv kiálló részei le lesznek vágva a következő kialakulásakor, amikor a csavarvonal lökete lényegesen kisebb, mint a spirál szélessége. chipek eltávolítása. A barázdák még késleltetettebben jelennek meg, ha a hegyet úgy élesítik, hogy két, egymásra majdnem merőleges pengéből áll, amelyek közül az egyik csaknem érinti a formálandó felületet, a másik pedig, szinte normálisan, előre megy és a legtöbbet teszi. a munkáról. Az ilyen „oldalvágók” a nyakak és a süllyesztett szögű kiemelkedések elfordításához szükségesek. Ezzel a formával azonban mindkét penge hegyes metszésszöge könnyen tompul acélon és vason, így a sima felületek esztergálásához előnyben részesítik a forgástengelyhez képest 30 fokkal megdöntött, egyenes pengéjű vágót, amely kénytelen vágni. nem ferdén, hanem középen. Csak a köszörülendő tárgy sugara mentén mozgatva egy ilyen vágó egy szabályozott fordulatszámú hiperboloidot (lásd), amely érinti a nyakában lévő hengert, ezért hosszirányban mozgatva egy ilyen maró nagyon sima felületet hagy maga után. A sárgaréz és az öntöttvas élezése szárazon történik, de a vas és az acél csak akkor ad sima felületet, ha olajjal, növényi olaj és terpentin keverékével, vagy olajjal kevert szappanoldattal megnedvesítik. A vízkő- és homokszemcséket tartalmazó öntvény külső kéregének eltávolításakor egy egyszerű, lekerekített végű vágót kell előnyben részesíteni. A nagyméretű T. gépeknél előnyösnek tartják, ha nem a teljes marót acélból kovácsolják, hanem kis darab acélrudakat alkalmaznak, az igények szerint különböző keresztmetszetű profilokra hengerelve, edzetten és speciális „tartókba” helyezve. viszont a tartóba vannak csavarozva. Ebben az esetben nem csak anyagmegtakarítás érhető el, hanem a penge pontos formája is megmarad, mivel a vágóblokkok csak a keresztirányú felületükön élesednek meg. Általában a felületet csiszolóreszelővel is kezelik, miközben forog a gépen, bár az alak helyessége sérül; ha a felület nincs kitéve kopásnak, akkor szokásos technikákkal csiszolható és polírozható. A munka sikere a szerszám helyes telepítésétől függ. A vágócsúcsot célszerű a forgástengelyen átmenő vízszintes síkban erőltetni, ellenkező esetben a "lejtőszög" DAQ(I. ábra fent) a tárgy csiszolásakor megváltozik, és ha a felületét a tengelyre merőlegesen megmunkálják, akkor a középpont közelében a penge leáll, és vagy alatta vagy felette halad el.
Ez a pozíció ugyanakkor a legelőnyösebb munkakörülmények között: a vékony forgács ellenállása érintőlegesen irányul, és erővel kifejezhető AQ, és a hegy reakciója erővel történik AR, pont az ellenkezője az elsőnek. Ezek az erők egyenletes mozgással kioltják egymást anélkül, hogy olyan alkatrészeket idéznének elő, amelyek hajlamosak a megmunkálandó tárgyat rászorítani a vágóra vagy elmozdítani. Ha a vágó a központi sík fölé ér (a középső vonal I. formája), akkor egy eredő jelenik meg AB, igyekeznek eltávolodni a feldolgozott tárgytól; ha alacsonyabban működik, akkor ez az erő az ellenkező irányba irányul, a vágó hajlamos lesz „megtapadni”, mélyebbre vágni, ha a forgácsok vastagabbá válnak akár egyenetlenség miatt, akár a féknyereg hanyag mozgása miatt csavar. A két előny kombinálásához a vágó felső felülete ABÁltalában ferdére teszik (I. ábra alsó sor), és a középvonalra szerelik fel. A vastag forgács eltávolításakor több munkát igényel a hajlítás, mint a fémszemcsék szétválasztása, ilyenkor az erő iránya K közeledni fog AE, a vágási szöget kettéosztó vonal ROSSZ, mint egy ék. Ez a körülmény szükségessé teszi a maró hegyének megemelését vagy felületének ferdeségét, ha szükséges, dőlésszöget adjon DAQ 3° és 4° között, és a vágási szög ROSSZ 51°-tól 60°-ig vasnál, 51°-tól 70°-ig öntöttvasnál és 66°-tól 80°-ig bronznál és sárgaréznél. A tapasztalatok azt mutatják, hogy a legnagyobb számú forgácsot a legkevesebb motormunkával érjük el kerületi fordulatszámon cm/s-ban: 5,5 vasnál, 4,0 öntöttvasnál és 6,5 bronznál. A forgácsok vastagsága 0,3 mm, szélessége 10 és 40 mm között változott. A valóságban azonban a hajtóerő sokkal kevesebbe kerül, mint a kézműves ideje, ezért megtérül a munka felgyorsítása nagyobb erő alkalmazásával és a vastagabb forgácsok nagyobb sebességgel történő eltávolításával. Ezért a gyakorlatban ezektől a sebességektől jelentősen eltérnek. Dejonc szerint ezek a sebességek:
Ennél nagyobb sebességet nem lehet felvenni, mert a maró felmelegszik, a szerszám és a csiszolandó tárgy remegni kezd, a felület pedig egyenetlenné válik. Ezért a nagy T. gépek működésének felgyorsítására pl. a kocsikerekek esztergálásakor újabban sikeresen használtak „marókat” (vagy „marókat”, lásd) a maró helyett (Roth gépe a Bécs melletti Florisdorfban). Ezek forgó vágókorongok sok ponttal; a munka ezért nagy felületen oszlik el, és elegendő munkaerő ráfordításával sokszor gyorsabban halad. Amerikában találtak fel egy másik eszközt a nehéz szerszámgépek munkájának felgyorsítására: ezek speciális acélfajtából készült marók, amelyek még sötétvörösre hevítve sem veszítenek keménységéből; ezért az acél 10 cm-es körön, a lágyöntvény 96 cm-es, a szürkeöntvény 50 cm-es, a sárgaréz pedig 100 cm-es körön esztergálható „élezésre”. Valószínűleg ez az úgynevezett természetes keményacél egyik fajtája: ezek a fajták általában a szén mellett volfrámot, titánt, molibdént és egyéb elemeket is tartalmaznak. Az egyes fajtákra meghatározott hőmérséklet fölé hevítve hűléskor megszilárdulnak, még akkor is, ha ez a lehűlés lassan megy végbe. Ha másodszor is felmelegítjük egy bizonyos, de kevésbé magas hőmérsékletre, akkor lehűtve sokkal puhábbak lesznek. Az a melegítés, amely nem éri el ezt a második „kritikus hőmérsékletet”, a keménység jelentős hatása nélkül marad. Az ilyen marók használatához tartósabb kialakítású szerszámgépekre van szükség, mivel nem minden létező teszi lehetővé a vastag forgácsok nagy sebességű eltávolítását káros rezgések nélkül. A fémtermékek modern tömeggyártásában nagyon fontos szerepet töltenek be az ún. „forgó T. gépek”. Fegyverek, varrógépek, kerékpárok, női karórák, elektromos kiegészítők stb. gyártásánál több tízezer egyforma csavarra és egyéb kis esztergált alkatrészre van szükség, amelyeknek olyan közel kell lenniük az azonossághoz, hogy anélkül ki tudják cserélni egymást bármilyen beállítás. Ahhoz, hogy ilyen tárgyakat legfeljebb 3 cm átmérőjű huzalból készítsenek, többnyire sárgarézből, a gép orsóját (asztal, 12. ábra) átfúrják, hogy hosszú huzalok haladhassanak át, és csökkenjen a selejt mennyisége (az ábrán látható tartócsavar az ábra csak rövid, öntött vagy kovácsolt tárgyak megmunkálásakor kerül beillesztésre, a gép alatt látható tokmányba rögzítve, amelybe ajkak is beilleszthetők dobozok formájában a lágy fém szabálytalan alakú tárgyakba öntésére). Miután eltávolított annyi drótot a tokmányból, amennyi szükséges, állítsa mozgásba az orsót, és mozgassa a toronytartó első szerszámát felé, amíg el nem ér egy speciális ütközőcsavart. Ezután a féknyereg visszamozdul, miközben egy speciális kilincs a féknyereg felső részét, mint a revolver dobját, egy hatod fordulattal elfordítja úgy, hogy az első szerszám helyett egy második álljon, stb. csavart, vagy a kész munka levágásához használjon egy kart, amely a támasztószár orsójában forog. A bal végén az anya egy része rögzítve van: az orsó bal végén elhelyezett csavartokmánnyal érintkezve a kar jobb végén lévő pont elvágja a csavart, a tartócsavar pedig elcsúszik. a platform mentén korlátozza a vágási mélységet. A szerszámgépek kialakítása rendkívül változatos, gyakran egy ilyen gépet csak egy adott munkára alkalmaznak, míg mások teljesen automatikusan működnek. A „másológépet”, amelyet elsősorban fából készült fegyverkészletek, cipőtartók és egyéb kerek tárgyak gyártására használnak, szintén fel kell venni a szerszámgépek listájára. Elem feldolgozás alatt VAL VEL(4. táblázat ábra a modell tengelyével párhuzamos vízszintes tengely körül elforgatható A, amellyel egy tárgy tengelyét fogaskerekek kötik össze, így az azonos sebességgel és azonos irányban forog. Feldolgozás vágógépekkel BAN BEN az első kettővel párhuzamos, de azokra merőlegesen csúszó csúszdára szerelt tengely körül forog. Ha a modellt és a tárgyat lassan forgatják, a vágógépek addig vágják le, amíg a csúszdához csatlakoztatott nyomócsavar a modell felületén fel nem támaszkodik és késlelteti a további mozgást. Ezután ugyanez a folyamat kezdődik a modell egy másik részében. A másológép elvét sokféle formában alkalmazzák.
Irodalom bőséges, de az alkalmazható információkat tartalmazó könyvek kevés. Főkönyv: Holtzapffel, "Esztergálás és mechanikai manipuláció" (IV. köt.). Az első kötet a városban jelent meg, de van egy újabb folytatás, a kilencvenes években jelent meg. Thieme, "A gépészet alapjai" (); Naidenko, „Kézikönyv esztergályosoknak” (Jekatyerinoslav,; sok minden alkalmas a diákoknak; a szerző nem megy bele a magyarázatokba); azonos jellegű, de sok értékes információt tartalmaz: E. Dejonc, „La Mechanique pratique” (P.,); Joshua Rose, "A gyakorlati gépész".
RÓL RŐLesztergálás tanulása - ez az oldal azon része, amely nem csak a professzionális esztergályosoknak, hanem az esztergályos tanulóknak is tartalmaz információkat. Az esztergálás nagyon ígéretes, mert a mi korunkban próbáljunk igazi esztergályost találni.
Pesztergályos szakmajól fizetett, ezért ha nem lusta, és jó pénzt szeretne keresni a munkájával, kezdje el megtanulni a weboldalunk bekapcsolásának alapjait.
Az esztergagépet tervezték test forgatással történő vágásával történő megmunkáláshoz, beleértve a forgó végsíkokat és spirális felületeket. Ezen kívül esztergagépeken nem forgácsolással összefüggő munkákat is lehet végezni.
Az összes listája esztergagépek képességei nagyon nagy és figyelmes eszterga funkciók sok időbe telik. ÉS Ismerje meg az eszterga összes funkcióját egy leckében gyakorlatilag lehetetlen, de fokozatosan mindenkit megismerünk az esztergálás bonyolultságai. Esztergaképzés a következő listát kezdjük el használni fordulóórák.
Fordulóleckék :
1. lecke. Esztergagép
2. lecke. Esztergagépen dolgozni vagy esztergagépet kezelni
Tartalom:
1. Tocar vágógépek
Tocar vágógépek- Ezek speciális vágószerszámok, amelyeket alkatrészek esztergálására használnak.
TAz Okar marókat főszerszámként használják esztergáláshoz, gyaluláshoz és egyéb szerszámgépeken végzett munkákhoz.
DAz alkatrész kiváló minőségű és precíz megmunkálásához, valamint a termék kívánt formáinak és méreteinek eléréséhez esztergavágót használnak, amellyel az anyagrétegeket egymás után levágják.
BAN BENAz anyagréteg vágása során a vágó belevág, és eltávolítja a felületéről a forgácsot.
RÓL RŐLA vágó éles éle a fő munkaeleme.
VAL VELAz idő múlásával a vágó kopásnak van kitéve, amit a vágórész (él) letöredezése bizonyít. Az esztergavágó jövőbeni használatához újra kell élezni.
1.1 Az esztergavágó készüléke
1.2 Esztergaszerszám előtolása
1.3 Fém vágása esztergaszerszámmal
1.4 Vágófelület
1.5 Vágó kialakítás
1.6 Szerszámszögek esztergálása
1.7 A vágó kopása és tartóssága
1.8 Vágók esztergagépekhez
1.9 Anyagok esztergaszerszámokhoz
1.10 Esztergaszerszámok tervei
1.11 Keményfém marók gyártása
1.12 Késes marók gyártása
1.13 Nagysebességű és szénvágók gyártása
2. Tokar gép
TOkar gép -Ez egy gép az alkatrészek vágással és esztergálásával történő feldolgozására.
RÓL RŐLAz esztergagépeken végzett főbb munkák: különféle felületek esztergálása, fúrása, esztergálása, menetvágás, alkatrészvégek megmunkálása, fúrás, süllyesztés és furatok vágása.
Za munkadarabot középre szereljük és egy orsó segítségével forog, majd az előtoló mechanizmus mozgatja a forgácsolószerszámot, a marót a futótengely támasztékával együtt.
DA gépen további típusú műveletek elvégzéséhez, mint például köszörülés, fúrás, furatok marása, további berendezéseket kell felszerelni a gépekre.
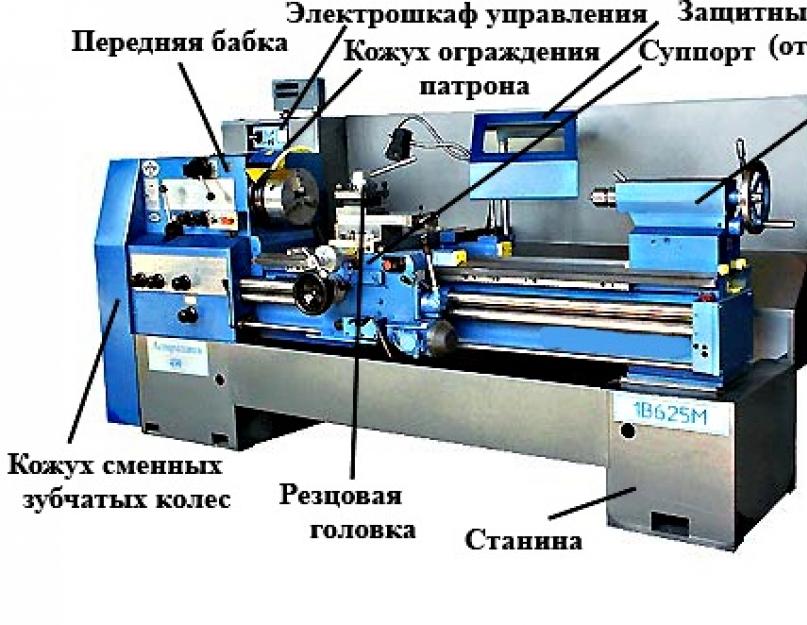
TAz ablak-csavaros vágógép színes és vastartalmú fémek esztergamunkájára készült.

TAz ablakcsavaros vágógép a következőkből áll:
- VAL VELa tannin a gép fő része, amely a gép összes mechanizmusának felszerelésének kerete.
- Pfejtartó – orsófejnek is nevezik, a benne lévő orsó, sebességváltó és egyéb elemek elhelyezése miatt.
- NAK NEKAz adagolódoboz mozgást biztosít az orsótól a támasztékig.
- VAL VELTartó – a vágószerszám rögzítésére és adagolására szolgál.
- Fartuh - szükséges a görgő forgásának a féknyereg mozgásává alakításához.
- Cközpont - munkadarab vagy szerszám alátámasztására szolgáló berendezés.
2.1 Csavarvágó eszterga 1A62 modell
2.2 Az IA62 típusú eszterga súrlódó tengelykapcsolója
2.3 A farokszár kialakítása
2.4 Csavarvágó eszterga tervezése
2.5 Az eszterga gondozása
2.6 Az eszterga beállítása
2.7 Eszterga biztonsága
2.8 A központokban feldolgozott alkatrészek rögzítésére szolgáló eszközök
2.9 Eszterga pontossága
Zitt megtudod hogyan lehet meghatározni és beállítani egy eszterga pontosságát, olyan mesterfogalmak, mint a merevség esztergálás közben, a tüskék megmunkálása, a tüskével való munka.
Pravila munka Val vel orsó tüskék. Az eszterga szakaszban figyelembe vesszük csavarvágó esztergagépek, mint például csavarvágó eszterga 1A62. További részletek a esztergaszerszámok, típusai, esztergaszerszám anyagok tervezésük. A vágó kopása és tartóssága is jelentős hatással van az elfordulásra.
Ha korábban az esztergályos hivatás volt népszerű, ma már a fiatalok az irodai munkát részesítik előnyben, miközben az „irodai plankton” mennyisége egyszerűen eltér a mérettől. Turner ma igazán keresett szakma. A gépipar, a védelmi ipar, a repülőgépgyártás és a hajógyártás ágai napról napra bővítik látókörüket, így profi kezekre mindig szükség lesz. Egy esztergályos átlagkeresetét elemezve azt mondhatjuk, hogy ezt a munkát tisztességesen fizetik. A munkaadók készek havi 30-60 ezer rubelt kiosztani. Természetesen a fizetés a munkavállaló képességeitől és kategóriájától függ.
Az esztergályosok rangja a munkavállaló egyfajta képzettségi szintjét jelenti, ami a fizetésben is megmutatkozik. Minél több tapasztalattal rendelkezik egy alkalmazott, minél több tudást és készségeket sajátított el, annál magasabb a rangja, de mindenekelőtt.
Mit foglal magában a munka?
A fő feladat az alkatrészek és termékek feldolgozása forgás közben. Vágással a szakember képes lesz különféle anyagok feldolgozására. Esztergagépekkel a munkásnak nem csak az alkatrészek fúrására, hanem kalibrálására vagy süllyesztésére is képesnek kell lennie. A jövőbeni részek különféle rajzai, amelyeket helyesen kell olvasnia, segítik feladatai elvégzésében. A munkafolyamat során az esztergagépnek minden biztonsági előírást be kell tartania, mivel az esztergálás után az alkatrészek akár hétszáz Celsius fokra is felmelegedhetnek.
Miért fontos a szint emelése?
Az esztergályosok rangja közvetlenül tükrözi tudásukat és képességeiket. Ma a professzionális esztergályosokat, akiknek a rangja magasabb, mint a harmadik, nagyra értékelik a különböző iparágak. De például a 3. kategóriába tartozó fizetések a mérnöki és védelmi szektorban jelentősen eltérnek egymástól. A védelmi ipart az egyik legjobban fizető ipart tartják, de hogyan növelheti rangját?

Az "esztergályos" szakma egy olyan műszaki munka, amely a fémek tulajdonságainak tanulmányozásán, forgácsolásán és rajzok leolvasásán alapul. Az esztergályos első rangját egy oktatási intézményben kapja meg, de ebben a szakaszban már csak az elméletet sajátítja el. A második fokozat megszerzéséhez további három hónapos képzésen és a gépen végzett munka gyakorlatán kell részt vennie. Egy év elteltével a második kategóriába tartozó esztergályosnak joga van a harmadikba előléptetni, és képesnek kell lennie nagyobb bonyolultságú alkatrészek előállítására. A rangot egy év után negyedikre is emelheti. Ha minden vizsga sikeres, akkor csak két év tanulás után kezdheti meg az 5. kategória megszerzését. A részletek ebben a szakaszban nagy bonyolultságnak felelnek meg. Ha a rangot hatodikra kívánják emelni, az újabb három évig tart.

Mindezek a képzések a munkáltató által biztosítható továbbképzéseken keresztül biztosíthatók. Minél magasabb az esztergályosok rangja, annál magasabb a fizetésük. A minimum, amit el kell sajátítani, a középfokú szakirányú oktatás. Az esztergályos nem könnyű szakma, ez egy olyan munka, amelyhez jó szem, kiváló finommotorika és jó matematikai tudás szükséges.
Személyes tulajdonságok
Először is érdemes megérteni, hogy az esztergályos nagyon szívós ember, hiszen sokáig kell talpon lennie. Még magas hőmérsékleten sem szabad levennie védőruháját a műhelyben. Ráadásul nem mindenki tudja elsajátítani az esztergályos készségeket. A professzionális esztergályosnak a következő tulajdonságokkal kell rendelkeznie:
- felelősség;
- türelem;
- szervezet;
- technikai gondolkodás;
- folyamatos figyelem a részletekre;
- magas koncentráció;
- jó képzelőerő.
Ha valaki rendelkezik ilyen tulajdonságokkal, akkor nagyon könnyű lesz elsajátítania az esztergálás alapjait. Ezen kívül egy igazi szakembernek ebben a szakmában jó memóriával, éles látással és pontos szemmel kell rendelkeznie.
Turner munkahelye
Az esztergályos fő feladata a munka során az összes biztonsági követelmény betartása. Az esztergagépeken végzett munkák során nagy a sérülésveszély, ezért a munkavédelem ebben a szakmában meglehetősen fontos árnyalat.

Az esztergályos munkahelye magából a gépből, valamint segéd emelő- és szállítóeszközökből áll, mint például a különféle kocsik vagy elektromos emelők. A kényelmes munkavégzéshez rendelkeznie kell:
- különféle állványok a munkahely megszervezéséhez;
- megfelelő eszközök;
- technológiai eszközök alkatrészek gyártásához;
- fogadóasztal;
- szerszámos szekrény;
- különféle szűk szakterületű eszközök stb.
Milyen kategóriák vannak az esztergályosok között?
Sokan azt hiszik, hogy az esztergályozás univerzális szakma, de ez korántsem így van. Vannak olyan dolgozók, akiknek szűk szakterületük van. Messze a legmagasabb bért azok kapják, akik általános munkásnak számítanak, aki más-más megmunkálású, más-más anyagból tud alkatrészeket gyártani. Gyakran ez egy igazi szakember, aki alaposan elsajátította az esztergályos szakmát. Az ilyen szakemberek különböző területeken képzésben vesznek részt.

Most van egy besorolás, amellyel meghatározható a munkavállaló szűk fókusza, nevezetesen:
- esztergafúró (fúrógépeken dolgozik);
- eszterga-maró operátor (sík és összetett felületek, kerek és menetes furatok megmunkálása);
- forgó eszterga (az alkatrészeket különböző szögekben forgás közben dolgozza fel);
- generalista (egyedi, nehezen feldolgozható részeket állít elő).
Az univerzális esztergályos az egyik legjobban fizetett kategória, mivel ennek a szakembernek nem csak a rajzok szerinti alkatrészek gyártására, hanem gépek javítására is képesnek kell lennie.
Következtetések levonása
Az "esztergályos" szakma a fémmegmunkáláson alapul, így az ezen a területen dolgozó szakembernek ismernie kell az anyagok különféle fizikai és kémiai tulajdonságait. Emellett univerzális szakember, aki mindig talál munkát az összeszerelő üzemekben, az építőiparban, a javítóüzemekben, az autóiparban és a védelmi szektorban.
A fordulat az ipari forradalom hajnalán jelent meg, és azóta hosszú utat tett meg. Napjainkra az esztergályos szakma elvesztette vonzerejét a fiatalok számára. Másrészt azonban a számítógéppel vezérelt gépek nagy számának megjelenésével az esztergálás új értelmet nyer, és a mérnöki művészet kategóriájába kerül. Az eszterga alkatrészeket a gépészetben, az elektroenergiában, az építőiparban és az ipar és a technológia egyéb területein használják.
Az esztergálás alapelvei
Kezdők számára a fordulás egy sötét erdőnek tűnik, tele érthetetlen kifejezésekkel. Bár valójában az esztergálási folyamat lényege meglehetősen egyszerű. Az eszterga fő szerszáma egy olyan gép, amelyben a befogott rész nagy sebességgel forog, és a vágóelem fán, fémen vagy műanyagon feldolgozási folyamatokat végez.
Sokféle anyag feldolgozható. Az esztergálás legnépszerűbb anyaga kétségtelenül az acél.
Történelmileg azonban minden a fafeldolgozással kezdődött, Nagy Péter 12 még működő esztergagépét ma is őrzik az Ermitázs gyűjteményében. Az orosz cár szeretett kézműveskedni, de a fa és fém alkatrészek esztergálása volt a kedvenc elfoglaltsága.
A modern gépek természetesen sokkal összetettebbek, mint az első famodellek. Az alapelv azonban ugyanaz marad, annak ellenére, hogy a kézi hajtás helyett az elektromos motor és a méret többszörös növekedése jelent meg.
Az eszterga több alapvető elemből áll:
- a keret, amelyre az összes többi elem rögzítve van;
- fejtartó motorral és orsóval az alkatrész rögzítéséhez;
- a keretben lévő vezetők mentén mozgó féknyereg, rajta egy vágóval;
- farokrész reteszelő méretű részekkel.
Az alkatrészt befogják, a hajtás forgást ad neki, és a vágó- vagy marószerszám helyzetének beállításával megtörténik az anyag feldolgozása.

A fém- és famegmunkálásban egyaránt használt szabványos esztergálási műveletek a következők:
- gömbök, kúpos és hengeres munkadarabok esztergálása;
- ritkítás;
- hornyok vágása belső és külső részeken;
- vágás;
- igazítás;
- fúrás;
- menetvágás, külső és belső;
- ellensüllyesztés.
Minden művelethez speciális szerszám szükséges, amelyet az anyagnak, a szükséges feldolgozási pontosságnak és a gép tervezési jellemzőinek megfelelően választanak ki.
Esztergaberendezések típusai
A szovjet időkben kiterjedt szakiskolai hálózat működött, ahol a fiatalok iskola után teljesen ingyenesen sajátíthatták el az esztergályos szakmát. A képzési program tartalmazott elméleti részt, gyakorlati munkát az iskola falain belüli oktatógépen és ipari gyakorlatot. Az elméleti képzés egyik legfontosabb eleme a fém tulajdonságainak tanulmányozása mellett az eszközhasználat elsajátítása volt. A professzionális esztergályos nem teheti meg anélkül, hogy megértené, miért van szükség az egyes marótípusokra, hogyan kell beszerelni a gépbe, és milyen szögben történik a feldolgozás. Az esztergaszerszámok és marószerszámok katalógusai ma már többkötetes referenciakönyvek és kézikönyvek esztergák számára hatalmas formátumban. A fémmegmunkálási műveletek bármilyen finomságára tervezett berendezések sokfélesége összevethető a fajok biológiában történő besorolásával. A fő szerszámok, amelyek nélkül a termelés nem nélkülözhető, és a legtöbb művelet elvégezhető, a vágógépek:
- átmenő, köszörüléshez használt;
- unalmas, lehetővé teszi a vak lyukak élesítését;
- vágás, szeleteléshez;
- menetesek szükségesek a menetek vágásához a munkadarabokon;
- formázott;
- réselt;
- filé.

Az esztergagép képzés magában foglalja az ilyen marógépekkel való munkavégzésre való felkészítést. És minden szerszámhoz pontos szerszámtartási specifikációk szükségesek. Az élezési szög, az a szög, amelyben a maró az alkatrészhez közeledik, az előtolási sebesség. Ebben az esetben az összes paraméter megváltozik az anyag változásával. Még acél esetében is, a különféle adalékanyagok jelenlététől függően, a feldolgozási folyamatot külön állítják be.
A gyártók között ma már megtalálható gépek számos paraméterben nagyon eltérőek:
- méret szerint: az otthoni műhely asztali gépeitől a vízerőművek alkatrészeinek feldolgozására szolgáló több tíz tonnás ipari gépekig;
- vezérlési móddal: kézi, CNC, teljesen automata rendszerek;
- feldolgozott anyagok szerint: fához, fémhez, kemény műanyagokhoz.
A kezdő esztergályos első tapasztalatai az esztergagép, az általános működési elvek és az alkatrészek vágásának legegyszerűbb műveletei tanulmányozásával kezdődnek. Továbbá a készségek növekedésével, a géppel való munkavégzéssel és az elméleti képzéssel továbbléphet új munkákra, például menetvágásra vagy hornyolásra.

A készségek fejlődése azonban korántsem gyors; hozzá kell szoknia a hosszú, gondos képzés gondolatához. A szakiskolákban a képzési idő 3 év plusz ipari gyakorlat, ami egészen más módon mutatja be az elméleti ismereteket.
Turner rangok
A szakmai felkészültség növekedésével az esztergályos vizsgák letételével igazolhatja tudását, hogy a következő fokozatba lépjen; minél magasabb a rang, annál több elméleti tudásra van szüksége a szakembernek, és annál finomabb szerszámismeretet kell bizonyítania.
- egy 2. kategóriás esztergályos rendelkezik univerzális gépeken való munkavégzéshez szükséges ismeretekkel, 12-14 minőségű alkatrészekkel;
- 3. kategóriás esztergályos megerősítette tudását az univerzális gépek beállításában, a plazmaégővel való munkavégzésben, a marók élezésében, készen áll a 7-10 minőségű alkatrészek megmunkálására;
- 4. kategóriás esztergályos plazmamechanikai megmunkálást végez, három vagy több támasztékú szánokat vezérel, kettős indítású meneteket vág;
- egy 5. osztályú esztergagép bonyolult alkatrészeket dolgoz meg 6-7 pontossági fokozatig, megmunkálja a magasan ötvözött acélokat és hengereli a többszörös indítású meneteket;
- A 6. osztályos esztergályos a legmagasabb szintű szakmai felkészültség, a szakember az 5. osztályossal dolgozik, és több illeszkedő felülettel vékony szerszámot tud beállítani.

A vizsgák letételét legalább egy év választja el a rangról a másikra.
Az utolsó hatodik kategória az elméleti részben nagyon magas felkészültséget, az alkatrészek megmunkálásában és a gépek beállításában szerzett gyakorlati ismereteket jelzi. Az ilyen szakember fizetése meghaladhatja a hivatásos mérnök fizetését.
És néha a gyártási folyamat egy vállalkozásnál teljes mértékben függhet egy egyedi esztergálási képességekkel rendelkező szakembertől. Az esztergálás szakterületen számos szakmai képzési központban van lehetőség vizsgázni, általában a vizsgához egy tanfolyamon is részt kell venni, és fizetni kell az átképzésért és magáért a vizsgáért.
Hogyan válhat fémmegmunkáló szakemberré
Az esztergályos képzés, mint például az orvosi szakmában, egy egész életen át tart, a jelentős mennyiségű elméleti információ, könyv és gyakorlati ismeretek elsajátítása mellett folyamatosan frissülő eszközpark áll rendelkezésre, tanulmányozást igényel, az esztergagépek fejlődnek. A feldolgozott anyagok köre is bővül, új, nem vizsgált tulajdonságú kompozit és polimer anyagok jelennek meg.
Előszó a hatodik kiadáshozTöltse le az esztergálási oktatóanyagot
Bevezetés
első szakasz. Rövid információ az esztergálásról
I. fejezet Alapfogalmak a csavarvágó eszterga tervezésével kapcsolatban
1. § Az esztergagépek rendeltetése
2. § Esztergagépek fajtái
3. § A csavarvágó eszterga fő alkotóelemei
§ 4. Ágy
5. § Fejtartó
6. § Takarmányozási mechanizmusok
7. § Támogatás
8. § Kötény
9. § Farokszár
10. § Eszterga gondozásának szabályai
fejezet II. A fémvágási folyamat alapjai
§ 1. Vágóelemek esztergagépen történő feldolgozáskor
2. § A forgácsképződés folyamata
§ 3. Vágófolyadékok
4. § Vágó- és egyéb vágószerszámok gyártásához használt anyagok
5. § Esztergaszerszámok
§ 6. Vágók élezése
fejezet III. Biztonsági tájékoztató
§ 1. A biztonsági óvintézkedések fontossága
2. § Biztonsági óvintézkedések a gépműhelyekben
3. § Tűzvédelmi szabályok
fejezet IV. Külső hengeres felületek esztergálása
§ 1. Vágók hosszanti esztergáláshoz
§ 2. A vágó felszerelése és rögzítése
§ 3. Az alkatrészek beszerelése és rögzítése a központokban
4. § Az alkatrészek beszerelése és rögzítése patronokba
§ 5. Pofa tokmányok csavarozása és lecsavarása
6. § Sima hengeres felületek esztergálási technikái
7. § Hengeres felületek párkányos esztergálási technikái
§ 8. Vágási mód elemei esztergálás közben
§ 9. A vágó gondozása
10. § Alkatrészek mérése hengeres felületek esztergálásakor
11. § A hengeres felületek esztergálásakor fellépő hibák és az azt megelőző intézkedések
§ 12. Biztonsági óvintézkedések hengeres felületek esztergálásakor
V. fejezet Végfelületek és párkányok feldolgozása
1. § Végfelületek és párkányok megmunkálásához használt vágógépek és beépítésük
§ 2. Végfelületek és párkányok vágásának technikái
§ 3. Végfelületek és párkányok mérési technikái
§ 4. Biztonsági óvintézkedések végfelületek és párkányok vágásakor
5. § Hibák a végfelületek és párkányok vágásakor és az azt megelőző intézkedések
fejezet VI. Külső hornyolás és vágás
1. § Vonatok esztergálására és vágására szolgáló marók, beépítésük
§ 2. A hornyok esztergálásának és a vágás technikái
§ 3. Mérőhornyok
4. § Hibák a hornyok esztergálásakor és a vágás során, valamint az azt megelőző intézkedések
fejezet VII. Hengeres furatok fúrása és dörzsárazása
§ 1. Fúrók
§ 2. Csigafúrók élezése
§ 3. Rögzítő fúrók
§ 4. Fúrási technikák
§ 5 A vágási mód elemei fúráskor
6. § Dörzsárazás
7. § Egyes fúrótípusok tervezési jellemzői
§ 8. A kézi adagolás cseréje mechanikusra
9. § A fúrás során fellépő hibák és az azt megelőző intézkedések
fejezet VIII. Központosítás
§ 1. A középső furatok célja és alakja
§ 2. A középső furatok jelölése
§ 3. Központozási technikák
4. § Hibák a beállítás során és az azt megelőző intézkedések
fejezet IX. Hengeres furatok süllyesztése, dörzsárazása és fúrása. Belső hornyok esztergálása
§ 1. Hengeres furatok süllyesztése
§ 2. Hengeres furatok kialakítása
§ 3. Hengeres furatok fúrása
§ 4. Technikák átmenő és vakhengeres furatok fúrására
5. § A hengeres lyukak megmunkálásának hibái és az azt megelőző intézkedések
6. § A belső végfelületek vágásának és a belső hornyok esztergálásának technikái
§ 7. Hengeres furatok, belső hornyok és mélyedések mérése
X. fejezet Egyszerű alkatrészek esztergálása
§ 1. A csap elfordítása
2. § Sima és lépcsős tengelyek esztergálása
fejezet XI. Az alkatrészek esztergagépen történő megmunkálásának technológiai folyamatainak felépítésének alapelvei
1. § Technológiai és gyártási folyamatok fogalma
2. § A technológiai folyamat elemei
3. § A gyártás típusai a gépészetben
4. § A mechanikai feldolgozás technológiai folyamatának fejlesztési elvei
5. § A beépítési alapok fogalma és választásuk
Második szakasz. Kúpos felületek feldolgozása. Formázott felületek csiszolása. Felületkezelés. Háromszög menetvágás
fejezet XII. Kúpos felületek megmunkálása
1. § A kúp fogalma és elemei
2. § Kúpos felületek előállítási módjai
3. § Kúpos felületek csiszolása a faroktest keresztirányú eltolásával
§ 4. Kúpos felületek csiszolása a féknyereg felső részének elforgatásával
§ 5. Kúpos felületek feldolgozása kúpos vonalzóval
6. § Kúpos felületek megmunkálása széles maróval
7. § Kúpos furatok fúrása és dörzsárazása
8. § Kúpos felületek mérése
9. § A kúpos felületek megmunkálási hibái és az azt megelőző intézkedések
fejezet XIII. Formázott felületek esztergálása
1. § Alakvágók, beépítésük és működésük
§ 2. Formázott felületek csiszolása átmenő marókkal
3. § Formázott felületek feldolgozása másológéppel
4. § A formázott felületek esztergálásakor fellépő hibák és az azt megelőző intézkedések
fejezet XIV. Felületkezelés
§ 1. A megmunkált felület érdessége
§ 2. Finomesztergálás
§ 3. Befejezés vagy lelapolás
§ 4. A felület hengerezése hengerrel
§ 5. Gördülés
fejezet XV. Menetelés
§ 1. Általános információk a szálakkal kapcsolatban
2. § A szálak fajtái és rendeltetésük
3. § Menetmérés és -szabályozás
§ 4. Háromszög menetek vágása szerszámmal
§ 5. Háromszög menetek vágása menetfúróval
§ 6. Menetvágás marókkal
§ 7. Menetes matricák
§ 8. Csavarvágó eszterga felállítása menetvágáshoz
9. § Példák a cserélhető fogaskerekek számlálására
10. § Menetvágó technikák
§ 11. Nagy teljesítményű menetvágási módszerek
12. § Hibák a menetvágóval történő vágáskor és az azt megelőző intézkedések
Harmadik szakasz. Esztergagépek. Alkatrészfeldolgozási folyamatok gépesítése és automatizálása esztergagépeken
fejezet XVI. Esztergagépek építése
1. § Az esztergagép fejlődésének rövid történeti áttekintése
2. § Esztergagépek fő típusai
3. § Esztergagépek jelképe
4. § A hazai gyártású csavaros esztergagépek főbb jellemzői
§ 5. Eszterga hajtásai
§ 6. A gép kinematikai diagramja
7. § Sebességváltók és előtolások mechanizmusai
§ 8. Csavarvágó eszterga támasztéka
9. § Kötény
10. § Csavarvágó eszterga 1K62 modell
11. § Esztergagépek
fejezet XVII. Csavarvágó eszterga pontosságának ellenőrzése
§ 1. Szerszámgépek pontosságának ellenőrzésére szolgáló eszköz
2. § Az esztergagép ellenőrzésének alapvető módszerei
fejezet XVIII. Alkatrészfeldolgozási folyamatok gépesítése és automatizálása esztergagépeken
1. § Esztergagépen a feldolgozási folyamatot gépesítő eszközök
§ 2. Esztergagépeken a feldolgozási folyamatot automatizáló eszközök
3. § Számítógéppel vezérelt gépek
§ 4. Automatikus vonalak
Negyedik szakasz. A fémforgácsolás tanulmányozásának alapjai
fejezet XIX. Általános információk a vágásról
1. § Rövid történeti áttekintés
2. § Vágószerszámok gyártásához felhasznált anyagok
§ 3. Vágószögek
§ 4. A vágó felszerelése
fejezet XX. Alapvető vágási eljárások
1. § A forgácsképződés folyamata
2. § Alapvető tudnivalók a vágóra ható erőkről
§ 3. Vágási hő
§ 4. A vágó tartóssága
§ 5. Szerszámhűtés
6. § Különféle tényezők hatása a vágási sebesség megválasztására
Ötödik szakasz. Nagy teljesítményű fémvágás. A legelőnyösebb vágási feltételek kiválasztása
fejezet XXI. Nagy teljesítményű fémvágás
§ 1. A fémek gyorsvágásának lényege
§ 2. A nagy sebességű vágáshoz használt marók geometriája
§ 3. Nagy teljesítményű marók modern kivitelei
4. § A nagysebességű esztergagépekre vonatkozó követelmények
§ 5. Gyorsvágáshoz használt eszközök
6. § Forgácseltávolító eszközök
7. § Problémák a nagysebességű kanyarodással
8. § Keményötvözet lemezekkel felszerelt marógépekkel végzett munka alapvető szabályai
fejezet XXII. A legelőnyösebb vágási feltételek kiválasztása
1. § A munkatermelékenység fogalma
2. § Az erő fogalma fordulás közben
§ 3. Nyomaték
4. § Az esztergagép útlevele
5. § A legelőnyösebb vágási feltételek kiválasztása
Hatodik szakasz. Összetett esztergálási munka
fejezet XXIII. Téglalap és trapéz szálak vágása
§ 1. Általános információk a mozgásátvivő szálakról
§ 2. Téglalap- és trapézmenetek vágása
3. § A többszörös indítású menetek elvágásának módszerei
4. § A többkezdetű szálak felosztása indításokra
§ 5. Nagy teljesítményű eljárások többindításos menetek vágására
§ 6. Alapvető tudnivalók a forgó marókkal történő menetvágásról
fejezet XXIV. Alkatrészek esztergálása összetett beépítéssel
§ 1. Alkatrészek feldolgozása állandó nyugalmi állapotban
§ 2. Az előlapon lévő alkatrészek feldolgozása
§ 3. Alkatrészek feldolgozása négyzeteken
4. § Alkatrészek feldolgozása tüskéken
§ 5. Excentrikus alkatrészek feldolgozása
Hetedik szakasz. Az esztergályos munkahely és munka szervezése. Az alkatrészek megmunkálásának technológiai folyamata esztergagépeken
fejezet XXV. Az esztergályos munkahely és munka szervezése
1. § Az esztergályos munkahely szervezése
2. § Az esztergályos munkahely elrendezése
3. § Rend és tisztaság a munkahelyen
4. § A munka szervezése a munkahelyen
5. § Többgépes munka
fejezet XXVI. Racionális esztergálási módszerek
1. § Innovatív esztergályosok által használt technológiai technikák
2. § Fő (gépi) idő csökkentése
3. § Segédidő csökkentése
4. § Komplex módszer a darabidő csökkentésére
fejezet XXVII. Alkatrészek gépeken történő feldolgozásának technológiai folyamata
1. § Általános tudnivalók az alkatrészek feldolgozásának technológiai folyamatának fejlesztéséről
2. § Az alkatrészek megmunkálásának technológiai folyamatának elkészítésére vonatkozó eljárás
3. § Az alkatrészek csoportos feldolgozásának módja
4. § Szerszámgépeken az alkatrészek megmunkálásának technológiai folyamatának térképei
5. § Technológiai fegyelem
fejezet XXVIII. Technológiai eljárások alkatrészek feldolgozására esztergagépeken
1. § A perselyek esztergálásának technológiai folyamata
2. § A tárcsák esztergálásának technológiai folyamata
3. § A csészék forgatásának technológiai folyamata
fejezet XXIX. Példák az alkatrészek feldolgozásának technológiai folyamataira esztergagépeken
§ 1. Lépcsős henger feldolgozása
§ 2. A nyomóanya feldolgozása
I. függelék Adatlap csavarvágó eszterga 1K12 modellhez
melléklet II. Átmeneti osztályozó
melléklet III. Megmunkálási művelet kártya
melléklet IV. Technológiai térkép lépéshenger megmunkálásához
V. függelék Technológiai térkép a nyomóanya megmunkálásához



