Általános információ. Körfűrész - több vágású favágó szerszám tárcsa formájában, amelynek külső szélén fogazat van. A körfűrész a tengelyre van rögzítve, és folyamatosan forog vele a fa fűrészelése során. Folyamatos anyagellátás mellett a fa körfűrészekkel történő fűrészelését magas termelékenység jellemzi. A körfűrészek átmérője rendeltetéstől függően - D = -125... 1600 mm, fűrészfogak száma - 2=24... 120, fogosztás /=10...65 mm, fűrészlap vastagsága 6=1.. 5 mm, kerületi forgási sebesség u = 50...120 m/s.
Előtolás körfűrészeknél Vs=10... 150 m/min. Különböztesse meg a hosszirányú, keresztirányú és vegyes fűrészelést. Minden fűrészelési típushoz megfelelő fogprofilú körfűrészeket használnak. Létezik fűrészelés ellenelőtolással és átmenettel. Ellenfűrészelés esetén az előtolási sebesség és az előtolás vágási sebességének vektorai egymás felé irányulnak, áthaladó esetén pedig egybeesnek. A körfűrészekhez egy felső (az asztal szintjéhez képest) és egy alsó, függőleges és vízszintes fűrész tartozik; egy- és többpengés.
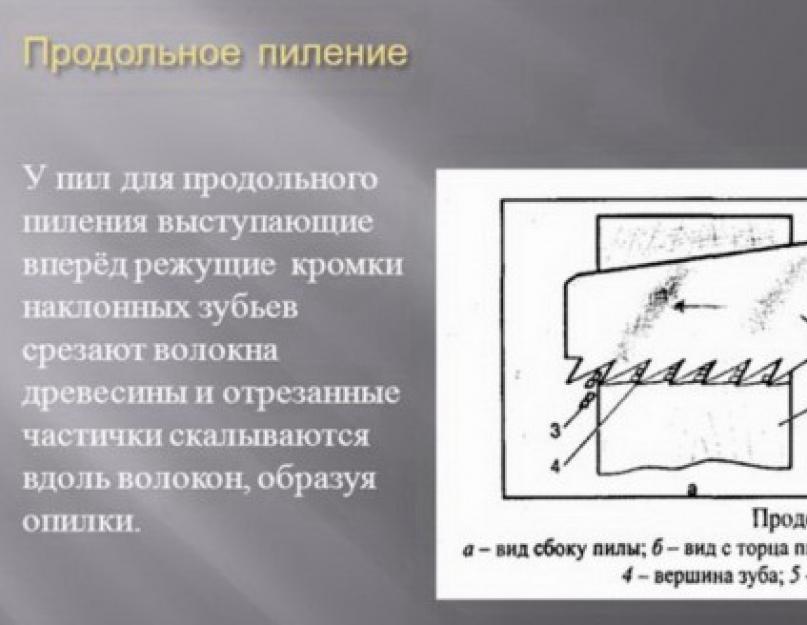
Fa hosszirányú fűrészelése körfűrészekkel. Kinematikai viszonyok.
A vágási felület minősége. A vágás felületein körfűrésszel történő fűrészeléskor különféle egyenetlenségek keletkeznek: kinematikai kockázatok, rezgési egyenetlenségek, fogak pontatlan kiszélesedése, a fűrész tengelyre való felszerelése miatti egyenetlenségek, szerkezeti egyenetlenségek (húzások, kivágások, szőrösödés, mohásodás), egyenetlenségek a farostok egyenetlen rugalmas visszanyerése miatt az éves zónákban. A körfűrészekkel kezelt felület profilja a fogprofil kialakításától függ: a vágás szélesítésének módjától, a válás és lapítás értékeitől, a forrasztott keményötvözet lemez alakjától és a külső tetején lévő háromszög szögétől. a fogról stb.
Keresztvágó fa körfűrészekkel. A keresztfűrészelésnél a fűrészfogak munkakörülményei lényegesen eltérnek a fűrészelésnél tapasztaltaktól. A keresztmetszés során a fő figyelem az 1. oldalfogra és a tetejének élességére irányul. A penge a tetejével együtt levágja a forgácsot. A 2 fog elülső éle lenyomja a forgácsot a vágás felületéről, és a rövid éllel együtt letöri azt. Annak érdekében, hogy a fa keresztirányú fűrészeléséhez a forgácsot a fogak hibásodása nélkül vágják le, alacsony oldalélezést végeznek. Általában a ferde élezést a fog elülső és hátsó felületén végezzük, hogy biztosítsuk az oldallapát és a fog tetejének helyességét. A kör és a pi-iimi keresztvágás kinematikai arányai hasonlóak a hosszanti fűrészelés arányaihoz. A különbség a fogak különböző elemeinek szerepében rejlik, amelyek közül az oldalsó élek (ipia) a főbbek a keresztfűrészelésnél.
Ilyen fűrész 51 mm-es táblákat, azaz a legvastagabb táblákat is képes vágni ... csiszolókorongokból, kerek fűrészek fához, falazófúróhoz ill kerek fájlokat.
Tartalma: szalag fűrészek, kerek fűrészek fa hossz- és keresztirányú vágásához, marók, gyalukések, csiszolószerszámok.
Fogsor kerek szegmens ivott vágórudakhoz kerekés négyzet alakú metszet az alábbiakban látható. Lemezek ivott 50G vagy 65G acélból készült; tárcsa keménysége HB 228-321.
Finom fogazatú jól csiszolt kerek fűrész olyan vágási felületet biztosít, amely alig vagy egyáltalán nem igényel gyalulást; csiszolás után egy ilyen felület alkalmas a befejezésre.
Az élek letöréssel történő megmunkálásakor egy vezetőnégyzetet vágunk ki kerek fűrész egyetlen fadarabból vagy két lécből ragasztva.
Fő cél kerek elektromos fűrészek(ilyen fűrészek gyakran körkörösnek vagy korongnak nevezik) - a fa egyenes hosszirányú és keresztirányú fűrészelése.
A készülék szívében fűrészek hazugságok kerek legfeljebb 20 cm átmérőjű és legfeljebb 2 mm vastagságú fémlemez. A lemez az elektromos kéziszerszám motorjához van rögzítve...
Tartalma: szalag fűrészek, kerek fűrészek fa hossz- és keresztirányú vágásához, marókhoz, gyalukésekhez...
Kerekszegmentális fűrész 1 1010 mm átmérőjű villanymotorról forog 2 típusú A61-6 teljesítmény 7 kW 970 ford/perc tengely fordulatszámmal...
Miután biztosított kerek rúd satuban, fémfűrész fémhez ... fűrész két oszlopból áll, amelyeket a merevítő megvastagodott végeiben vájt szemekbe helyeznek.
Fűrészek típusai és méretei. táblázatban. A 4. ábra mutatja a használt körfűrészek méreteit, valamint átmérőik, vastagságuk és fogszámuk kölcsönös függését.
A körfűrész vastagsága az átmérőjének egy részéig terjed.
Metra. Fűrészelésre kisebb vastagságú (gp :) fűrészeket használnak
oU0 J
Puha fa, vastagabb (-) -kemény fa
A körfűrészek fogainak alakja a vágás irányától és a vágandó fa keménységétől függ. Hosszirányú fűrészeléshez ferde fogakat használnak egyenes, törött (farkasfog) és domború háttal; keresztfűrészeléshez - egyenlő szárú (szimmetrikus), aszimmetrikus és téglalap alakú. Ezen fogak profilja az 1. ábrán látható. 30. ábra, a profilok adatait a táblázat tartalmazza. 5. >
|
5. táblázat
|
A - hosszanti fűrészeléshez; b - keresztfűrészelésre
Váláskor a fogak teteje magasságuk 0,3-0,5-ével meghajlik. A farkasfog hátulsó részét felülről 0,4 lépésnyi távolságra törik. Fogélezés hasítófűrészekhez
Fűrészelés - egyenes, folyamatos, keresztirányú fűrészelésre szolgáló fűrészekhez - ferde a fogon keresztül, a fűrész síkjához képest 65-80 ° -os szögben.
A gyalufűrész a körfűrészek speciális típusa. Tiszta vágás eléréséhez használják, amely nem igényel gyalulást.
A gyalulási körfűrész vastagsága a fogaskeréktől a középpontig a sugár 2/3-án fokozatosan csökken 8-15 ° -os szögben. Ezért a fűrészfogakat nem tenyésztik; a vágóélek a fogaknál az elülső rövidek és az oldalsó. A gyalutengelyek fogai csoportosítva vannak, vagy ahogy mondani szokták, „fésűkkel” hornyolt 9. ábra. 32). Mindegyik csoportnak (fésűkagylónak) van egy nagy "dolgozó" foga, 45°-os kúpos szöggel. Ez a fog > fát termel. A munkafog mögött 3-10 finom fog található, 40°-os élezési szöggel. A hosszirányú és keresztirányú fűrészeléshez használt szarufafűrészek fogainak alakja eltérő. 3
Az ipar 100-650 átmérőjű gyalufűrészeket gyárt mm, vastagsága a fogaskeréknél 1,7-3,8 mm. A gyalufűrészeket az utóbbi években egyre gyakrabban használják.
Körfűrészek felszerelése és rögzítése. A körfűrészt két szorító alátéttel (karimával) rögzítik a munkatengelyhez, amelyek közül az egyiket általában a tengellyel együtt megmunkálják; szorítósíkja szigorúan merőleges a tengelyre. A második alátétet egy anyával a fűrész forgásával ellentétes irányba húzzuk meg, hogy megakadályozzuk működés közben a kicsavarodást. Az alátétek átmérője hozzávetőlegesen a fűrész átmérőjének D-7b, az alábbiak szerint (a méretek mm):
Fűrész átmérő: 200 250 300 350 400 450 500 600 700 Alátét átmérő: 55 60 70 75 80 85 90 100 105
Az alátétek nem nyúlhatnak ki az asztal síkja fölé.
Az anyát szilárdan meg kell húzni, hogy meghibásodjon. A gépbe szerelt fűrésznek enyhén ráütve hangos, tiszta hangot kell adnia.
A körfűrésszel végzett munka során a vágási magasság megközelítőleg megegyezik a fűrész átmérőjének 7"-ével.
A fűrész kiválasztásakor a fűrészelésre szánt anyag vastagságától függően a következő arányok vezérelhetők (méretek mm):
Anyagvastagság: 60 80 100 120 140 160 200 220 240 260 fűrész átmérő: 200 250 300 350 400 450 500 600 650 700
A vágandó anyag vastagságának és a fűrész átmérőjének ilyen arányai helyesek, ha az anyagot a fűrészre, vagy a fűrészt egyenes vonalban nyomják az anyagra Ha a fűrészt ívben tolják az anyagra, pl. , például egy lengőfűrésznél a fűrész átmérőjének nagyobbnak kell lennie.
A telepített pnlu-t a 7. §-ban leírtak szerint „síkra” és „körre” kell ellenőrizni.
A fűrészlapnak jól csiszoltnak, repedésektől, kidudorodásoktól és égési sérülésektől mentesnek kell lennie. A fogakat élesen kell csiszolni és egyenletesen kell elhelyezni; sorja és égés nem megengedett rajtuk. A hosszirányú vágásra szolgáló gépi fűrészek fogait gyakran szegecselve vagy lelapítva, ahelyett, hogy elválasztották volna, azaz a végeiket (felső részüket) ütésekkel vagy nyomással kiszélesítik. Ehhez használjon speciális szegecseket és kondicionálókat. A fogak szegecselése és lapítása a legtöbb esetben nagy kör- és széles szalagfűrészeken történik.
Jól polírozott tárcsával végzett munka során csökken a súrlódás a tárcsa és a vágásba hulló fűrészpor között, így a tárcsa kevésbé melegszik fel.
Erős hő esetén a lemez meghajolhat. Kidudorodások képződnek rajta, amelyek gyorsan felmelegednek, ami az acél helyi megeresztését, úgynevezett égési sérüléseket okoz. Az ilyen égési sérüléseket sötétebb színükről, vonalzóról vagy érintésről lehet felismerni.
Az égett fűrész nem alkalmas munkára, kovácsolással kell kiegyenesíteni.
A körfűrész kovácsolása az üllőn mindkét oldalon asztali kalapáccsal történik. Az égést (dudort) körülvevő lemez részei kovácsoltak, nem pedig maga az égés. A kovácsolás az égéstől legtávolabbi területeken kezdődik, fokozatosan megközelítve azt, és fokozatosan csökkentve az ütések erejét. A kiegyenesített korongnak tökéletesen laposnak kell lennie.
A körfűrész gyakran nyúlik a fogaskerék mentén, ami a megfeszített területek gyengülését okozza. Egy ilyen fűrész nem ad közvetlen vágást, hanem, ahogy mondják, "vág".
A nyújtást a vkoy körüli r és xt szünteti meg, azaz a fűrészt a középső gyűrűs rész kovácsolásával az alátétektől a gyűrűs fogaskerék felé haladva. Ezzel a fűrész középső gyűrűs részének némi megnyúlása érhető el. Az igazítás időről időre megismétlődik. Egyengetést gyalult öntöttvas lemezen végeznek kézifékkel, súly szerint kiválasztva "1 arányban kg 300-nál mm fűrészlap átmérője.
Ha a fűrésznek csak egy kis repedése van, akkor olyan esetekben, amikor lehetetlen kicserélni egy tökéletesen működő fűrésszel, egy kis lyukat fúrnak a repedés végén; ez megakadályozza a repedés hosszának növekedését - folytathatja a munkát egy ilyen fűrésszel. Az ilyen intézkedés azonban mindig kényszerű, átmeneti, nem lehet állandóan hozzá folyamodni.
Az ipar körfűrészeket gyárt vybalan -; irovannye forgó alkatrészekkel. A fűrészek is kiegyensúlyozottak. A jövőben azonban felborulhat az egyensúly a fűrészcsiszolás, a gép egyes részeinek cseréje miatt (munkatengely, alátétek, anyák).
A fűrészek kiegyensúlyozatlanságát párhuzamos égő - untal kiegyensúlyozó késekkel ellenőrzik. A munka késeire fektetve - 2 Amelyiknek a tengelyét a ráerősített fűrészlappal kézzel forgatják a forgástengely körül, a kerület mentén különböző pozíciókban megállítva. Ha a tengely a tárcsával minden ilyen megállás alatt mozdulatlan marad a neki adott helyzetben, akkor kiegyensúlyozottnak tekintendő. Ha a tengely további forgási mozgást végez, akkor ez annak elégtelen egyensúlyát jelzi.
Vedd el a fűrészt az emberiségtől, és a fejlődés megáll. Ez a kijelentés nem vicc. Fa és fém, beton és kő vágására alkalmas szerszám nélkül az ipari vállalkozások és az árutermelés más területeinek működése lehetetlen.
A háztartásban sem megy fűrész nélkül. Minden embernek van legalább egy fémfűrésze, és egy jó mesterember a „fogas segítők” egész arzenálját találhatja meg.
Megnézzük a leggyakoribb fűrésztípusokat, hogy képet kapjunk működési képességeikről és alkalmazási jellemzőikről.
Az egész egy egyszerű fémfűrésszel kezdődött
Ez a fűrész a famegmunkáláshoz tervezett kéziszerszámok családjának őse. Amint megolvasztották az első vastömböt, az embernek az az ötlete támadt, hogy szerszámot kovácsoljon belőle a föld megművelésére.
Feltételezhető, hogy a fejsze lett a második a kapa után. A harmadik valószínűleg nyeles fűrész volt, amit ma fémfűrészként ismerünk. A feltalálása óta eltelt évszázadok során számos "testvérre" tett szert, akik tucatnyi különböző munkát végeznek.
Az elfogadott besorolás az ilyen típusú kézifűrészeket két csoportra osztja:
- Fűrészek fához;
- Fémfűrészek.
A vágás irányától függően a fa kézi fűrészek három kategóriába sorolhatók:
- Hasító vágáshoz;
- Keresztvágáshoz;
- Univerzális (hosszirányú-keresztirányú).

A különbség köztük a vágófogak alakjában van: a hasítófűrészen előre dőlnek, míg a keresztfűrészen egyenesek.

Az univerzális fémfűrész fog szintén előre dől, de speciális élezéssel rendelkezik. Lehetővé teszi a szálak mentén és keresztben történő vágást.

Megbeszélés szerint a kézi fűrészek több típusra oszthatók:
- Klasszikus fémfűrészek (keresztirányú vagy hosszanti vágás);
- Körfűrészek (lyukak vágásához);
- Tüskés fűrészek (összekötő tüskék vágásához).

A kézi fűrész kiválasztásakor nemcsak a fogak formája, hanem a mérete is fontos szerepet játszik.
Háromféle metszőfog létezik:
- Kis fog - 2,0-2,5 mm (kis termékek nagy pontosságú fűrészeléséhez és vágásához);
- Közepes fog - 3,0-3,5 mm (közepes méretű alkatrészekhez);
- Nagy fog - 4,0-6,0 mm (fa és rönkök durva vágásához).
A nemzetközi osztályozás a fémfűrészt nem a fogak magassága szerint osztja fel, hanem a vágópenge 1 hüvelykére eső számuk alapján. Ez a szabvány nálunk is meghonosodott, ezért ne lepődjön meg, ha a PPI vagy TPI betűket látja a szerszám címkéjén. A mögöttük lévő szám a fogak száma hüvelykhosszonként. Minél nagyobb, annál kisebb a fog (pl. PPI 8 vagy TPI 14).
Ma a piacon a fémfűrészek modernizált megjelenését láthatja. Könnyű megkülönböztetni őket a vászonba vágott rések alapján. Ennek eredményeként a fogak 6-7 darabos csoportokba rendeződnek.

Ezt a szerszámot nyers fa vágására tervezték. A fogak közötti hézagokra azért van szükség, hogy a nedves forgácsok ne tömítsék el a vágást, és működés közben könnyen eltávolíthatók legyenek.
A szokásos kézi fűrészek mellett a felhasználók ma a szerszám elektromos változatát is kínálják. Egy nagy teljesítményű elektromos fűrész könnyedén megbirkózik nagy mennyiségű fűrészáru munkával anélkül, hogy túlságosan elfárasztaná a tulajdonost.
Alkalmazásának sokoldalúságát a különböző hosszúságú és szélességű fűrészlapok, valamint a fogak mérete biztosítja. Ez lehetővé teszi, hogy sikeresen dolgozzon nemcsak fán, hanem műanyagon és fémen is. Ennek a szerszámnak egy másik neve dugattyús fűrész.

Az elektromos vágógépek képességeit jellemző fő paraméter a teljesítmény. 400-1600 watt tartományba esik. A vágási mélység közvetlenül ettől függ, ami a háztartási 90 mm-től a professzionális modelleknél 200 mm-ig terjed.

A fémfeldolgozáshoz használt kéziszerszámok nem olyan változatosak. Csak egyféle kézi fűrész van, amely képes ezt az anyagot vágni. Munkateste széles vagy keskeny penge finoman edzett fogakkal. Behelyezzük az íjtartóba, és csavarral meghúzzuk.

Körfűrészek
Joggal nevezhető forradalminak az az ötlet, hogy a vágópenge oda-vissza mozgását körkörösre cseréljék. Az elektromos motor megjelenése után jelent meg, és jelentősen növelte a munka sebességét és termelékenységét.
Az ezt az elvet alkalmazó szerszám tipikus képviselője a körfűrész. Fő előnyei - a mobilitás és a nagy teljesítmény - beárnyékolták a kézi fémfűrész szerény képességeit.

Kialakításuk szerint az elektromos körfűrészeket fogaskerekesre és fokozat nélkülire osztják. Az első esetben a villanymotor forgatja a sebességváltót, amelynek tengelyén egy fűrészlap található. A második lehetőség a tárcsa közvetlenül a motor forgórész tengelyére történő felszerelése. Mindkét kivitel rendelkezik a vágásmélység és a dőlésszög beállítására szolgáló mechanizmussal.
A fogaskerék-mechanizmusok előnye, hogy mélyebb vágásokat hajtanak végre. A hajtómű nélküli fűrészeknek két előnye van: könnyebb súly és megfizethető ár.

Passzívban az irányhoz képest dőlnek (negatív élezési szög).

A passzív tárcsák nélkülözhetetlenek fémvágáskor. Az aktívakat fafeldolgozáshoz használják. A lemez fogai kemény felületűek lehetnek. Lehetővé teszik keményebb anyagok vágását, de negatívan befolyásolják a vágás tisztaságát.
A szerszám munkaképessége az elektromos motor teljesítményétől függ (0,65-2,5 kW). A gyártók azt is feltüntetik, hogy egy körfűrész mekkora vágási mélységet tud végezni (25-85 mm).
Ennek az elektromos szerszámnak egy változata a körfűrész, amely rögzített keretre van felszerelve. Ez a megoldás lehetővé teszi hosszú és széles anyagok nagy pontosságú vágását.

Egyes gyártók érdekes kompromisszumot kínálnak - kézi körfűrészeket, amelyek megfordíthatók és az asztalra rögzíthetők, így helyhez kötött "körfűrésszel".
Arra a kérdésre válaszolva, hogy milyen fűrészek vannak, lehetetlen nem beszélni a vágóberendezésekről. Ebben az esetben a körfűrész egy ingakarra van felszerelve. Ágyként szállítószalagos (szögletes) jelöléssel ellátott forgólemezt használnak.

A gérfűrész előnyei a körfűrésszel szemben nyilvánvalóak: bármilyen szögben tökéletesen precíz keresztvágásokat végezhet. Ez a művelet különösen fontos különböző fa részek (léc, lábazat, bélés, fa) összeillesztésekor.
Láncfűrészek
A fával való munka során gyakran nem a vágás tisztasága és pontossága a fontos, hanem a mélysége. A láncfűrész pontosan ezt a feladatot oldja meg - egy nagy teljesítményű elektromos vagy benzinmotoros eszköz, amelyet fák kivágására és tűzifa vágására terveztek.
Két fő egymással összefüggő műszaki paramétere van:
- Motor teljesítménye;
- Gumiabroncs hossza.
A gumiabroncsot két lapos lemeznek nevezik, amelyek egy kis réssel vannak összekötve a fűrészlánc felszereléséhez. Az egyik végén hajtott lánckerék van, a másikon pedig kivágások vannak a feszítő számára.

Az elektromos hajtású elektromos láncfűrészek teljesítménye 1,5-4 kW. A helyszíni háztartási munkákhoz eszköz kiválasztásakor jobb, ha megállunk 1,5-2 kW teljesítménynél, 30-40 cm-es fűrészrúddal. Ez nem csak a kert egészségügyi metszéséhez elegendő, hanem tűzifa betakarítására.
Szükség esetén egy ilyen szerszám feloldhat egy deszkát, rönköt vagy gerendát, bár nem lesz jó minőség és vágási pontosság.
A láncfűrészeknek két alfaja van:
- A motor oldalirányú (keresztirányú) elhelyezésével;
- Hosszirányú motorrögzítéssel.
Az első típus egyszerűbb kialakítású és olcsóbb. De a második kényelmesebb a használata, bár drágább, mivel a sebességváltót beépítették a tervezésbe.

A legfontosabb dolog, ami a tulajdonosnak láncfűrészt ad, az autonómia. Egy ilyen eszközzel el lehet menni az erdőbe, és ott tűzifát vágni. Egy ilyen jelentős pluszért árat kell fizetnie: a láncfűrészek tervezése bonyolultabb, mint az elektromosaké. Ez a különbség különösen akkor érezhető, ha olcsó "de bérelt" készüléket vásárol. Az indítással, a karburátorral, a gyűrűkkel és a gyertyákkal kapcsolatos problémák gyakori kísérői egy ilyen vásárlásnak. Ezért jobb drágább láncfűrészt vásárolni, mint pénzt veszíteni egy gazdaságos opció használatakor.
Elektromos kirakós
A körfűrészek és a láncfűrészek nem helyettesíthetik azokat az eszközöket, amelyek keskeny pengét használnak, amely nagy sebességgel mozog fel és le.
A munkatest ilyen elrendezésének köszönhetően a szúrófűrész lehetővé teszi az ívelt lapos részek gyors és pontos vágását. Rétegelt lemez, kerámia és műanyag, OSB és puha fém - mindez egy jó szúrófűrésszel, minőségi reszelővel vágható.

Elektromos kirakós
A gyártók minden anyaghoz speciális fűrészeket készítenek, amelyek mind a fogak dőlésszögében, mind gyakoriságában különböznek.
Például a fát jobb vágni egy nagy fogú reszelővel. Egy finom fogazott bevágással ellátott lemez magabiztosan kezeli a fémlemezt. Nem adunk speciális ajánlásokat az elektromos szúrófűrészek fűrészeinek kiválasztásához, mivel a gyártó mindegyiken feltünteti az ajánlott anyagtípust.

A szúrófűrész fő műszaki paraméterei a motor teljesítménye, a fűrészlap löketszáma és a maximális vágási mélység (különböző anyagokhoz jelölve).
A háztartási modelleknél ezek a paraméterek a következő határokon belül vannak:
- Teljesítmény 400-900 W.;
- Löketfrekvencia (simán állítható 0 és 3000 ford./perc között);
- Vágási mélység (fa - 45-80 mm, acél 4-20 mm).
A kirakós játék hasznos opciója a lézermutató. Segít tisztán látni a vágás irányát, ha a jelölővonal egy fűrészporréteg alatt van elrejtve. Az elektromos szúrófűrész kiválasztásakor különös figyelmet kell fordítani a fúvókára, amelybe a reszelő rögzítve van. A legmegbízhatóbb bilincset kell biztosítania. Ellenkező esetben a fájl rendszeresen kiugrik gyenge "öleléséből".
A kirakós konstrukció logikus továbbfejlesztése egy kompakt szalagfűrész volt. Munkateste zárt fogazatú acélszalag, amelyet villanymotor forgat.

Könnyebb vele fűrészelni, mint egy szúrófűrésszel dolgozni, amely erősen vibrál és igyekszik kiszabadulni a kezéből. A szalagfűrész vágási tisztasága és pontossága tökéletes. Ez nem csak a hulladék mennyiségét csökkenti, hanem olyan vágási felületet is eredményez, amelyet nem kell csiszolni.
A munkadarab itt két kézzel tartható, ami növeli a műveletek pontosságát íves elemek vágásakor.
A fához használt szalagfűrészek fő mutatója a vágásmélység, amely 8-50 cm lehet.. Az elektromos szúrófűrész és a körfűrész nem képes ilyen vastag anyagot vágni.
A többi jellemző a vágópengékre vonatkozik.
Itt két kategória van:
- Szénfűrészek (gyártott acél C75 és analógjai);
- Ötvözött fűrészlapok D6A acélból (megnövelt kopásállósággal és váltakozó terhelésekkel szembeni ellenállással rendelkeznek).
A gyártási technológiától és a vágófogak edzésétől függően a pengék két típusra oszthatók:
- Fűrészszalagok hornyolt, nem edzett fogakkal;
- Vágott edzett fogakkal ellátott pengék.
Az első típusú fűrészek előnyei az alacsony költségek és a fa vágásának képessége idegen zárványokkal: szögek, kövek, töredékek. Egy ilyen penge kis fűrészelési mennyiségekkel (2-4 m3 naponta) és minimális előtolási sebességgel (6-10 méter percenként) működik.
Az edzett fogú fűrészlap fő előnye a nagy kopásállósága (2-szer nagyobb, mint a nem edzett vágókés fűrészlapoké). Hátrányok - magas költségek és érzékenység a külföldi zárványokra.
A szalagfűrészek fennmaradó paraméterei egy egyszerű listára redukálódnak:
- Web szélessége;
- Fogak száma hüvelykenként (TPI).
Szabványos fafűrészelési munkákhoz a 1/2" széles szalag az optimális. Keskenyebb pengéket (3/8") használnak a göndör vágáshoz.
A vágószalag fogainak száma közvetlenül befolyásolja a vágás egyenletességét (minél több fog, annál simább a vágás). A durva fűrészlapokat (2,3 TPI) 200 mm vastagságú fa és rönkök vágására használják. A tisztább munkához használjon 6 TPI-s fűrészt, a precíz vágáshoz pedig 10-14 TPI méretű fűrészt. Az optimális méret a magas termelékenység és a jó vágási minőség eléréséhez a 8 TPI.

A fémhez való asztali szalagfűrész kialakítása hasonló a favágó készülékhez. A képességei azonban szerényebbek. Ezzel a szerszámmal csak hengerelt acél (csövek, sarokrudak, szerelvények, csatornarudak) különböző szögekben történő keresztmetszését tudja elvégezni.
Egyesek jogosan nevezik a fához való lyukfűrészt homlokmarónak - az anyagot szinte ugyanúgy dolgozzák fel, és a szerszámok is hasonlóak. A szóban forgó szerszám, bár sok forgácsot hagy maga után, hagyományos elektromos szerszámmal lehetővé teszi a fán lévő lyukakon keresztüli tisztítást.
Lyukfűrész berendezés fához
Az ilyen fűrész fűrészlapja egy vágókorona, amelynek fogainak száma és profilja a fa szilárdságától és relatív páratartalmától függ. A legtöbb fa lyukfűrész gyártója koronákat állít elő készletekben, ami lehetővé teszi a szerszám használatát gipszkarton és még fém feldolgozására is.
Maga a fűrészlap két részből áll: a vágófejből és a szárból. A famegmunkáláshoz tervezett bimetál vágófejek gyártásához kiváló minőségű 11HF, HGS vagy 9HVG típusú szerszámacélt használnak, míg a fémmegmunkálási vágókorona keményötvözetből is készülhet. A szár edzett szerkezeti acélból, például 45-ös vagy 40X-es acélból készül, és nagy szilárdságú sárgarézötvözettel van forrasztva a vágórészhez. A szemközti oldalon a szár egy elektromos fúrótokmány számára kialakított üléssel van felszerelve. Egy hagyományos rögzítőszerszámnál a szár végrésze hatszögletű, az új modelleknél pedig a kulcsnélküli tokmány alá van integrálva.
Mivel a fa lyukfűrésszel történő megmunkálása során jelentős mennyiségű forgács képződik, ezért a szerszám kialakításában rugót biztosítanak, melynek segítségével a fogak közé ragadt forgácsot kifelé távolítják el.

A fa lyukfűrész technológiai paraméterei a következők:
- A korona munkarészének magassága, amelytől a fűrész által egy menetben eltávolított fa térfogatának mélysége függ. Alapértelmezés szerint ez szabványos, és egyenlő 40 mm-rel. Ez a fa keménységétől és rosttartalmától függően akár 35…38 mm mély üregek kialakítását teszi lehetővé.
- A korona vágórészének külső átmérője. A készletek 30-150 mm-es koronákat tartalmaznak. A beépítési lehetőségeket a motor teljesítménye és a fordulatszám szabályozási lehetősége határozza meg: a 110 mm-nél nagyobb átmérőjű fához való lyukfűrészeknél a fúró sebességét minimálisra kell csökkenteni, vagy speciális állványt kell használni.
- Fogprofil, amely a feldolgozandó anyagtól és a fúvóka működési elvétől függ. Vannak megfordítható fűrészek, amelyek lehetővé teszik a forgásirány megváltoztatását. Az ilyen fűrészek kényelmesebbek a mester számára, mivel lehetővé teszik a fúró megtartását bal és jobb kézzel végzett munka közben. A hosszan tartó működés során azonban jobban felmelegednek, és ennek eredményeként nem vágják ki a fát, hanem leválják róla a felületi réteget, rontva a feldolgozás minőségét. Az ilyen fűrészek fogprofilja háromszög alakú, az alap felé tágul.

Működési jellemzők
A fűrész és a fa közötti nagy érintkezési terület miatt a szerszám működés közben nagyon felforrósodik. Ezért egy fúró fúrógép hosszú távú, megállás nélküli működése fán lehetetlen (kivéve természetesen, ha levegő- vagy vízhűtő rendszert alkalmaznak).
A lyukfűrészeket gyakran típusbeállításnak nevezik, ami a szerszám összetett kialakításával magyarázható. Az ilyen berendezéseknél nagyon fontos a szár és a vágórész csatlakoztatásának módja. Lehetséges opciók:
- Lapos forrasztás. Ebben az esetben a fához való lyukfűrész kibírja a lehető legkisebb nyíróterhelést, és rövid ideig kell használni, menetenként a minimális mennyiségű anyagot eltávolítva. A fúvókák átmérője általában nem haladja meg a 30 mm-t.
- Forrasztás a fúrószár leszálló részében elhelyezett szárral. A rögzítés megbízhatósága nő, ezért az ilyen fűrészeket megnövelt átmérővel - akár 127 mm-ig - gyártják, és tovább dolgozhatnak.
- Ugyanaz, mint az előző esetben, de a szár emellett a fúrófej tetején lévő vállra támaszkodik. Ezt az opciót a 150 mm-es vagy nagyobb méretű lyukfűrészek tervezésében valósítják meg (legfeljebb 210 mm átmérőjű fűrészek ismertek), mivel az anyag hőtágulása a fűrészelés során nem okoz deformációt a szedőszerszámban. .
Alkalmazásuk gyakorlatában a fához való lyukfűrészeket speciális revolver típusú üvegekbe szerelik be, amelyek a tokmányban elforgatva a szükséges átmérőjű koronát helyezik a feldolgozósorra. A rögzítés biztosítására kupakanyát használnak, a fúrt lyuk központosításához pedig fúrót használnak, amely minden készletben megtalálható. A fúró túlnyúlik a fogak munkafelületén, és ez garantálja a zsákfurat kialakításához szükséges koaxialitást. Ez a kialakítás azonban megköveteli a fúrótengely fordulatszámának megváltoztatását: a kezdeti szakaszban, amikor fúróval dolgozik, a szükséges nyomaték kicsi, ezért ésszerűbb a fordulatszám növelése. Aztán amikor a fán lévő körfűrész fogai működésbe lépnek, a terhelés meredeken megnő, így a fúró fordulatszáma csökken.
- előzetes fúráshoz - 1750 ... 2000 min -1;
- vaklyuk beszerzéséhez - 750 ... 1000 min -1;
- a keletkező furat generatrixának befejezéséhez, süllyesztéséhez és egyéb hasonló műveletekhez - 1000 ... 1500 min -1.

Hogyan válasszuk ki a megfelelő lyukfűrészt a fához?
Mivel a szóban forgó szerszámmal végzett munka során folyamatosan jelentős nyíróerők lépnek fel, előnyben kell részesíteni a lyukfűrészeket, amelyek kialakítása olyan megoldásokat biztosít, amelyek biztosítják a munkavégzés szükséges pontosságát. Így az edzett acélból készült központosító csapok jelenléte a szár tartófelületén további központosítást biztosít a korona számára. Ebben az esetben a csap magasságának legalább két átmérőjűnek kell lennie.
Kívánatos, hogy a készlet tartalmazzon egy kilökőrugót, amely megkönnyíti a munkát, ha rostos fában (kőris, körte, gyertyán) van szükség vakfuratok beszerzésére.

Ha a gyakorlatban 70 ... 75 mm-nél nagyobb átmérőjű zsákfuratok készítésére fa lyukfűrészeket használnak, hasznosak lesznek további menetes fúvókák, amelyeket csavarokkal rögzítenek az üveg aljára. koronakészlet. A csavarok számának legalább háromnak kell lennie, ugyanakkor figyelembe kell venni, hogy a fúvókákat ugyanattól a gyártótól kell kiválasztani. A fúvóka átmérője nem lehet túl nagy (több mint 45 mm), mivel ebben az esetben a készlet egészének tehetetlensége nő, és a fúró teljesítménye nem lehet elegendő.
Egyébként a hatalomról. Annak ellenére, hogy a feldolgozott anyag fa, a forgácsok jelenléte és a fogak megnövekedett súrlódása a furat falához képest további fékezőnyomatékot hoz létre az elektromos motor számára. Ez negatívan befolyásolja a működés időtartamát és a hajtás tartósságát. Ezért a fán lyukfűrésszel való munkavégzéshez szükséges fúró minimális teljesítménye nem lehet kevesebb 1000 wattnál.
A körfűrészek több vágószerszámok, amelyek tárcsa, gömb vagy henger alakúak. A fűrészelést a szerszám forgómozgásával végzik a megmunkálandó anyag vagy a fűrész és a meghajtó transzlációs mozgása során. A forgó mozgást a kerületi sebesség jellemzi, amelyet hagyományosan vágási sebességnek neveznek, a transzlációs mozgást pedig az előtolási sebesség. A körfűrészeknél a vágási sebesség mindig többszöröse az előtolási sebességnek. A fűrészelés csak akkor hajtható végre, ha mindkét mozgás megvan.
Annak érdekében, hogy a körfűrészek ellenálljanak a vágási erőknek, a tehetetlenségnek, a melegítésnek és egyéb, a fűrészelés során fellépő hatásoknak, kiváló minőségű ötvözött acélokból készülnek. A fűrészlap és a fogak méretei a GOST-ban és a műszaki előírásokban vannak megadva.
A körfűrészek vágórésze körben elhelyezett fogakból áll. A fogak alakját és profilját a vágási szögek és a fogüregek közötti hátsó, elülső felületek körvonalai határozzák meg.
A fűrész céljától függően a fogprofil és szögértékei eltérőek. A fűrészelés típusa szerint a körfűrészeket fűrészekre osztják a fa és faalapú anyagok hosszirányú, keresztirányú és vegyes fűrészelésére. A fogak profiljában, a vágási szögekben és a fogélezés módjában különböznek egymástól. A körfűrészek besorolását a diagram (1.1. ábra) tartalmazza.
A körfűrészek a fűrészlap mérete (külső átmérője, alakja, metszetének profilja, a középső furat átmérője és a fűrészlap vastagsága), a fogak mérete, száma és profilja tekintetében különböznek egymástól. A különböző fűrészek keresztmetszete és kialakítása az ábrán látható. 1.2.
Az ipari gyakorlatban a teljes keresztmetszetben azonos vastagságú lapos tárcsával rendelkező fűrészeket használnak, alámetszett, gömb alakú és hengeres kúpos tárcsát. Egyes külföldi cégek kúpos fűrészeket gyártanak a fűrészlap különböző szakaszaival (1.2. ábra, b).
Más fűrészlap-kialakítású fűrészeket próbáltak alkalmazni: középen nem edzett fémréteggel háromrétegű fűrészeket, a külső felületeken pedig nagy keménységű ötvözött acél (54 - 56 HRC) rétegeket, valamint zajelnyelő réteggel, amely a teljes síkfűrészlapon kis mélyedésben helyezkedett el. A működés bonyolultsága miatt nem kaptak ipari forgalmazást.

Az elmúlt években a körfűrészek külső felületeit vékony súrlódásgátló anyaggal - teflonnal vonták be, amelynek csökkentett súrlódási együtthatója van. A fűrészlap kevésbé melegszik fel, ami javítja működési stabilitását, azonban ennek a rétegnek a jelenléte megnehezíti a fűrészlapok előkészítését, és nem is használják széles körben.
Az y dőlésszög a fűrész sugara és a fog elülső felülete közötti szög; élezési szög (3 - a fog elülső és hátsó felülete közötti szög; a hátsó szög a - a fog hátsó felülete és a fűrész forgási körének érintője közötti szög, a fog tetejéről húzva ( az érintő merőleges a fűrész sugarára. A 8 vágási szöget a fog elülső felülete és a fűrész forgási körének érintője a fog tetejéről húzva alkotja.A vágási szög egyenlő az élezési szög és a domborítási szög összegéhez:
Az összes vágási szög (elülső, hátsó és kúpos szög) összege mindig 90°:
γ + β + α = 90°
A fa hosszirányú fűrészeléséhez használt fűrészeknél a dőlésszög pozitív, és a vágási szög kisebb, mint 90 ° (1.3. ábra, a-c), a keresztirányú fűrészelésre szolgáló fűrészeknél pedig a dőlésszög nulla és negatív lehet. érték.
Minden fűrészfognak két oldalsó (1-2 és 1'-2') és egy rövid 1-1' vágóéle van (1.3. ábra, II). A rövid vágóél a fog elülső és hátsó felületének metszéspontjából jön létre, és a fűrész oldalsíkjai közé záródik; oldal - az elülső felület (1', 2', 2', 1') metszéspontja a fűrész oldalsíkjaival.

Az ipar lapos tárcsás (acél, keményötvözet lemezes), alámetszett (gyalulás), kúpos, gömb alakú, hengeres körfűrészeket gyárt. Az acélfűrészeket a GOST 980-80 „Körfűrészek fa fűrészeléséhez” követelményeinek megfelelően gyártják. Műszaki adatok". 232 méretű körfűrésszel rendelkezik, ebből 119 hosszirányú, 113 pedig fa keresztmetszésére való. A fűrészlapok feszültségi állapotának értékei normalizálva vannak. A GOST 980-63, 980-69-ben ezek az értékek a legracionálisabb 40-60 m/s fűrészelési módokhoz kapcsolódnak, amelyek a legalacsonyabb energiafogyasztást adják a fa hosszirányú fűrészelése során, és a legszélesebb körben használják a körfűrészgépekben. . A GOST 980-80 nem rendelkezik ezzel a kapcsolattal, ami jelentős hátránya.

A keményfém pengével ellátott fűrészeket a GOST 9769-79 „Körfűrészek keményfém pengével faanyagok feldolgozásához” szerint gyártják. Műszaki adatok". A GOST 115 méretű fűrészt állapít meg különféle célokra.
Körfűrészeket gyártunk: lapos tárcsákkal a GOST 980-80 követelményeinek megfelelően 9HF acélból (GOST 5950-73 szerint); gyalulás GOST 1 8479-73 szerint 9KhF vagy 9Kh5VF acélból, GOST 9769-79 szerinti keményötvözet lemezekkel 50KhFA acélból (GOST 1 4959-79 szerint) vagy 9KhF. Ezen acélok szakítószilárdsága 1350-1500 N/mm 2.
A levágott fűrészek (1.4. ábra) a fűrészelésen (7) kívül két sor törőfogakkal (8, 9) rendelkeznek, amelyek a fűrészelt élt csiszolják. Minden sornak 12 foga van. A fűrész vágófogai és a zúzógép csiszolófogai egy speciális házba (10) vannak rögzítve, csavarokkal és fedéllel rögzítve. A megengedett kiegyensúlyozatlanság legfeljebb 50 g x mm. A fűrészek szilárdságát legalább 9000 min -1 sebességgel előzetesen tesztelik; a megengedett üzemi sebesség nem több, mint 6000 min -1.
A marófűrész kialakítása hasonló a marófűrész kialakításához, de a marófűrész nem rendelkezik a daráló csiszolófogaival (1.5. ábra). Ebben a fűrészben 24 fűrészfog van a testben rögzítve, csavarokkal (8) és fedéllel (1) rögzítve. A foghegyek mesterséges gyémántokkal vannak ellátva. Mindkét fűrész fogainak kialakítása azonos. A fog teste összetett formájú, 40X-es acélból készült, hegye kiszélesedéssel rendelkezik, amelyhez egy mesterséges gyémántból készült vágóelemet forrasztanak PSr-40 (GOST 19738-74) ezüstforraszanyaggal.

A fűrészek tesztjei nagy kopásállóságukat mutatták ki. Ha a vágási és vágási műveletek során a VK15 keményötvözet lemezekkel ellátott fűrész 2-3 hétig működik, akkor ezek a fűrészek - akár 3 hónapig. Szerkesztés és kovácsolás a fűrészlapok hiánya miatt nem szükséges. A minőségi munkavégzés érdekében ezek a fűrészek gondosan be kell szerelni az összes vágófogat, és az összeszerelés befejezése után ki kell egyensúlyozni. Élezéskor a fogakat eltávolítják és egy speciális, gyémánt kerekekkel ellátott szerszámban élesítik.
N. Jakunin
professzor, a műszaki tudományok kandidátusa,
az erdőipar kitüntetett munkása,
Az Orosz Természettudományi Akadémia tiszteletbeli akadémikusa.



