Tekinimo staklės ir tekinimas*
Prietaisas, skirtas sukimosi kūnams iš medžio ir kitų kietų medžiagų gaminti, vadinamas „tekinimo stakle“ (un tour, turning lathe, Drehbank), žinomas nuo seniausių laikų; tik „puodžio ratas“, naudojamas apvaliems moliniams indams gaminti, yra už jį senesnis. Tekintų gaminių gausu Egipto senovėje, o primityvios konstrukcijos mašinas ir mūsų laikais naudoja įvairios tautos. Šios mašinos yra dviejų tipų: azijiečiai, pripratę prie tupėjimo, taip pat pastatė šį paprotį atitinkančias T. mašinas, o europiečiai jas pritaikė taip, kad galėtų dirbti stovint. Ant stalo pav. 1 parodyta, kaip induistai suka stulpelį: asistentas, naudodamas virvę, pavyzdžiui, verpstę, skirtą ugniai uždegti dėl trinties, įveda apdorojamą objektą į kintamą sukimosi judesį. Pati mašina susideda iš dviejų į žemę įsmeigtų kaiščių ir prie jų pririšto horizontalaus pagaliuko, tarnaujančio kaip įrankis, o sukamas objektas sukasi ant dviejų vinių galiukų. Kalmykai taip pat naudoja panašų įrenginį, tačiau jie turi ir sudėtingesnę puodelių sukimo mašiną (2 lentelė). Tarp įžemintų kuoliukų sukasi medinis tikros „verpstės“ panašumas su kakleliu ir už jo išsikišusiu pastorėjimu, kuris tarnauja kaip „užtaisas“ apdirbamam gabalui pritvirtinti. Norint apsieiti be asistento apdorojant smulkius daiktus, virvė traukiama per „lanką“: tada meistras viena ranka nustato darbą sukimosi tvarka, o kita turi laikyti įrankį. Tokios lankstomos mašinos yra paplitusios tarp persų, arabų ir kt. Europoje jie mieliau rodė sukamąjį judėjimą koja: ant stalo. pav. 3 paveiksle tokia mašina pavaizduota tokio pavidalo, kokia ji dabar naudojama mediniams daiktams gaminti Italijoje, Šveicarijoje ir kitose vietose. Vietoj į žemę įsmeigtų kuolų yra visas karkasas su dviem horizontaliomis lygiagrečiomis juostomis, tarp kurių perkeliami ir pleištais tvirtinami abi „galvūgaliai“ su taškais, skirti sukamam objektui. Vietoj lanko prie lubų tvirtinamas tamprus stulpas, o apatinis virvės galas pririšamas prie „laiptelio“. Reguliuojama lenta, lygiagreti mašinos ašiai, tarnauja kaip atrama darbuotojui. Tokios mašinos atlieka net labai švarų ir subtilų darbą; šlifuojant medieną ir kai kuriais kitais atvejais kintamasis judėjimas yra net tikslingesnis nei nuolatinis judėjimas. Lanką ir kintamą sukimąsi naudoja ir laikrodžių gamintojai savo mažose tekinimo staklėse (žr. Laikrodžiai), tačiau dabar jį beveik visuotinai pakeičia nuolatinis sukimasis per „smagratį“. Nors yra požymių, kad smagratis (žr.) mašinai paleisti buvo naudojamas jau XVI amžiuje, jis pradėtas plačiai naudoti tik nuo XVIII a. Smagratis buvo pradėtas dėti po mašina, jis buvo paleistas naudojant gerai žinomą mechanizmą, susidedantį iš siūbavimo laiptelio, „kablio“, kuris tarnavo kaip švaistiklis, ir išlenkto veleno (4 lentelė). Pati mašina iš pradžių buvo sumontuota kaip ir ankstesnė, o begalinis lynas nuo smagračio perimetro buvo nutiestas tiesiai ant apdirbamo gabalo. Tačiau netrukus jie pradėjo gaminti specialią „verpstę“ su dviem kakliukais, besisukančiais specialiose „galvūgalėse“, skylėse, užpildytose skarda, kad sumažintų trintį ir dilimą. Laisvasis veleno galas buvo su sriegiu, kad ant jo būtų galima prisukti įvairių rūšių „griebtuvus“, kad būtų pritvirtintas ruošinys. Kartais kairėje galvutėje buvo fiksuotas taškas, ant kurio cilindrinio strypo laisvai sukosi mažas skriemulys nėriniams nuo smagračio. Šiuo atveju apdorojamas objektas buvo fiksuotas „tarp centrų“, kaip parodyta Fig. 3, ir specialus kaištis, išsikišęs iš mažo skriemulio šono, užkabintas ant kairiojo galo ir suteikia darbui sukimąsi. Ši technika vadinama šlifavimu „negyvuose centruose“; jis naudojamas ir šiuolaikinėse mašinose, kai reikia kuo didesnio darbo tikslumo. Fig. 4 parodytas dar sudėtingesnis įrenginys, vadinamasis. "kasetės" varžtų pjovimo mašina. Suklio kakleliai yra žymiai ilgesni nei juos supantys guoliai, kad sukdamasis jis taip pat galėtų judėti išilgai savo ašies. Kairiajame veleno gale išpjaunami keli trumpi skirtingo greičio sraigtai, o galvutėje tvirtinamos kietos medienos lentos su atitinkamais veržlių sriegiais. Kai šios lentos nuleidžiamos į atitinkamas galvutės plyšius, o tolimiausia, be įpjovimų, pakeliama ir įkišama į atitinkamą žiedinį veleno pjūvį, ji neturi išilginio judėjimo ir tarnauja kaip įprastas taškas. Pakeitus šią plokštę kita, velenas gali kelis kartus apsisukti išilgai sraigtinės linijos, o stacionariomis „šukomis“ ant apdirbamo objekto atitinkamai pasukti varžtą, išorinį ar vidinį. XIX amžiaus pradžioje pradėjus masiškai gaminti garo mašinas, jos ėmė reikalauti iš mašinos tikslaus ir greito darbo; aukščiau aprašytus tipus teko pakeisti pažangesniais ir patvaresniais. Šiuo atžvilgiu pirmosios figūros buvo anglų mechanikas Maudsley (Maudsley, -) ir vokiečių mechanikas Reichenbachas ( - ). Reichenbachas, kurdamas astronominius ir geodezinius prietaisus, užsiėmė smulkiais objektais ir todėl tik patobulino medinio T. mašinos tipas Pav. 4, tačiau pirmasis prie jo pridėjo „atramą“ pjovimo įrankiui, leidžiantį jį varžtais judinti išilgai sukamo objekto ašies ir jam statmena kryptimi. Maudsley pradėjo gaminti T. ketaus mašinas su apkaba; Obliavimo staklių išradėjas Klemensas patobulino veleno konstrukciją, ėmė diegti obliuotus ketaus staklių rėmus ir suteikė jai apskritai šiuolaikišką išvaizdą, kuri vis dėlto buvo sukurta tik XIX amžiaus šeštajame dešimtmetyje. daugelio žmonių pastangomis. Šiuolaikinės T. mašinos gaminamos iš ketaus: lova w(5 lentelės brėžinys) išlietas iš vieno gabalo ir prisukamas prie kojelių s. Lova yra kruopščiai obliuota ant viršutinio paviršiaus, vaizduojant dvi plokščias lygiagrečias liniuotes arba plokščią liniuotę priekyje ir lygiagrečią, smailią gale, kad kairę galvos atramą būtų galima perkelti lygiagrečiai sau ir pritvirtinti. D su velenu x, mechaninis suportas Esu, meistras Bn ir teisinga močiutė Cu. Mašinose, varomose darbuotojo koja, velenas su švaistikliu yra sumontuotas po rėmu h, dažniausiai sukasi tarp dviejų smailių varžtų, pritvirtintų kojose S; ant šio veleno sumontuotas laiptuotas smagratis l perduodama per diržą aš skriemulio judėjimas l 1, uždėkite ant veleno X.Žingsnis t per kabliuką u, tarnaujantis kaip švaistiklis, imasi suktuvo kojos siūbavimo judesio ir žinomu būdu paverčia ją apskrita. Suklis sudaro pagrindinę mašinos dalį; jis pagamintas iš gero plieno, o kakliukai grūdinami ir kruopščiai šlifuojami. Pavaizduota mašina (f. 5) turi vidutinio dydžio veleną su dviem kūgiais, besisukančiomis grūdinto plieno žieduose, įstatytuose į ketaus galvutę. Abu kūgiai turi savo viršūnes į kairę, bet turi skirtingus pasvirimo kampus; Ant veleno iš kairiojo galo uždedamas cilindrinis vamzdelis ir laikomas veržle. Kai velenas yra vienkūgis, jis yra storesnis nei varžtas, kurio gale įsriegtas X, kad veleną būtų galima įkišti iš kairės, kai yra dalyje k traukos varžtas D pakankamai atsuktas. Kad veiktų, šis varžtas turi būti atsargiai priveržtas taip, kad jo plokščias, grūdintas ir poliruotas galas tiksliai liestųsi su šiek tiek išgaubtu ir taip pat sukietėjusiu dvigubo kūgio veleno galu arba tvarkingai tilptų į kūginę įdubą kairiajame viengubo gale. -kūginis velenas (5 pav.). Tepimui žiedai gręžiami iš viršaus. Viršutinė dešinės galvutės dalis yra išgręžta išilgai geometrinės veleno sukimosi ašies, kad ji judėtų nesisukdama naudojant varžtą adresu ir veržlės su rankračiu z cilindras su įdėklu "centras" adresu. Likusią rankinių įrankių laikymo dalį sudaro T formos įdėklas B, kurį galima pakelti ir pasukti apie vertikalią ašį, ir jo stovas iįrengtas horizontalus lizdas, leidžiantis jį patraukti į priekį ir užfiksuoti sukant veržlę n. Apkabos įtaisas A Jis gali būti geriau matomas toliau pateiktuose brėžiniuose (8 ir 9 lentelės), vaizduojančius jo vertikalius pjūvius išilgai veleno sukimosi ašies ir statmenai jai. Fondas A, judantis išilgai T. mašinos lovos, vaizduoja tvirtą, prizmės pavidalo obliuotą rėmą, kurį dengia apatinis „vežimas“ INįrengtas kilnojamas pleištas v, atsargiai pritvirtinkite varžtais, kad judėtų kartu su varžtu b ir riešutas m jokio šoninio svyravimo. Viršutiniame šio vežimo paviršiuje sukasi išilginis rėmas – prizmė CD prie erškėčio Su ir pritvirtinami tam tikru kampu varžtais Χ . Jį dengia viršutinis vežimėlis E varomas varžtu l ir riešutas n; Viršutiniame paviršiuje pjaustytuvas 1, 2 yra pritvirtintas varžtu YY nerimsta APIE, trikampis gg ir atraminis varžtas R. Kai reikia apdoroti tik šoninį ilgų daiktų paviršių, jų galuose įrengiami nedideli piltuvėlio formos įdubimai ir dedami tarp mašinos „centrų“. Norėdami, kad šis objektas suktųsi su velenu, kairiajame gale uždėkite „apykaklę“ (13 lentelė), paspauskite jį varžtu ir ištraukite ant veleno prisuktą griebtuvo kabliuką tiek, kiek reikia, kad jis užfiksuotų uodegą. spaustukas. Jei taip pat reikia apdoroti vieną iš galų, išgręžti jame skylę arba nupjauti varžtą ar veržlę, tai šis objektas kitu galu įsukamas į griebtuvą (lentelė, 6 pav.). Šis panašumas yra cilindro formos. stiklas su dviem eilėmis skersinių varžtų d Ir d 1 ; Sistemingai priveržiant šiuos varžtus, nesunku „centruoti“ objektą. Šis griebtuvas visų pirma naudojamas objektams sukti iš storos žalvario vielos ir iš cilindrinių plieninių ir geležinių strypų. Medžiui to paties tipo griebtuvai gaminami be varžtų, bet skirtingo skersmens, pagaminti iš metalo arba kietmedžio; Apdorojamas medienos gabalas tiesiog įkalamas suapvalintu galu į tokį griebtuvą. Savaime centruojanti amerikietiška kasetė patogesnė, tačiau laikosi ne taip tvirtai (lentelė, 7 pav.). Jame yra trys štampai 1, 2, 3, judantys kasetės dangtelio radialinėse plyšiuose E, prisukamas žiedu Om ; Labai plokščiame šios kasetės paviršiuje išpjaunama Archimedo spiralė, užfiksuojanti dantis apatinėje štampų pusėje. Pagal šios linijos savybę, vienoje padėtyje sumontuotų štampų vidinės briaunos išliks tame pačiame apskritime, koncentruotame su sukimosi ašimi ir visose kitose padėtyse, į kurias jas bus galima nukreipti sukant dangtį jo atžvilgiu. kasetė su spirale. Be aprašytųjų, buvo sukurta daugybė skirtingų kasečių skirtingiems tikslams. Gręžti labai patogi ir moderni staklės: įtaisius daiktą griebtuve, galima jį gręžti išilgai sukimosi ašies: prieš tai pažymėję centrą, tai yra ranka išraižę šioje vietoje įdubą, įkišti. Įkiškite į jį grąžto galiuką, pasukite veleną ir paspauskite grąžtą dešiniuoju sraigtu, tuo pačiu uždelsdami paties grąžto sukimąsi. Arba jie įkiša grąžtą į atitinkamą griebtuvą ir paspaudžia objektą dešiniuoju galvutės varžtu, uždedant specialų griebtuvą ant dešiniojo galiuko sukimosi ašiai normalaus apskritimo pavidalu. Mašina taip pat naudojama varžtams pjauti. Optinio stiklo rėmams ir apskritai jungiant dalis, pagamintas iš vamzdžių, kaulinių gaminių ir kietos medienos, reikia iškirpti trumpus skirtingo skersmens ir skirtingo eigos ilgio varžtus ir veržles. Tokios kasetinės mašinos kairioji galvutė parodyta lentelėje, pav. 10. Jo velenas turi du cilindrinius kakliukus, gale, kairėje pusėje yra cilindrinis priedas, ant kurio uždedamos skirtingų sriegių cilindrinės kasetės ir tvirtinamos veržle. Atitinkami veržlės sriegiai yra pagaminti ant bronzinės žvaigždės formos dalies, kuri sukasi ant čiuožyklos apačios, ekscentriku su svirtimi slysdama aukštyn ir žemyn galinės atramos dalimi. Kai reikia nupjauti varžtą, atitinkama žvaigždės pjūvis perkeliamas link griebtuvo, kai reikia tiesiog pagaląsti, žvaigždė nuleidžiama, o ašies galas atremtas ant varžto specialioje šakėje, parodyta pav. 10 pakeltoje padėtyje. Ant išorinio veleno sraigto yra griebtuvas su kaiščiu, kuris naudojamas gnybtui sugriebti galandant „ant centrų“; Šone, už skriemulio, matoma juostelė, kuri naudojama ant priekinio paviršiaus pažymėtų apskritų padalų. Šie skyriai pažymėti mažomis skylutėmis, į kurias patenka taškas, pritvirtintas prie nurodytos juostos šono; jie skirti pažymėti apdorojamo objekto perimetrą (žinoma, nuėmus diržą). Ilgų ir storų varžtų gamybai, ypač su stačiakampiu sriegiu, naudojamas „sraigtinis pjovimas“ T. mašinos su pagrindiniu sraigtu, kurios taip pat tarnauja kaip „savaime galandimo mašina“ cilindrams, plokštumoms ir kūgiams sukti. Tokia mašina parodyta lentelėje fig. 11. Jis susideda iš tų pačių dalių, bet šiek tiek kitokio dizaino, jo rėmas turi vadinamąją išpjovą. "tarpą", kad galėtumėte šlifuoti ratus, kurių spindulys yra didesnis nei jo centrų aukštis. Išilgai jo priekinės pusės yra ilgas „motinis varžtas“, su velenu sujungtas kintamų pavarų sistema, kurios tiekimas rodomas po mašina (kairėje yra „universalus“ griebtuvas su keturiais reguliuojamais varžtais, o antr. dešinėje yra skriemulys, skirtas perkelti judesį į veleną iš pavaros). Nuimama veržle šis varžtas gali perkelti apatinį atramos vežimėlį palei patį rėmą, išilgai šio vežimėlio slysta kitas, skersinis, varžtas, kurio varžtas taip pat gali suktis nuo veleno: šiuo atveju jo veržlė yra atskirtas ir susisiekęs su sraigė, sėdinčia ant krumpliaračio ašies, kuri perduoda sukimąsi į skersinį vežimo varžtą per kitą, matomą paveikslėlyje. Kad be reikalo nenusidėvėtų varžtas, instaliacijose vežimėlis perkeliamas per pavarų juostą, krumpliaratį ir rankeną, matomą paveikslėlyje. Ant skersinio vežimėlio sumontuota rankinė atrama, kad būtų patogu montuoti pjaustytuvą. Karietos dešinėje matosi „lunetė“: fiksuotas stovas, į kurį dedami medžio gabalai su išpjova, kad atremtų ilgus daiktus, kad jie nesulinktų. Kairioji galvutė yra „overkill“: kai suklį reikia sukti greičiau, diržas uždedamas ant skriemulio, o skriemulys tvirtinamas prie veleno. Kai reikia lėto sukimosi, skriemulys atjungiamas nuo veleno ir ant specialios ašies, besisukančios guoliuose, paruoštuose galinėje atramos pusėje, perkeliama į krumpliaratį kairiajame jos gale. Dešiniajame šios ašies gale esanti krumpliaratis susijungia su ratu, esančiu dešiniajame veleno gale, ir priverčia jį suktis kelis kartus lėčiau. Norėdami iškirpti tam tikro smūgio varžtą, turite žinoti gimdos varžto eigą. Tarkime, kad jis lygus 1 cm Jei varžtas sukasi tokiu pat greičiu kaip ir velenas, jo kopija bus pradėta pjauti; kad įsuktumėte varžtą n kartų mažiau smūgio, reikia užsidėti ratus, kad apsisuktų vienu apsisukimu n veleno apsisukimai. Suskaičiuoti, kiek dantų reikia panaudoti šiam tikslui, nesunku, tačiau praktiškai reikia panaudoti esamą ratukų komplektą; Kadangi šis rinkinys yra ribotas, kartais tenka pasitenkinti apytiksliu. Paprastai mašina pateikiama su galimų ir įprastų derinių lentele. Jei ratų skersmenys ant veleno ir ant sraigto yra nepakankami tiesioginiam susijungimui, įvedamas pagalbinis ratas, kuris susijungia su jais abiem ir todėl nekeičia perduodamo greičio santykio. Įvedę dar antrą tokį ratą, pakeisime varžto sukimosi kryptį ir vietoj dešiniojo varžto pradėsime pjauti kairįjį arba atvirkščiai. Kai reikia tiesiog pagaląsti cilindrą savaiminio šlifavimo būdu, rinkitės ratus kaip mažo greičio sraigtui. Kartais, siekiant supaprastinti konstrukciją, tokiose be sraigtinio pjovimo savaiminio galandimo staklėse vietoj pagrindinio sraigto montuojama krumpliaračio juostelė su krumpliaračiu, kuri judesį gauna iš veleno.
SUKIMAS.
Minkšta mediena reikalauja greito sukimosi, apie 10 apsisukimų per sekundę ploniems daiktams; Dažniausiai naudojami pusapvaliai ir plokšti kaltai („rera“ ir „menzel“). Abu skiriasi nuo dailidžių didesniu ilgiu, „veržlės“ nebuvimu ant uodegos, įkištos į rankeną, ir tuo, kad pusapvalis nėra pagaląstas tiesiai, kaip dailidė, o labiau nušlifuoti kampai. nei vidurys; flat yra pagaląstas iš abiejų pusių taip, kad ašmenys būtų linkę į ilgį ir vienas kampas būtų aštrus, o kitas bukas. Dirbant įrankis remiamas ant „atramos“ ir uždedamas ant apdorojamo paviršiaus taip, kad apatinis ašmenų nusklembimas beveik liestųsi su juo. Jei rankeną šiek tiek pakeliate taip, kad tarp šio nusklembimo ir liestinės susidarytų kelių laipsnių kampas, drožlės pirmiausia sustorėja, o tada įrankis pradeda braižyti: vietoj drožlių gaunami trupiniai, o paviršius lieka nelygus. Norėdami gauti lygų paviršių, visada turite pjauti medienos „išilgai sluoksnių“, o ne prieš juos, kaip obliuojant peiliu; po pasukimo nušlifuoja švitriniu popieriumi (žr. Emery), o po to tvirtai nušluosto tos pačios medienos drožlėmis, todėl paviršius šiek tiek blizga. Minkštos medienos pjovimo kampas yra nuo 20 iki 30°; kietoms rūšims jis gali būti 45°, o įrankius galima sąmoningai verčiau grandyti, o ne pjauti: darbas vyksta tyliau, bet lengviau padaryti sudėtingas formas ir raštus. Žalvariui, geležiui ir kaulams nupjauti naudojami keli paprasti rankiniai įrankiai: „stihel“ susideda iš kvadratinio skerspjūvio plieninio strypo, pagaląsta viena įstriža plokštuma, todėl susidaro vienas aštrus trikampis kampas ir du pjovimo peiliai. Jei žvyrą uždėsite ant įrankio atramos taip, kad trumpoji jo nusklembimo įstrižainė būtų beveik vertikali, o jo galiuką priverčiate įpjauti šiek tiek žemiau vidurio linijos, tada jis veikia labai stipriai, ypač geležį ir plieną, tačiau palieka briaunuotą paviršių. kurį galima išlyginti jo ašmenimis. Žalvariui patogesnis tiesus įrankis su užapvalintais arba dviem nuožulniais galais. Geležies pjovimo kampas yra apie 60°, o žalvario – bukesnis, nuo 70° iki 80° ir net iki 90° galutiniam išlyginimui. Žalvario sukimosi greitis gali būti tik šiek tiek mažesnis nei medienos, o geležies jis turėtų būti 3 ar 4 kartus mažesnis, kitaip įrankis nusibos ir darbas vyksta prastai. Sunkiojo metalo darbams, kai dar nebuvo staklių su atramomis, buvo naudojami „kabliukai“: įrankio pjovimo galas buvo sulenktas stačiu kampu, ilga rankena buvo galima remtis į pečius, o „kulnas“ - ant pečių. įrankių poilsis. Tokiu būdu visas pasipriešinimas buvo perkeltas į įrankio atramą, o darbuotojui tapo lengva įrankį laikyti ir nukreipti. Tekinimo staklės kablys buvo specialus XIX amžiaus pirmosios pusės anglų „milwrights“ (q.v.) įrankis, dabar jis nebenaudojamas. Įrankių, skirtų metalui apdirbti naudojant suportą, forma yra kruopščiai suprojektuota. Visų pirma, atkreipiame dėmesį, kad bet koks savaime galandantis įrankis paliks sraigtinį griovelį ant šoninio sukamo objekto paviršiaus ir Archimedo spiralės formos griovelį plokštumoje, kuri yra statmena sukimosi ašiai. Jei antgalis yra apvalus arba trikampis, griovelis bus gana gilus, tačiau kiekvieno ritinio išsikišusios dalys bus nupjautos, kai susidaro kitas, kai spiralės eiga yra žymiai mažesnė už spiralės plotį. lustai pašalinami. Grioveliai dar labiau atsiras, jei antgalis bus pagaląstas taip, kad jis sudarytas iš dviejų beveik viena kitai statmenų ašmenų, kurių vienas beveik liečia formuojamą paviršių, o kitas, beveik normalus, eina į priekį ir daro daugiausia. darbo. Tokios „šoninės pjaustyklės“ reikalingos kakliams ir iškyšoms su įgilintais kampais pasukti. Tačiau esant tokiai formai, ūmus abiejų peilių susikirtimo kampas lengvai nutrūksta ant plieno ir geležies, todėl norint sukti lygius paviršius, jie renkasi pjaustytuvą su vienu tiesiu peiliuku, pasvirusiu 30 laipsnių kampu į sukimosi ašį, kuris yra priverstas pjauti. ne kampu, o per vidurį. Judant tik šlifuojamo objekto spinduliu, tokia freza suformuotų reguliuotą sukimosi hiperboloidą (žr.), liečiantį jo kakle esantį cilindrą, todėl judant išilgai toks frezas palieka labai lygų paviršių. Žalvaris ir ketus galąstami sausai, tačiau lygų paviršių geležis ir plienas suteikia tik sudrėkinus aliejumi, augalinio aliejaus ir terpentino mišiniu arba muilo tirpalu, sumaišytu su aliejumi. Pašalinant liejinių, kuriuose yra apnašų ir smėlio grūdelių, išorinę plutą, pirmenybė teikiama paprastam pjaustytuvui su užapvalintais galais. Didelėms T. staklėms pravartu nekalti visos frezos iš plieno, o naudoti smulkius plieninius strypus, pagal poreikius susuktus į įvairaus skerspjūvio profilius, grūdintus ir įstatytus į specialius „laikiklius“, kurie savo ruožtu įsukami į atramą. Tokiu atveju ne tik sutaupoma medžiaga, bet ir išlaikoma tiksli ašmenų forma, nes pjovimo blokai pagaląsti tik jų skersiniame paviršiuje. Paprastai paviršius taip pat apdorojamas šlifavimo dilde, kai sukasi ant mašinos, nors pažeidžiamas formos teisingumas; jei paviršius nėra nusitrynęs, jį galima šlifuoti ir poliruoti įprastais būdais. Darbo sėkmė priklauso nuo teisingo įrankio montavimo. Patartina priversti pjovimo antgalį dirbti horizontalioje plokštumoje, einančioje per sukimosi ašį, kitaip „nuolydžio kampas“ DAQ(I pav. aukščiau) pasikeis, kai objektas yra šlifuojamas, o jei jo paviršius yra apdirbtas statmenai ašiai, tada netoli centro ašmenys nustos veikti ir pereis arba žemiau, arba virš jo.
Ši padėtis tuo pat metu yra pati palankiausia darbo sąlygoms: plonų drožlių atsparumas nukreiptas tangentiškai ir gali būti išreikštas jėga AQ, o antgalio reakcija yra jėga AR, visiškai priešingai nei pirmasis. Šios jėgos, vienodai judant, panaikina viena kitą, nesukeldamos komponentų, kurie linkę stumti apdorojamą objektą ant pjaustytuvo arba jį nustumti. Jei pjaustytuvas paliečia centrinę plokštumą (vidurinės linijos I forma), pasirodys rezultatas AB, siekimas jį atitolinti nuo apdorojamo objekto; jei dirbs žemiau, tada ši jėga bus nukreipta priešinga kryptimi, pjaustytuvas turės polinkį „prilipti“, pjauti giliau, jei drožlės sustorės arba dėl nelygumo, arba dėl neatsargaus apkabos judėjimo. varžtas. Norėdami sujungti abu privalumus, viršutinis pjaustytuvo paviršius AB Paprastai jie padaro jį įstrižai (I pav. apatinė linija) ir montuoja ant centrų linijos. Pašalinant storas drožles, reikia daugiau darbo jas sulenkti nei atskirti metalo daleles, tokiu atveju jėgos kryptis K artės AE, linija, dalijanti pjovimo kampą per pusę BLOGAI, kaip pleištui. Dėl šios aplinkybės būtina pakelti pjaustytuvo galą arba padaryti jo paviršių kiek įmanoma pasvirusį, jei reikia, nustatyti pasvirimo kampą DAQ nuo 3° iki 4° ir pjovimo kampą BLOGAI nuo 51° iki 60° geležies, nuo 51° iki 70° ketaus ir nuo 66° iki 80° bronzos ir žalvario. Patirtis rodo, kad didžiausias lustų skaičius gaunamas dirbant mažiausiai varikliui esant apskritiminiam greičiui cm per sekundę: 5,5 geležies, 4,0 ketaus ir 6,5 bronzos. Skiedros buvo 0,3 mm storio, o plotis svyravo nuo 10 iki 40 mm. Tačiau realiai varomoji jėga kainuoja kur kas pigiau nei meistro laikas, todėl paspartinti darbus apsimoka naudojant daugiau jėgos ir didesniu greičiu šalinant storesnes drožles. Todėl praktiškai jie labai nukrypsta nuo šių greičių. Pasak Dejonco, šie greičiai yra:
Neįmanoma paimti dar didesnių greičių, nes pjaustyklė įkaista, o įrankis ir šlifuojamas objektas pradeda drebėti, paviršius pasirodo nelygus. Todėl norint pagreitinti didelių T. mašinų darbą, pvz. sukant vežimo ratus, neseniai vietoj frezos buvo sėkmingai naudojami „frezatoriai“ (arba „frezatoriai“, žr.) (Roth staklės Florisdorfe, netoli Vienos). Tai besisukantys pjovimo ratai su daugybe taškų; todėl darbas paskirstomas dideliame plote ir, sunaudojant pakankamai darbo, vyksta daug kartų greičiau. Amerikoje išrasta dar viena sunkiųjų staklių darbui paspartinti priemonė: tai pjaustyklės, pagamintos iš specialios rūšies plieno, kuris nepraranda kietumo net įkaitinus iki tamsiai raudonos kaitros; todėl plieną „galandimui“ galima sukti 10 cm greičiu, minkštą ketų – 96 cm, pilkąjį – 50 cm, o žalvarį – 100 cm per sekundę. Tikėtina, kad tai viena iš vadinamojo natūraliai kieto plieno atmainų: šiose rūšyse, be anglies, dažniausiai yra volframo, titano, molibdeno ir kitų elementų. Kaitinami aukščiau kiekvienai veislei nustatytos temperatūros, jie vėsdami tampa kieti, net jei šis vėsinimas vyksta lėtai. Jei jie antrą kartą kaitinami iki kitos tam tikros, bet ne tokios aukštos temperatūros, tada atvėsus jie pasirodo daug minkštesni. Kaitinimas, kuris nepasiekia šios antrosios „kritinės temperatūros“, išlieka be reikšmingo poveikio kietumui. Norint naudoti tokius pjaustytuvus, reikia patvaresnės konstrukcijos staklių, nes ne visos esamos leis dideliu greičiu pašalinti storas drožles be kenksmingų vibracijų. Labai svarbų vaidmenį šiuolaikinėje masinėje metalo gaminių gamyboje atlieka vadinamieji. „besisukančios T. mašinos“. Gaminant ginklus, siuvimo mašinas, dviračius, moteriškus laikrodžius, elektros aksesuarus ir kt., reikia dešimčių tūkstančių vienodų varžtų ir kitų smulkių tekančių detalių, kurios turi būti taip arti identiškų, kad galėtų pakeisti viena kitą be bet koks koregavimas. Norint pagaminti tokius gaminius iš vielos iki 3 cm skersmens, dažniausiai žalvario, mašinos suklys (stalas, 12 pav.) yra išgręžiamas, kad būtų galima praeiti ilgus laidus ir sumažinti likučių skaičių (atraminis varžtas, parodytas figūra įterpiama tik apdorojant trumpus, lietus ar kaltinius daiktus, pritvirtintus po mašina parodytame griebtuve, į kurį taip pat galima įkišti lūpas dėžučių pavidalu minkštam metalui pilti į netaisyklingos formos daiktus). Iš griebtuvo nuėmę tiek vielos, kiek reikia, suklį pajudinkite ir pirmąjį bokštelio atramos įrankį judinkite link jo, kol pasieksite specialų stabdymo varžtą. Tada suportas perkeliamas atgal, o speciali spyna pasuka viršutinę apkabos dalį, kaip revolverio būgnas, šeštadaliu apsisukimo, kad vietoje pirmojo įrankio būtų antras ir pan. sraigtu arba baigtam darbui nupjauti naudokite svirtelę, besisukančią antgalio ašyje. Kairiajame jos gale pritvirtinama dalis veržlės: kai ji liečiasi su sraigtiniu griebtuvu, esančiu ant veleno kairiojo galo, dešiniajame svirties gale esantis taškas nupjauna varžtą, o atraminis varžtas slysta. palei platformą, riboja pjovimo gylį. Staklių konstrukcija itin įvairi, dažnai tokia mašina pritaikoma tik vienam konkrečiam darbui, o kitos veikia visiškai automatiškai. Į staklių sąrašą taip pat turėtų būti įtraukta „kopijavimo mašina“, pirmiausia naudojama medinėms ginklų atsargoms, batų laikikliams ir kitiems apvaliems objektams gaminti. Prekė apdorojama SU(4 pav. lentelę galima pasukti apie horizontalią ašį, lygiagrečią modelio ašiai A, su kuria objekto ašis yra sujungta krumpliaračiais, kad jis suktųsi tuo pačiu greičiu ir ta pačia kryptimi. Apdorojimas pjaustytuvais IN sukasi apie ašį, lygiagrečią pirmiesiems dviem, bet sumontuota ant slydimo statmenai joms. Lėtai sukant modelį ir objektą, pjaustytuvai jį nupjauna tol, kol prie slydimo prijungtas sraigtas atsiremia į modelio paviršių ir atitolina tolesnį judėjimą. Tada tas pats procesas prasideda kitoje modelio dalyje. Kopijavimo aparato principas naudojamas labai įvairiai.
Literatūra yra gausu, tačiau knygų, kuriose yra tinkama informacija, yra nedaug. Pagrindinė knyga: Holtzapffel, „Tekinimas ir mechaninis manipuliavimas“ (t. IV,). Pirmasis tomas buvo išleistas mieste, tačiau yra naujas tęsiamas leidimas, išleistas devintajame dešimtmetyje. Thieme, "Mechanikos inžinerijos pagrindai" (); Naidenko, „Vadovas tekintojams“ (Jekaterinoslavas,; daug kas tinka studentams; autorius į paaiškinimus nesileidžia); tokio pat pobūdžio, bet turi daug vertingos informacijos: E. Dejonc, „La Mechanique pratique“ (P.,); Joshua Rose, „Praktinis mašinistas“.
APIEmokymosi tekinimo - tai svetainės skiltis, kurioje pateikiama informacija ne tik profesionaliems tekintotojams, bet ir tekinimo studentams. Tekinimas yra labai perspektyvus, nes mūsų laikais stenkitės susirasti tikrą tekintoją.
Ptekintojo profesijalabai apmokamas, tad jei netingi ir nori gerai uždirbti už savo darbą, pradėkite mokytis įjungimo mūsų svetainėje pagrindų.
Tekinimo staklės suprojektuotos apdirbimui pjaunant kūną sukimo būdu, įskaitant besisukančias galines plokštumas ir spiralinius paviršius. Be to, tekinimo staklėmis gali būti atliekami su pjovimu nesusiję darbai.
Visų sąrašas tekinimo staklių galimybės labai didelis ir dėmesingas tekinimo staklių funkcijos užtruks daug laiko. IR Išmokite visas tekinimo staklių funkcijas vienoje pamokoje tai praktiškai neįmanoma, bet pamažu susipažinsime su visais tekinimo subtilybės. Posūkio treniruotė pradėsime naudoti šį sąrašą tekinimo pamokos.
Tekinimo pamokos :
1-oji pamoka. Tekinimo staklės
2 pamoka. Darbas tekinimo staklėmis arba tekinimo staklių valdymas
Turinys:
1. Tocar pjaustytuvai
Tocar pjaustytuvai– Tai specialūs pjovimo įrankiai, kurie naudojami detalių tekėjimui.
TOkar frezos naudojamos kaip pagrindinis įrankis tekinant, obliuojant ir atliekant kitus darbus su staklėmis.
DKokybiškam ir preciziškam detalės apdirbimui bei reikiamų gaminio formų ir dydžių pasiekimui naudojama tekinimo freza, su kuria nuosekliai nupjaunami medžiagos sluoksniai.
INPjaunant medžiagos sluoksnį, pjaustytuvas įpjauna jį, pašalindamas drožles nuo jo paviršiaus.
APIEAštrus pjaustytuvo kraštas yra pagrindinis jo darbinis elementas.
SULaikui bėgant pjaustytuvas susidėvi, tai rodo pjovimo dalies (krašto) atskilimas. Norėdami ateityje naudoti tekinimo pjaustytuvą, jį reikia iš naujo pagaląsti.
1.1 Tekinimo pjaustytuvo įtaisas
1.2 Tekinimo įrankio padavimas
1.3 Metalo pjovimas tekinimo įrankiu
1.4 Pjovimo paviršius
1.5 Pjoviklio dizainas
1.6 Tekinimo įrankio kampai
1.7 Pjoviklio susidėvėjimas ir ilgaamžiškumas
1.8 Frezos tekinimo staklėms
1.9 Medžiagos tekinimo įrankiams
1.10 Tekinimo įrankių konstrukcijos
1.11 Karbido pjaustytuvų gamyba
1.12 Pjovėjų su ašmenimis gamyba
1.13 Greitaeigių ir anglies pjaustytuvų gamyba
2. Tokar mašina
TOkar mašina -Tai mašina dalims apdirbti pjaustant ir sukant.
APIEPagrindiniai tekinimo staklėmis atliekami darbai: įvairaus tipo paviršių tekinimas, gręžimas ir tekinimas, sriegimas, detalių galų apdirbimas, skylių gręžimas, gilinimas ir pjovimas.
Zruošinys montuojamas centre ir sukasi naudojant veleną, tada padavimo mechanizmas perkelia pjovimo įrankį, frezą, kartu su eigos veleno atrama.
DNorint atlikti papildomų tipų operacijas staklėmis, tokias kaip šlifavimas, gręžimas, skylių frezavimas, mašinose montuojama papildoma įranga.
TLangų-sraigtinio pjovimo staklės skirta tekinimo staklėms su spalvotaisiais ir juodaisiais metalais.

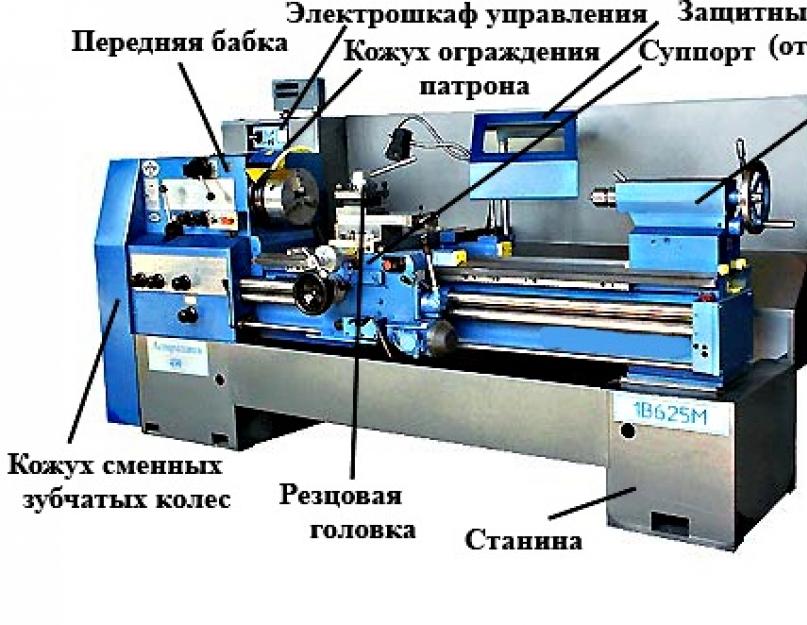
TLangų sraigto pjovimo mašina susideda iš:
- SUtaninas yra pagrindinė mašinos dalis, kuri yra visų mašinos mechanizmų tvirtinimo karkasas.
- Pgalvutė – dar vadinama suklio galvute, dėl suklio, pavarų dėžės ir kitų elementų išdėstymo joje.
- KAMTiekimo dėžė užtikrina judėjimą nuo veleno iki atramos.
- SUAtrama – skirta pritvirtinti pjovimo įrankį ir jį paduoti.
- Fartuh - būtina ritinėlio sukimąsi paversti apkabos judėjimu.
- Ccentras - ruošinio ar įrankio laikymo įrenginys.
2.1 Sraigtinio pjovimo staklės modelis 1A62
2.2 Tekinimo staklių modelio IA62 frikcinė sankaba
2.3 Tailstock dizainas
2.4 Sraigtinio pjovimo staklių projektavimas
2.5 Tekinimo staklių priežiūra
2.6 Tekinimo staklių reguliavimas
2.7 Tekinimo staklių sauga
2.8 Centruose apdorotų dalių tvirtinimo įtaisai
2.9 Tekinimo staklių tikslumas
Zčia sužinosi kaip nustatyti ir sureguliuoti tekinimo staklių tikslumą, įvaldykite tokias sąvokas kaip standumas tekinimo metu, apdirbimas ant įtvarų, darbas su įtvaru.
Pravila dirbti Su verpstės įtvarai. Tekinimo skyriuje mes svarstome sraigtinio pjovimo staklės, toks kaip varžtų pjovimo staklės 1A62. Daugiau informacijos apie tekinimo įrankiai, jų rūšys, tekinimo įrankių medžiagos jų dizainas. Didelę įtaką posūkiui turi ir pjaustytuvo susidėvėjimas bei ilgaamžiškumas.
Jei anksčiau tekintojo profesija buvo populiari, tai dabar jaunimas dažnai renkasi darbą biure, o „biuro planktono“ kiekis tiesiog nelygus. Turneris šiandien yra tikrai paklausi profesija. Mechaninės inžinerijos, gynybos pramonės, orlaivių ir laivų statybos šakos kasdien plečia savo akiratį, tad profesionalių rankų prireiks visada. Analizuojant vidutinį tekintojo atlyginimą, galima teigti, kad šis darbas yra apmokamas padoriai. Darbdaviai yra pasirengę skirti nuo 30 iki 60 tūkstančių rublių per mėnesį. Žinoma, atlyginimas priklauso nuo darbuotojo įgūdžių ir kategorijos.
Tepėjų gretos – tai savotiškas darbuotojo įgūdžių lygis, kuris atsispindi ir atlyginime. Kuo daugiau darbuotojas turi patirties, tuo daugiau žinių ir įgūdžių jis yra įvaldęs, tuo aukštesnis rangas, bet pirmiausia.
Ką apima darbas?
Pagrindinė užduotis yra dalių ir gaminių apdorojimas sukimosi metu. Pjaustydamas profesionalas galės apdirbti įvairias medžiagas. Naudodamas tekinimo įrangą, darbuotojas turi mokėti ne tik gręžti detales, bet ir jas kalibruoti ar įsmigti. Atlikti užduotis padeda įvairūs būsimų dalių brėžiniai, kuriuos jis turi mokėti taisyklingai perskaityti. Darbo procese tekintojas turi laikytis visų saugos reikalavimų, nes dalys po tekinimo gali įkaisti iki septynių šimtų laipsnių Celsijaus.
Kodėl svarbu kelti lygį?
Turėtojų gretos tiesiogiai atspindi jų žinias ir įgūdžius. Šiandien profesionalūs tekintotojai, turintys aukštesnį nei trečiąjį reitingą, yra labai vertinami įvairiose pramonės šakose. Tačiau atlyginimai, pavyzdžiui, 3 kategorijos inžinerijos ir gynybos sektoriuose, labai skirsis. Gynybos pramonė laikoma viena daugiausiai apmokamų, tačiau kaip galite padidinti savo rangą?

„Tekotojo“ profesija – tai techninis darbas, kuris paremtas metalų savybių tyrimu, jų pjovimu ir brėžinių skaitymu. Tepėjas pirmą laipsnį gauna mokymo įstaigoje, tačiau šiame etape jis įvaldo tik teoriją. Kad gautų antrąjį rangą, jis turi papildomai tris mėnesius mokytis ir praktikuotis dirbant su mašina. Po vienerių metų antros kategorijos tekintojas turi teisę būti pakeltas į trečią, ir jis turi sugebėti gaminti sudėtingesnes detales. Taip pat po metų galite pakelti reitingą į ketvirtą. Jei visi egzaminai yra išlaikyti, tada tik po dvejų metų studijų galite pradėti įgyti 5 kategoriją. Šio etapo detalės yra labai sudėtingos. Jei bus noras reitingą padidinti iki šeštos, tai užtruks dar trejus metus.

Visi šie mokymai gali būti teikiami per išplėstinius mokymo kursus, kuriuos gali organizuoti darbdavys. Kuo aukštesni tekintojų rangai, tuo didesnis jų atlyginimas. Minimalus dalykas, kurį reikia įgyti, yra vidurinis specializuotas išsilavinimas. Tekotojas nėra lengva profesija, tai darbas, kuriam reikia geros akies, puikių smulkiosios motorikos įgūdžių ir gerų matematinių žinių.
Asmeninės savybės
Visų pirma, verta suprasti, kad tekintojas yra labai ištvermingas žmogus, nes jis turi ilgai stovėti ant kojų. Net esant aukštai temperatūrai dirbtuvėse, jis neturi nusirengti apsauginių drabužių. Be to, ne kiekvienas gali įvaldyti tekintojo įgūdžius. Profesionalus tekintotojas turi turėti šias savybes:
- atsakomybė;
- kantrybė;
- organizacija;
- techninis mąstymas;
- nuolatinis dėmesys detalėms;
- didelė koncentracija;
- gera vaizduotė.
Jei žmogus turi tokių savybių, tada jam bus labai lengva įsisavinti tekinimo pagrindus. Taip pat tikras šios profesijos profesionalas turi turėti gerą atmintį, aštrų regėjimą ir tikslią akį.
Turnerio darbo vieta
Pagrindinė tekintojo užduotis darbo metu – laikytis visų saugos reikalavimų. Darbas su tekinimo staklėmis turi didelę traumų riziką, todėl darbo apsauga šiai profesijai yra gana svarbus niuansas.

Tekomojo darbo vietą sudaro pati mašina, taip pat pagalbinė kėlimo ir transportavimo įranga, pavyzdžiui, įvairūs vežimėliai ar elektriniai keltuvai. Kad galėtumėte patogiai dirbti, turite turėti:
- įvairūs stelažai darbo vietai organizuoti;
- tinkamas priemones;
- technologiniai prietaisai detalių gamybai;
- priėmimo stalas;
- įrankių spinta;
- įvairūs siauros specializacijos įrenginiai ir kt.
Kokios yra turnerių kategorijos?
Daugelis mano, kad tekinimas – universali profesija, tačiau taip toli gražu. Yra darbuotojų, kurie turi siaurą specializaciją. Iki šiol didžiausią atlyginimą gauna tie, kurie laikomi bendradarbiaujančiais, galinčiais gaminti detales su skirtingu apdirbimu ir iš skirtingų medžiagų. Dažnai tai yra tikras profesionalas, plačiai įvaldęs tekintojo profesiją. Tokie specialistai mokosi įvairiose srityse.

Dabar yra viena klasifikacija, pagal kurią galima nustatyti siaurą darbuotojo dėmesį, būtent:
- tekinimo gręžtuvas (dirba gręžimo staklėmis);
- tekinimo-frezavimo operatorius (plokščių ir sudėtingų paviršių, apvalių ir srieginių skylių apdorojimas);
- sukamasis suktuvas (apdoroja dalis sukimosi metu skirtingais kampais);
- generalist (gamina atskiras dalis, kurias sunku apdoroti).
Universalus tekintas yra viena iš geriausiai apmokamų kategorijų, nes šis specialistas turi mokėti ne tik gaminti detales pagal brėžinius, bet ir remontuoti mašinas.
Išvadų darymas
„Teklytojo“ profesija paremta metalo apdirbimu, todėl šios srities specialistas turi išmanyti įvairias fizines ir chemines medžiagų savybes. Be to, jis yra universalus specialistas, kuris visada gali rasti darbą surinkimo gamyklose, statybose, remonto gamyklose, automobilių pramonėje, gynybos sektoriuje.
Posūkis atsirado pramonės revoliucijos aušroje ir nuo to laiko nuėjo ilgą kelią. Šiais laikais tekintojo profesija yra praradusi patrauklumą jaunimui. Tačiau kita vertus, atsiradus daugybei kompiuteriu valdomų mašinų, tekinimas įgauna naują prasmę ir pereina į inžinerinio meno kategoriją. Tekinimo detalės naudojamos mechaninės inžinerijos, elektros energetikos, statybos ir kitose pramonės ir technologijų srityse.
Pagrindiniai tekinimo principai
Pradedantiesiems posūkis atrodo kaip tamsus miškas, pilnas nesuprantamų terminų. Nors iš tikrųjų tekinimo proceso esmė gana paprasta. Pagrindinis tekinimo staklių įrankis yra mašina, kurioje prispausta dalis sukasi dideliu greičiu, o pjovimo elementas atlieka medžio, metalo ar plastiko apdirbimo procesus.
Galima apdirbti įvairiausias medžiagas. Populiariausia medžiaga tekinant neabejotinai yra plienas.
Tačiau istoriškai viskas prasidėjo nuo medienos apdirbimo, Ermitažo kolekcijoje iki šiol saugoma 12 vis dar veikiančių Petro Didžiojo tekinimo staklių. Rusijos caras mėgo amatus, tačiau medinių ir metalinių detalių tekinimas buvo jo mėgstamiausia pramoga.
Žinoma, šiuolaikinės mašinos yra daug sudėtingesnės nei pirmieji mediniai modeliai. Tačiau pagrindinis principas išlieka tas pats, nepaisant to, kad vietoj rankinės pavaros atsirado elektrinis variklis ir daugkartinio dydžio padidinimas.
Tekinimo staklės susideda iš kelių pagrindinių elementų:
- rėmas, ant kurio pritvirtinti visi kiti elementai;
- galvutė su varikliu ir velenu detalei tvirtinti;
- suportas, judantis išilgai rėmo kreiptuvų, ant jo yra pjaustytuvas;
- tailstock su fiksuojamomis matmenų dalimis.
Detalė prispaudžiama, pavara jai suteikia sukimąsi ir, reguliuojant pjovimo ar frezavimo įrankio padėtį, apdorojama medžiaga.

Standartinės tekinimo operacijos, naudojamos tiek metalo, tiek medžio apdirbime, yra šios:
- rutulių, kūginių ir cilindrinių ruošinių tekinimas;
- apipjaustymas;
- pjaustyti griovelius viduje ir išorėje;
- pjaustymas;
- išlyginimas;
- gręžimas;
- sriegio pjovimas, išorinis ir vidinis;
- įdubimas.
Kiekvienai operacijai reikalingas specialus įrankis, kuris parenkamas pagal medžiagą, reikiamą apdorojimo tikslumą ir mašinos konstrukcines ypatybes.
Tekinimo įrangos tipai
Sovietmečiu veikė platus profesinių mokyklų tinklas, kuriose jaunuoliai po pamokų galėjo mokytis tekintojo profesijos visiškai nemokamai. Mokymo programa apėmė teorinę dalį, praktinį darbą su treniruokliu mokyklos sienose ir gamybinę praktiką. Vienas iš svarbiausių teorinio mokymo elementų, kartu su metalo savybių tyrimu, buvo mokymasis naudotis įrankiu. Profesionalus tekintotojas negali apsieiti be supratimo, kam reikalingas kiekvieno tipo frezas, kaip jis sumontuotas staklėje ir kokiu kampu vyksta apdirbimas. Dabar tekinimo įrankių ir frezų katalogai yra kelių tomų žinynai ir didžiulio formato tekinimo vadovai. Įrangos, skirtos bet kokiam metalo apdirbimo operacijų subtilumui, įvairovė yra palyginama su rūšių klasifikacija biologijoje. Pagrindiniai įrankiai, be kurių neapsieina jokia gamyba ir galima atlikti daugumą operacijų, yra pjaustytuvai:
- pralaidumas, naudojamas šlifavimui;
- nuobodu, leidžia pagaląsti aklas skyles;
- pjaustymas, pjaustymui;
- srieginiai reikalingi sriegiams pjauti ant ruošinių;
- formos;
- plyšinis;
- filė.

Tekinimo staklių mokymas apima pasirengimą darbui su visų tipų šiomis frezomis. Ir kiekvienam įrankiui reikia tikslių įrankio laikymo specifikacijų. Galandimo kampas, kampas, kuriuo pjaustytuvas artėja prie detalės, padavimo greitis. Tokiu atveju visi parametrai pasikeis keičiantis medžiagai. Net ir naudojant plieną, priklausomai nuo įvairių priedų, apdorojimo procesas reguliuojamas atskirai.
Mašinos, kurias dabar galima rasti tarp gamintojų, labai skiriasi įvairiais parametrais:
- pagal dydį: nuo stalinių mašinų namų dirbtuvėms iki pramoninių mašinų, sveriančių dešimtis tonų hidroelektrinių dalims apdoroti;
- pagal valdymo metodą: rankinis, CNC, visiškai automatinės sistemos;
- pagal apdirbamas medžiagas: medienai, metalui, kietajam plastikui.
Pirmieji naujoko tekančiojo potyriai prasideda studijuojant tekinimo stakles, bendruosius veikimo principus ir paprasčiausias detalių pjovimo operacijas. Be to, augant įgūdžiams, dirbant su mašina ir teoriniu mokymu, galite pereiti prie naujų darbų, pavyzdžiui, siūlų pjovimo ar griovelių.

Tačiau įgūdžių pažanga toli gražu nėra greita; turėsite priprasti prie ilgo ir kruopštaus mokymo idėjos. Profesinėse mokyklose mokymo laikotarpis trunka 3 metus plius gamybinė praktika, kuri visai kitaip pateikia teorines žinias.
Turneris rikiuojasi
Augant profesiniam pasirengimui, tekintojas gali patvirtinti savo įgūdžius išlaikęs egzaminus, kad pereitų į kitą rangą; kuo aukštesnis rangas, tuo daugiau specialistui reikia teorinių žinių, o tuo labiau – tobulesnį įrankių meistriškumą.
- 2 kategorijos tekintojas turi įgūdžių dirbti universaliomis staklėmis, su 12-14 kokybės dalimis;
- 3 kategorijos tekintojas patvirtino savo įgūdžius montuoti universalias stakles, dirbti su plazminiu degikliu, galandimo pjaustytuvus, pasiruošęs apdirbti 7-10 kokybės detales;
- 4 kategorijos tekintojas atlieka plazminį-mechaninį apdirbimą, valdo roges su trimis ir daugiau atramų, pjauna dvigubo paleidimo sriegius;
- 5 klasės tekintojas apdoroja sudėtingas detales iki 6-7 tikslumo laipsnių, apdoroja labai legiruotą plieną ir valcuoja daugiapakopius sriegius;
- 6 klasės tekintotojas yra aukščiausio lygio profesiniai įgūdžiai, specialistas dirba su 5 klase ir gali reguliuoti ploną įrankį su keliais derinamaisiais paviršiais.

Egzaminų išlaikymą, norint pereiti iš eilės į eilę, skiria mažiausiai metų laikotarpis.
Paskutinė šeštoji kategorija rodo labai aukštą pasirengimo lygį teorinėje dalyje, praktinius dalių apdorojimo ir mašinų nustatymo įgūdžius. Tokio specialisto atlyginimas gali viršyti profesionalaus inžinieriaus atlyginimą.
O kartais gamybos procesas įmonėje gali visiškai priklausyti nuo specialisto, turinčio unikalius tekinimo įgūdžius. Laikyti tekinimo specialybės egzaminus galima daugelyje profesinio mokymo centrų, dažniausiai už egzaminą papildomai reikės išklausyti mokymo kursą ir susimokėti už perkvalifikavimą bei patį egzaminą.
Kaip tapti metalo apdirbimo profesionalu
Tekinimo mokymai, kaip, pavyzdžiui, gydytojo profesijos, trunka visą gyvenimą, be nemažo kiekio teorinės informacijos, knygų ir praktinių įgūdžių, kuriuos reikia įsisavinti, yra nuolat atnaujinamas įrangos parkas, reikia mokytis, tobulėja tekinimo staklės. Taip pat didėja apdirbamų medžiagų asortimentas, atsiranda naujų kompozitinių ir polimerinių medžiagų, kurių savybės netirtos.
Šeštojo leidimo įžangaAtsisiųskite tekinimo pamoką
Įvadas
Pirmas skyrius. Trumpa informacija apie posūkį
I skyrius. Pagrindinės sąvokos apie sraigtinio pjovimo staklių konstrukciją
§ 1. Tekinimo staklių paskirtis
§ 2. Tekinimo staklių rūšys
§ 3. Pagrindiniai sraigtinio pjovimo staklių komponentai
§ 4. Lova
§ 5. Galvutė
§ 6. Maitinimo mechanizmai
§ 7. Parama
§ 8. Prijuostė
§ 9. Tailstock
§ 10. Tekinimo staklių priežiūros taisyklės
II skyrius. Metalo pjovimo proceso pagrindai
§ 1. Pjovimo elementai apdirbant tekinimo staklėmis
§ 2. Skiedrų susidarymo procesas
§ 3. Pjovimo skysčiai
§ 4. Medžiagos, naudojamos pjaustytuvams ir kitiems pjovimo įrankiams gaminti
§ 5. Tekinimo įrankiai
§ 6. Frezų galandimas
III skyrius. Saugumo trumpinys
§ 1. Saugos priemonių svarba
§ 2. Saugos priemonės mašinų dirbtuvėse
§ 3. Priešgaisrinės saugos taisyklės
IV skyrius. Išorinių cilindrinių paviršių tekinimas
§ 1. Frezos, skirtos išilginiam sukimui
§ 2. Pjoviklio montavimas ir tvirtinimas
§ 3. Dalių montavimas ir tvirtinimas centruose
§ 4. Dalių montavimas ir tvirtinimas kasetėse
§ 5. Žandikaulio griebtuvų prisukimas ir prisukimas
§ 6. Lygių cilindrinių paviršių tekinimo būdai
§ 7. Cilindrinių paviršių su atbrailomis tekinimo būdai
§ 8. Pjovimo režimo elementai tekinimo metu
§ 9. Katerio priežiūra
§ 10. Dalių matavimas sukant cilindrinius paviršius
§ 11. Defektai sukant cilindrinius paviršius ir priemonės to išvengti
§ 12. Saugos priemonės sukant cilindrinius paviršius
V skyrius. Galinių paviršių ir briaunų apdirbimas
§ 1. Frezos, naudojamos galiniams paviršiams ir briaunoms apdirbti, ir jų montavimas
§ 2. Galinių paviršių ir briaunų pjovimo būdai
§ 3. Galinių paviršių ir briaunų matavimo metodai
§ 4. Saugos priemonės pjaunant galinius paviršius ir briaunas
§ 5. Defektai pjaunant galinius paviršius ir briaunas bei priemonės to išvengti
VI skyrius. Išorinis griovelių pjovimas ir pjovimas
§ 1. Griovelių tekinimo ir pjovimo frezos, jų montavimas
§ 2. Griovelių tekinimo ir pjovimo būdai
§ 3. Matavimo grioveliai
§ 4. Defektai tekinant griovelius ir pjaunant bei to prevencijos priemonės
VII skyrius. Cilindrinių skylių gręžimas ir iškalimas
§ 1. Grąžtai
§ 2. Galandimo sukamieji grąžtai
§ 3. Tvirtinimo grąžtai
§ 4. Gręžimo būdai
§ 5 Pjovimo režimo elementai gręžiant
§ 6. Plūstymas
§ 7. Kai kurių tipų grąžtų konstrukcijos ypatumai
§ 8. Rankinio padavimo pakeitimas mechaniniu
§ 9. Defektai gręžimo metu ir jų prevencijos priemonės
VIII skyrius. Centravimas
§ 1. Centrinių skylių paskirtis ir forma
§ 2. Centrinių skylių žymėjimas
§ 3. Centravimo būdai
§ 4. Defektai išlygiavimo metu ir jo prevencijos priemonės
IX skyrius. Cilindrinių kiaurymių gilinimas, iškalimas ir gręžimas. Vidinių griovelių tekinimas
§ 1. Cilindrinių skylių gilinimas
§ 2. Cilindrinių skylių kūrimas
§ 3. Cilindrinių skylių gręžimas
§ 4. Kiaurymių ir aklinų cilindrinių skylių gręžimo būdai
§ 5. Cilindrinių kiaurymių apdirbimo trūkumai ir jų prevencijos priemonės
§ 6. Vidinių galinių paviršių pjovimo ir vidinių griovelių sukimo būdai
§ 7. Cilindrinių skylių, vidinių griovelių ir įdubų matavimas
X skyrius. Paprastų dalių tekinimas
§ 1. Kaiščio pasukimas
§ 2. Lygių ir laiptuotų velenų tekinimas
XI skyrius. Pagrindiniai detalių apdirbimo tekinimo staklėmis technologinių procesų konstravimo principai
§ 1. Technologinių ir gamybos procesų samprata
§ 2. Technologinio proceso elementai
§ 3. Gamybos rūšys mechaninėje inžinerijoje
§ 4. Mechaninio apdirbimo technologinio proceso kūrimo principai
§ 5. Montavimo pagrindų samprata ir jų pasirinkimas
Antras skyrius. Kūginių paviršių apdirbimas. Formuotų paviršių šlifavimas. Paviršiaus apdaila. Trikampio sriegio pjovimas
XII skyrius. Kūginių paviršių apdirbimas
§ 1. Kūgio samprata ir jo elementai
§ 2. Kūginių paviršių gavimo būdai
§ 3. Kūginių paviršių šlifavimas skersiniu koto korpuso poslinkiu
§ 4. Kūginių paviršių šlifavimas sukant viršutinę apkabos dalį
§ 5. Kūginių paviršių apdirbimas naudojant kūginę liniuotę
§ 6. Kūginių paviršių apdirbimas plačia freza
§ 7. Kūginių skylių gręžimas ir iškalimas
§ 8. Kūginių paviršių matavimas
§ 9. Kūginių paviršių apdirbimo defektai ir priemonės to išvengti
XIII skyrius. Tekinimo formos paviršiai
§ 1. Formos frezos, jų montavimas ir eksploatacija
§ 2. Forminių paviršių šlifavimas praleidžiamomis frezomis
§ 3. Formuotų paviršių apdirbimas kopijuokliu
§ 4. Defektai tekinant forminius paviršius ir priemonės to išvengti
XIV skyrius. Paviršiaus apdaila
§ 1. Apdoroto paviršiaus šiurkštumas
§ 2. Smulkus tekinimas
§ 3. Apdaila arba klijavimas
§ 4. Paviršiaus valcavimas voleliu
§ 5. Riedėjimas
XV skyrius. Sriegimas
§ 1. Bendra informacija apie siūlus
§ 2. Siūlų rūšys ir jų paskirtis
§ 3. Sriegio matavimas ir valdymas
§ 4. Trikampių siūlų pjovimas štampais
§ 5. Trikampių sriegių pjovimas sriegiais
§ 6. Sriegimas pjaustyklėmis
§ 7. Srieginiai štampai
§ 8. Sraigtinio pjovimo staklių nustatymas sriegio pjovimui
§ 9. Keičiamų pavarų skaičiavimo pavyzdžiai
§ 10. Siūlų pjovimo pjaustyklėmis būdai
§ 11. Didelio našumo siūlų pjovimo būdai
§ 12. Defektai pjaunant siūlus pjaustyklėmis ir priemonės to išvengti
Trečias skyrius. Tekinimo staklės. Detalių apdorojimo procesų tekinimo staklėse mechanizavimas ir automatizavimas
XVI skyrius. Tekinimo staklių statyba
§ 1. Trumpa istorinė tekinimo staklių raidos apžvalga
§ 2. Pagrindiniai tekinimo staklių tipai
§ 3. Tekinimo staklių simbolis
§ 4. Pagrindinės šalyje gaminamų sraigtinių pjovimo staklių charakteristikos
§ 5. Tekinimo staklių pavaros
§ 6. Mašinos kinematinė schema
§ 7. Pavarų dėžių ir padavimo mechanizmai
§ 8. Sraigtinio pjovimo staklės atrama
§ 9. Prijuostė
§ 10. Sraigtinio pjovimo staklės modelis 1K62
§ 11. Tekinimo staklės
XVII skyrius. Sraigtinio pjovimo staklės tikslumo tikrinimas
§ 1. Įrankis staklių tikslumui patikrinti
§ 2. Pagrindiniai tekinimo staklių tikrinimo metodai
XVIII skyrius. Detalių apdorojimo procesų tekinimo staklėse mechanizavimas ir automatizavimas
§ 1. Įtaisai, mechanizuojantys apdorojimo procesą tekinimo staklėse
§ 2. Įrenginiai, automatizuojantys apdorojimo procesą tekinimo staklėse
§ 3. Kompiuteriu valdomos mašinos
§ 4. Automatinės linijos
Ketvirtas skyrius. Metalo pjovimo tyrimo pagrindai
XIX skyrius. Bendra informacija apie pjovimą
§ 1. Trumpa istorinė apžvalga
§ 2. Medžiagos, naudojamos pjovimo įrankių gamybai
§ 3. Pjovimo kampai
§ 4. Pjoviklio montavimas
XX skyrius. Pagrindiniai pjovimo procesai
§ 1. Skiedrų susidarymo procesas
§ 2. Pagrindinė informacija apie pjoviklį veikiančias jėgas
§ 3. Pjovimo šiluma
§ 4. Katerio ilgaamžiškumas
§ 5. Įrankio aušinimas
§ 6. Įvairių veiksnių įtaka pjovimo greičio pasirinkimui
Penktas skyrius. Didelio našumo metalo pjovimas. Palankiausių pjovimo sąlygų parinkimas
XXI skyrius. Didelio našumo metalo pjovimas
§ 1. Metalų pjovimo dideliu greičiu esmė
§ 2. Frezų geometrija greitam pjovimui
§ 3. Modernaus dizaino didelio našumo pjaustytuvai
§ 4. Reikalavimai greitaeigėms tekinimo staklėms
§ 5. Prietaisai, naudojami pjovimui dideliu greičiu
§ 6. Įtaisai lustams pašalinti
§ 7. Problemos sukant dideliu greičiu
§ 8. Pagrindinės darbo su pjaustytuvais su kietojo lydinio plokštėmis taisyklės
XXII skyrius. Palankiausių pjovimo sąlygų parinkimas
§ 1. Darbo našumo samprata
§ 2. Galios samprata posūkio metu
§ 3. Sukimo momentas
§ 4. Tekinimo staklės pasas
§ 5. Palankiausių pjovimo sąlygų parinkimas
Šeštas skyrius. Sudėtingi tekinimo darbai
XXIII skyrius. Stačiakampių ir trapecinių siūlų pjovimas
§ 1. Bendra informacija apie judesio perdavimo siūlus
§ 2. Stačiakampių ir trapecinių siūlų pjovimas
§ 3. Daugialypių sriegių pjovimo metodai
§ 4. Kelių paleidimo gijų skirstymas į startus
§ 5. Didelio našumo kelių paleidimo sriegių pjovimo metodai
§ 6. Pagrindinė informacija apie sriegio pjovimą besisukančiomis pjaustyklėmis
XXIV skyrius. Dalių tekinimas su sudėtingu montavimu
§ 1. Dalių apdorojimas pastovioje padėtyje
§ 2. Priekinės plokštės dalių apdorojimas
§ 3. Dalių ant kvadratų apdirbimas
§ 4. Dalių apdirbimas ant įtvarų
§ 5. Ekscentrinių dalių apdirbimas
Septintoji dalis. Tekomojo darbo vietos ir darbo organizavimas. Technologinis detalių apdirbimo tekinimo staklėmis procesas
XXV skyrius. Tekomojo darbo vietos ir darbo organizavimas
§ 1. Tekotojo darbo vietos organizavimas
§ 2. Turėtojo darbo vietos išdėstymas
§ 3. Tvarka ir švara darbo vietoje
§ 4. Darbo organizavimas darbo vietoje
§ 5. Darbas su keliomis mašinomis
XXVI skyrius. Racionalūs tekinimo būdai
§ 1. Naujoviškų tekintojų naudojamos technologinės technikos
§ 2. Pagrindinio (mašinos) laiko sumažinimas
§ 3. Pagalbinio laiko mažinimas
§ 4. Sudėtingas gabalo laiko mažinimo metodas
XXVII skyrius. Technologinis dalių apdorojimo mašinose procesas
§ 1. Bendra informacija apie detalių apdirbimo technologinio proceso raidą
§ 2. Detalių apdirbimo technologinio proceso surašymo tvarka
§ 3. Grupinio dalių apdorojimo būdas
§ 4. Detalių apdirbimo staklėse technologinio proceso žemėlapiai
§ 5. Technologinė disciplina
XXVIII skyrius. Technologiniai procesai detalių apdirbimui tekinimo staklėmis
§ 1. Įvorių tekinimo technologinis procesas
§ 2. Technologinis diskų tekinimo procesas
§ 3. Puodelių vartymo technologinis procesas
XXIX skyrius. Dalių apdorojimo tekinimo staklėmis technologinių procesų parengimo pavyzdžiai
§ 1. Pakopinio volo apdirbimas
§ 2. Slėgio veržlės apdirbimas
I priedas. Sraigtinio pjovimo staklių duomenų lapas, modelis 1K12
II priedas. Perėjimo klasifikatorius
III priedas. Apdirbimo operacijų kortelė
IV priedas. Technologinis žemėlapis, skirtas apdirbti žingsninį volelį
V priedas. Slėgio veržlės apdirbimo technologinis žemėlapis



